전자부품의 기판에의 실장에 즈음 해서는, 전자부품과 기판과의 접합 면에 플럭스(flux)나 크림(cream) 땜납등의 페이스트 상태의 접합 보조재료 혹은 접합 재료의 전사에 의한 도포를 필요로 할 경우가 있다. 이 페이스트의 전사(도포)는 여러 가지 방법으로 실행되며, 예를 들면, 플럭스 도포의 예로서는, 부품 공급부에서 픽업(pickup)된 전자부품을, 플럭스가 미리 정해진 막(膜) 두께로 성막(成膜)된 테이블에 대하여 하강시켜, 전자부품의 하면에 플럭스를 접촉시킴으로써 전사하는 방법이 많이 이용된다
자료출처 : 특허청
부품 공급부에서 꺼낸 전자부품에 플럭스를 전사해서 기판에 실장하는 전자부품 실장 장치에 이용되는 플럭스 전사 유닛에 있어서, 구동 전달 핀을 통해서 로드리스 실린더에 의해 왕복 구동된다.
플럭스의 성막·긁어 취함용의 제1블레이드, 제2블레이드를 구비한 블레이드 유지 헤드를, 요동 지지 핀 주위로 요동이 자유롭게 이동 부재에 의해 유지하는 동시에, 이동 부재를 판 스프링 부재에 의해 소정의 제동력으로 제동한다. 이것에 의해, 블레이드 이동 방향을 역전시킬 때마다, 블레이드 유지 헤드가 요동하여, 제1블레이드와 제2블레이드를, 전용 구동기구를 설치하는 일 없이 자동적으로 전환할 수 있다.
배경 기술
전자부품의 기판에의 실장에 즈음해서는, 전자부품과 기판과의 접합 면에 플럭스(flux)나 크림(cream) 땜납 등의 페이스트 상태의 접합 보조 재료 혹은 접합 재료의 전사에 의한 도포를 필요로 할 경우가 있다. 이 페이스트의 전사(도포)는 여러 가지 방법으로 실행되며, 예를 들면, 플럭스 도포의 예로서는, 부품 공급부에서 픽업(pickup)된 전자부품을, 플럭스가 미리 정해진 막(膜) 두께로 성막(成膜)된 테이블에 대하여 하강시켜, 전자부품의 하면에 플럭스를 접촉시킴으로써 전사하는 방법이 많이 이용된다. 종래에 있어서는, 이러한 용도에 이용되는 전자부품 실장 장치로서, 플럭스 막이 소정의 막 두께로 형성된 플럭스 전사 장치를 구비한 것이 알려져 있다(특허문헌 1-일본국 특개 2000-188498호 공보, 특허문헌 2-일본국 특개 2000-22394호 공보 참조).
특허 문헌 1에 나타내는 예에 있어서는, 긁어 취함용과 막 형성용의 2개의 블레이드(blade)를, 평탄한 전사 스테이지(stage) 상에서 왕복 이동시킴으로써, 소정의 막 압력의 플럭스 막을 준비하는 성막 동작과, 전자부품을 플럭스 막에 접촉시켜서 전사 도포한 후의 표면이 거칠어진 플럭스 막을 긁어 모아서 회수하는 긁어 취하는 동작이 번갈아 반복된다. 또한, 특허 문헌 2에 나타내는 예에 있어서는, 회전하는 롤러(roller)의 외주(外周) 면에 플럭스 막을 형성시키도록 하고 있다.
발명의 상세한 설명
앞에서의 선행기술 예에 있어서는, 전자부품 실장 장치를 고능률이고 또한 콤팩트(compact)화하는 것에 더해, 다음과 같은 문제가 있다. 우선 특허 문헌 1에 나타내는 선행기술에 있어서는, 2개의 블레이드를 전사 스테이지를 따라 왕복 이동시키기 위한 왕복 이동 기구에 더해, 성막용과 긁어 취함용의 2개의 블레이드를 전환하는 블레이드 전환 기구가 필요로 되고 있다. 이것 때문에, 플럭스 전사 장치의 기구 간략화가 어렵고, 콤팩트한 부품 실장 장치를 실현하기 위한 레이아웃(layout) 최적화에 방해가 되고 있다. 특히, 전자부품 실장 장치에 있어서는, 플럭스 전사 장치의 평면적인 설치 면적을 콤팩트하게 할 뿐만 아니라, 플럭스 전사 장치의 위쪽을 실장 헤드 등이 통과하는 것을 고려하여, 높이 방향에도 콤팩트하게 하는 것이 요구되고 있다.
또한, 특허 문헌 2에 나타내는 선행기술에 있어서는, 롤러 방식의 채용에 의해 콤팩트화는 가능하지만, 막 두께의 컨트롤(control)이 어렵다고 하는 점과 함께, 평탄한 전사 면을 구비하고 있지 않기 때문에 범프(bump) 첨부 전자부품을 대상으로 해서 플럭스 도포와 범프의 레벨링(leveling)을 맞춰서 실행하고 싶은 용도에는 적합하지 않다고 하는 결점이 있다. 이렇게 종래의 선행기술 예에 있어서는, 플럭스 등의 페이스트의 전사를 콤팩트한 장치로 정밀도 좋게 실행하는 것이 곤란하다고 하는 과제가 있다.
본 발명의 목적은, 상기 문제를 해결하는 것에 있어서, 플럭스 등의 페이스트의 전사를 콤팩트한 장치로 정밀도 좋게 실행할 수 있는 페이스트 전사 장치 및 전자부품 실장 장치를 제공하는 것에 있다. 이를 위해 본 발명은 아래와 같이 구성한다.
본 발명의 제1특징에 의하면, 전자부품에 페이스트를 전사하는 페이스트 전사 장치에 있어서, 상기 전자부품을 접촉시키는 페이스트 막이 그 상면(上面)에 형성되는 평활(平)한 막 형성면을 구비한 베이스부와, 상기 베이스부를 따라 수평 이동 가능하게 구비된 이동 부재와, 요동(搖動) 지점(支點) 주위의 요동이 가능하게 상기 이동 부재에 결합된다. 상기 이동 부재와 함께 왕복 이동하는 블레이드 유지부와, 상기 요동 지점의 상기 왕복 이동의 방향에 있어서의 위치를 끼우도록, 상기 왕복 이동의 방향에 서로 사이를 두어서 상기 블레이드 유지부에 장비된 제1블레이드 및 제2블레이드와, 상기 블레이드 유지부에 있어서의 상기 요동 지점에서 이격된 위치를 구동 작용점으로서, 왕복 구동력을 전달하는 왕복 이동 기구와, 상기 블레이드 유지부의 요동 시의 요동 저항을 이기는 크기의 제동 저항으로 상기 이동 부재를 상기 왕복 이동 기구에 의한 구동 방향과 반대 방향에 제동하는 제동 기구를 구비한다. 상기 이동 부재의 왕동(往動) 시(時)에, 상기 제1블레이드 또는 제2블레이드의 어느 한쪽의 블레이드를 상기 베이스부에 접촉시키면서 이동시키고, 복동(復動) 시에 다른쪽의 블레이드를 상기 베이스부에 접촉시키면서 이동시키는, 페이스트 전사 장치를 제공한다.
본 발명의 제2특징에 의하면, 상기 제1블레이드는, 상기 막 형성 면 위에 미리 정해진 막 두께의 페이스트 막을 형성하는 성막용의 블레이드이고, 상기 제2블레이드는, 상기 막 형성 면 위에 존재하는 페이스트를 긁어 취하는 긁어 취함용 블레이드인, 제1특징에 기재한 페이스트 전사 장치를 제공한다.
본 발명의 제3특징에 의하면, 상기 성막용의 블레이드에 있어서의 상기 베이스부와의 접촉 부분에 상기 막 두께에 대응한 깊이의 노치(notch)부가 설치되고, 상기 긁어 취함용 블레이드는, 상기 베이스부의 상기 막 형성 면에 접촉하도록 형성되어 있는, 제2특징에 기재한 페이스트 전사 장치를 제공한다.
본 발명의 제4특징에 의하면, 상기 베이스부의 상면에, 그 저면(底面)이 상기 막 형성 면으로서 기능을 하고, 또한 상기 막 두께에 대응한 깊이의 오목부가 설치되고, 상기 긁어 취함용 블레이드는, 상기 오목부의 저면에 접촉하도록 형성되어 있는, 제2특징에 기재한 페이스트 전사 장치를 제공한다.
본 발명의 제5특징에 의하면, 상기 제1블레이드와 제2블레이드와의 사이에, 상기 막 형성 면에서 긁어 취한 페이스트를 저장하는 페이스트 저장부가 구비되어 있는, 제1특징에 기재한 페이스트 전사 장치를 제공한다.
본 발명의 제6특징에 의하면, 전자부품을 유지해서 기판에 실장하는 실장 헤드와, 상기 기판을 유지하는 기판 유지부와, 상기 실장 헤드를 상기 기판 유지부에 대하여 이동시켜서 위치 결정을 실행하는 헤드 이동 장치와, 상기 헤드 이동 장치에 의한 상기 실장 헤드의 이동 경로에 배치되어, 상기 실장 헤드에 의해 유지된 상기 전자부품에, 페이스트를 도포하는 제1특징 내지 제5특징의 어느 하나에 기재한 페이스트 전사 장치를 구비하는, 전자부품 실장 장치를 제공한다.
발명의 효과
본 발명에 의하면, 2개의 블레이드에 의해 페이스트의 막 형성과 긁어 취함을 번갈아 실행하는 구성에 있어서, 블레이드를 수평 이동시키는 왕복 이동 기구의 구동력을 이용해서 블레이드의 전환을 실행하는 방식을 채용함으로써, 종래 이용되고 있었던 별도 구동원(驅動源)을 갖는 블레이드 전환 기구를 필요로 하지 않고, 플럭스 등의 페이스트의 전사에 의한 도포를 콤팩트한 장치로 정밀도 좋게 실행할 수 있다.
본 발명의 이것들과 다른 목적과 특징은, 그림들을 통해 바람직한 실시 형태에 관련된 다음 기술로부터 밝혀진다.
실시예
본 발명의 설명을 계속하기 전에, 그림들에 동일한 부품에 대해서는 동일한 참조 부호를 첨부하고 있다. 이하에, 본 발명에 관련한 실시형태를 그림에 근거해서 상세히 설명한다.
.jpg)
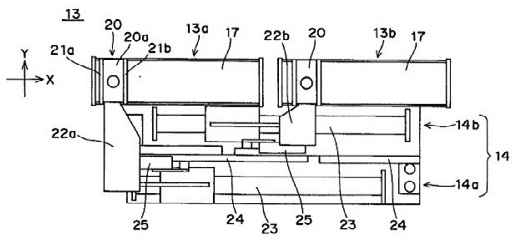
<그림 1. 본 발명의 하나의 실시형태에 관련한 전자부품 실장 장치의 평면도>
우선, 그림 1에 나타내는 본 발명의 하나의 실시형태에 관련한 전자부품 실장 장치(1)의 모식 평면도와, 전자부품 실장 장치(1)의 모식 사시도를 이용하여, 전자부품 실장 장치(1)의 구조를 설명한다. 그림 1에 있어서, 기대(基臺)(1a)의 상면에는, Ⅹ방향(기판 반송 방향)에 반송로(搬送)(2)가 배치되어 있다. 반송로(2)는 상류 측에서 반입된 기판(3)을 반송하고, 이하에 설명하는 부품 실장 기구에 의한 실장 위치에 유지해서 위치 결정한다. 따라서 반송로(2)는, 기판(3)을 유지해서 위치 결정하는 기판 유지부로 되어 있다. 전자부품 실장 장치(1)에는, 동일 구조의 2개의 부품 실장 기구(4A, 4B)가 설치되어 있으며, 반송로(2)의 각각의 실장 위치에 유지된 기판(3)에 대하여, 부품 실장 기구(4A, 4B)에 의해 전자부품이 실장된다.
.jpg)
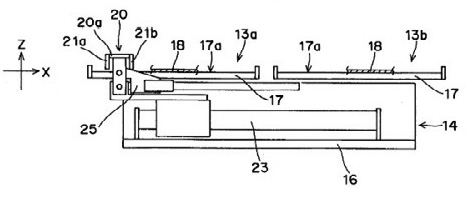
<그림 2. 본 실시형태의 전자부품 실장 장치의 사시도.>
그림 2에 나타낸 바와 같이, 부품 실장 기구(4A, 4B)는 각각 부품 공급부(5A, 5B)를 구비하고 있으며, 부품 공급부(5A, 5B)에는, 복수의 전자부품(7)을 격자 배열로 수납한 부품 트레이(6a)가 복수 장착된 팔레트(palette)(6)가 유지된다. 부품 트레이(6a)를 장착한 팔레트(6)는, 트레이 피더(tray feeder)(15A,15B)에 의해 부품 공급부(5A, 5B)에 공급되고, 전자부품(7)이 꺼내진 후의 빈 부품 트레이(6a)는, 팔레트(6)와 함께 트레이 피더(15A, 15B)에 회수된다. 기대(1a)의 위쪽에는, 반송로(2) 및 부품 공급부(5A, 5B)를 이동 범위에 포함하여, XY 로봇(8A,8B)이 배치되어 있다. XY 로봇(8A, 8B)은 모두 Ⅹ축 테이블(9Ⅹ), Y축 테이블(9Y)을 직교시켜서 조합한 구조로 되어 있으며, Ⅹ축 테이블(9Ⅹ)에는 복수의 흡착 노즐 유닛(11)을 구비한 실장 헤드(10)가 장착되어 있다. XY 로봇(8A, 8B)을 구동함으로써, 각각의 실장 헤드(10)는 Ⅹ방향, Y방향으로 수평 이동한다. 따라서 XY 로봇(8A, 8B)은, 실장 헤드(10)를 부품 공급부(5A, 5B)와 반송로(2)에 설치된 기판 유지부와의 사이에서 이동시키는 헤드 이동 장치로 되어 있다. 이 헤드 이동에 의해, 실장 헤드(10)는 흡착 노즐 유닛(11)에 장착된 흡착 노즐(11a)에 의해 부품 공급부(5A, 5B)로부터 전자부품(7)을 꺼내, 반송로(2)에 유지된 기판(3)에 실장한다.
부품 공급부(5A, 5B)로부터 전자부품(7)을 꺼낸 실장 헤드(10)가 기판(3)에 이동하는 이동 경로에는, 인식부(12A, 12B) 및 페이스트 전사 장치의 일례인 플럭스 전사 유닛(13)이 배치되어 있다. 인식부(12A, 12B)는 라인 카메라((line camera)를 구비하고 있어, 전자부품(7)을 각각의 흡착 노즐 유닛(11)에 의해 유지한 실장 헤드(10)가 인식부(12A, 12B)의 위쪽을 소정의 방향에 이동하는 스캔(scan) 동작을 실행함으로써, 실장 헤드(10)에 유지된 상태의 전자부품(7)을 아래쪽에서 촬상(撮像)한다. 그리고 촬상에 의해 얻은 화상(畵像)을 인식 처리함으로써, 부품 공급부(5A, 5B)로부터 꺼내진 전자부품(7)의 인식, 즉 전자부품(7)의 식별이나 위치 변위의 검출이 실행된다.
2개의 인식부(12A, 12B)에 끼워진 위치에는, 플럭스 전사 유닛(13)이 배치되어 있다. 플럭스 전사 유닛(13)은, 부품 공급부(5A, 5B)에서 꺼내진 전자부품(7)의 범프(7a)에, 페이스트의 일례로서 납땜 접합용 플럭스를 전사에 의해 도포하는 기능을 갖추고 있으며, 전사용의 플럭스 도포 막을 형성하는 전사 테이블(13a, 13b) 및 막 형성용의 블레이드(혹은 스퀴지(squeegee))를 구동하는 블레이드 왕복 이동 기구(14)를 구비하고 있다.
전사 테이블(13a, 13b)은, 각각 XY 로봇(8A, 8B)에 의해 이동하는 2개의 실장 헤드(10)가 간섭하는 일 없이 액세스(access)할 수 있도록, Ⅹ방향에 직렬로 배치되어 있다. 그리고 블레이드 왕복 이동 기구(14)는, 이것들 전사 테이블(13a, 13b) 위에서 블레이드를 이동시키기 위한 구동 기구를 일체로 짜 넣은 구성으로 되어 있다. 즉, 플럭스 전사 유닛(13)은, 헤드 이동 수단에 의한 실장 헤드(10)의 이동 경로에 배치되어, 실장 헤드(10)에 설치된 부품 유지부로서의 흡착 노즐(11a)에 의해 유지된 전자부품(7)에, 페이스트인 플럭스를 전사에 의해 도포하는 페이스트 전사 장치로서의 기능을 갖추고 있다.
<그림 3A. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛(unit)의 구성을 나타내는 모식(模式) 평면도.>
<그림 3B. 그림 3A의 전자부품 실장 장치의 모식 측면도.>
그림 3A에 플럭스 전사 유닛(13)의 모식 평면도를 나타내고, 그림 3B에 그 모식 측면도를 나타낸다. 그림 3A 및 그림 3B에 나타낸 바와 같이, 플럭스 전사 유닛(13)은, 상면에 플럭스(18)의 도포 막을 형성하기 위한 평활한 막 형성 면(17a)을 구비한 베이스부(17)를 주체로 하는 전사 테이블(13a, 13b)을 Ⅹ방향에 직렬로 배치하고, 전사 테이블(13a, 13b)을 따라 블레이드 왕복 이동기구(14)를 배치한 구성으로 되어 있다. 전사 테이블(13a, 13b)의 위쪽에는, 블레이드 유지 헤드(20)가, 블레이드 왕복 이동 기구(14)로부터 각각 연장되어 나온 브래킷(bracket)(22a, 22b)에 유지되어서 배치되어 있다. 블레이드 유지 헤드(20)는, 수평홀더(holder)(20a)의 양단부(端部)에, 모두 판상(板狀)의 제1블레이드(21a), 제2블레이드(21b)를 수직 자세로 접촉 단부를 아래쪽을 향해서 유지시킨 구성으로 되어 있다. 또한, 측면도에 있어서는, 전사 테이블(13b)에 배치된 블레이드 유지 헤드(20)의 도시는 생략하고 있다.
블레이드 왕복 이동 기구(14)는, 블레이드 유지 헤드(20)를 유지하는 브래킷(22a, 22b)을, 각각 개별적으로 Ⅹ방향에 수평 왕복 이동시키기 위한 제1구동 기구(14a), 제2구동 기구(14b)를, Y방향에 병렬 배치로 구비하고 있다. 제1구동 기구(14a), 제2구동 기구(14b)는, 수평 베이스 프레임(16)의 상면에 배치된 로드 리스 실린더(rodless cylinder)(23)를 구동원으로 하고 있다.
그리고 로드리스 실린더(23)에 의한 브래킷(22a, 22b)의 수평 이동은, 가이드 레일(guide rail)(24)에 의해 이동 부재(25)를 통해서 안내된다.
제1구동 기구(14a), 제2구동 기구(14b)는, 가늘고 긴 형상의 전사 테이블(13a, 13b) 위에서 블레이드를 이동시키는 기구 목적상, 필연적으로 가늘고 긴 형상으로 이루어지지 않을 수 없다.
그리고 상술(上述)한 바와 같이, 전사 테이블(13a, 13b)을 직렬 배치할 경우에 있어서, 제1구동 기구(14a), 제2구동 기구(14b)를 직렬로 배치하면, 길이 방향의 점유 면적이 증대하여, 장치 레이아웃의 콤팩트화에 방해가 된다. 이것에 대하여, 본 실시형태에 나타낸 바와 같이, 제1구동 기구(14a), 제2구동 기구(14b)를 Y방향에 병렬시킴으로써, 플럭스 전사 유닛(13)의 점유 면적을 작게 해서, 장치의 콤팩트화가 가능하게 된다.
.jpg)
<그림 4. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 부분 평면도>
.jpg)
<그림 5. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 부분 측면도>
.jpg)
<그림 6. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 부분 단면도>
플럭스 전사 유닛(13)의 부분 평면도를 나타내는 그림 4, 부분 측면도를 나타내는 그림 5, 및 부분 단면도를 나타내는 그림 6을 참조하여, 플럭스 전사 유닛(13)의 상세한 구조를 설명한다. 또한, 전사 테이블(13a, 13b) 및 제1구동 기구(14a), 제2구동 기구(14b)는, 각각에 구비된 브래킷(22a, 22b)의 형상의 상위(相違)는 있지만, 기본적으로는 동일한 구성인 것이기 때문에, 여기서는 전사 테이블(13a) 및 전사 테이블(13a) 위에서 이동하는 블레이드 유지 헤드(20)를 구동하기 위한 제1구동 기구(14a)의 구조에 대해서만 설명한다.
그림 4, 그림 5에 있어서, 베이스 플레이트(16)에 세워 설치된 세로 프레임(26)의 측면에는, 가이드 레일(24)이 Ⅹ 방향에 배치되어 있다. 가이드 레일(24)에 미끄러짐이 자유롭게 끼워 붙여진 슬라이더(slider)(24a)는, 이동 부재(25)에 고착되어 있으며(그림 6 참조), 이동 부재(25)는 가이드 레일(24)에 안내되어서 Ⅹ방향에 수평 이동이 자유롭게 배치되어 있다.
그림 5에 나타낸 바와 같이, 이동 부재(25)는 좌단부(左端部)의 위쪽 부분이 좌측 쪽에 연장되어 나온 형상으로 되어 있으며,이 연장부에는 요동 지지 핀(28)을 통해서 요동 링크(27)가 ⅩZ면 내에서의 요동이 자유롭게 축으로 지지되어 있다. 요동 링크(27)는, 브래킷(22a)의 하면에 고착되어 있으며, 요동 링크(27)가 요동 지점(支點)인 요동 지지 핀(pin)(28) 주위로 요동함으로써, 브래킷(22a)과 결합된 홀더(20a)도 마찬가지로 제1블레이드(21a), 제2블레이드(21b)와 함께 일체적으로 요동한다. 또한, 이동 부재(25)가 Ⅹ방향에 왕복 이동함으로써, 홀더(20a)는 제1블레이드(21a), 제2블레이드(21b)와 함께 일체적으로 왕복 이동한다.
따라서 홀더(20a), 브래킷(22a) 및 요동 링크(27)는, 이동 부재(25)에 요동 지점 주위의 요동이 가능하게 결합되어, 이동 부재(25)와 함께 왕복 이동하는 블레이드 유지부를 구성한다. 그리고 제1블레이드(21a), 제2블레이드(21b)는, 이 블레이드 유지부의 홀더(20a)에 요동 지점을 끼워서, 즉, 요동 지점의 왕복 이동의 방향에 있어서의 위치를 끼우도록 해서, 왕복 이동의 방향에 서로 사이를 두어서 장착된 형태로 되어 있다. 그리고 플럭스 전사 유닛(13)에 의한 플럭스 도포 막 형성 동작에 있어서는, 제1블레이드(21a)와 제2블레이드(21b)와의 사이의 공간에, 막 형성면(17a)으로부터 긁어 취한 플럭스(18)를 저장하도록 하고 있다.
또한, 이러한 공간이, 플럭스의 저장부(페이스트 저장부)로 되어있다.
요동 링크(27)에 있어서 요동 지지 핀(28)으로부터 아래쪽으로 이격된 위치에는, 구동 전달 핀(29)이 설치되어 있으며, 구동 전달 핀(29)은 요동 링크(27)와 연결 부재(30)를 구동 전달 핀(29)의 축 주위의 상대 회전 변위를 허용하는 상태에서 결합하고 있다. 연결 부재(30)는, 베이스 플레이트(16) 위에 Ⅹ방향에 배치된 로드리스 실린더(23)의 이동 블록(31)에 결합되어 있으며, 로드리스 실린더(23)를 구동해서 이동 블록(31)을 Ⅹ방향에 미끄러지게 함으로써, 요동 링크(27)에는 연결 부재(30) 및 구동 전달 핀(29)을 통해서 Ⅹ방향의 수평 구동력이 전달된다. 따라서 로드리스 실린더(23), 이동 블록(31), 연결 부재(30)는, 요동 지점인 요동 지지 핀(28)의 위치로부터 이격된 구동 전달 핀(29)의 위치를 구동 작용점으로 해서 왕복 구동력을 블레이드 유지부에 전달하는 왕복 이동 기구로 되어 있다.
그림 4에 나타낸 바와 같이, 이동 부재(25)의 측면에는 스프링 강(鋼) 등의 소재로 제작된 판 스프링 부재(32)(탄성 부재의 일례)가 결합되어 있으며, 판 스프링 부재(32)의 선단부(先端部)에는 수지(樹脂) 등 탄성체로 제작된 접동(摺動) 부재(33)가 장착되어 있다. 접동 부재(33)는 가이드 레일(24)의 측면에 맞닿아 있으며, 이 장착 상태에 있어서, 접동 부재(33)는 판 스프링 부재(32)의 탄성력에 의해 가이드 레일(24)에 대하여 소정의 압압력(押壓力) F로 압압되어 있다. 이 압압력 F에 의해, 이동 부재(25)가 Ⅹ방향으로 이동할 때에는, 접동 부재와 가이드 레일(24)과의 마찰계수에 상응한 크기의 제동력 f가 작용한다. 여기서 블레이드 유지헤드(20) 전체가 요동 지지 핀(28) 주위로 요동할 때, 요동 저항 보다도 접동 부재(33)와 가이드 레일(24)과의 마찰에 의한 제동력 f 쪽이 커지는 구성이 채용된다. 즉, 판 스프링 부재(32)에 의한 압압력 F와, 접동 부재(33)의 재질 및 가이드 레일(24)과 미끄럼 접촉하는 부분의 표면 성상(性狀)을 적당히 설정함으로써, 원하는 제동력 f를 얻을 수 있도록 한다. 즉, 판 스프링 부재(32) 및 접동 부재(33)는, 블레이드 유지부의 요동 시의 요동 저항을 이기는 크기의 제동 저항으로, 이동 부재(25)를 왕복 이동 기구에 의한 구동 방향과 반대 방향으로 제동하는 제동 기구로 되어 있다.
그리고, 후술하는 바와 같이, 이 제동력 f가 구동 방향과 반대 방향에 작용함으로써, 플럭스 도포 막 형성 시 및 플럭스 긁어 취할 때의 제1블레이드(21a), 제2블레이드(21b)의 전환을 자동적으로 실행할수있게되어있다.
또한, 본 실시형태에 있어서는, 그림 5에 나타낸 바와 같이, 요동 지점(요동 지지 핀(28))을 끼우도록 해서 2개의 블레이드(21a및 21b)가 홀더(20a)에 장비되고, 더욱 요동 지점의 도시한 위쪽 위치에 홀더(20a)가 배치되어, 요동 지점의 도시한 아래쪽 위치에 구동 작용점이 배치되는 형태에 대해서 설명했지만, 본 실시 형태는 이러한 형태에 대해서만 한정되는 것은 아니다. 이러한 경우에 대신하여, 예를 들면, 구동 작용점의 위쪽 위치에 홀더가 배치되고, 홀더의 위쪽 위치에 요동 지점을 배치한다고 하는 형태를 채용할 수도 있다. 단, 전자부품 실장 장치(1)에 있어서는, 플럭스 전사 유닛(13)의 위쪽을 실장 헤드(10)가 통과하는 것을 고려하여, 플럭스 전사 유닛(13)의 유닛 높이를 더욱 낮게 억제하는 것이 바람직하다. 그 때문에, 홀더의 위쪽 위치에 요동 지점을 배치하는 형태보다도, 본 실시형태와 같이 요동 지점의 위쪽 위치에 홀더를 배치하는 형태의 쪽이, 유닛 높이를 낮게 억제할 수 있어, 적합하다.
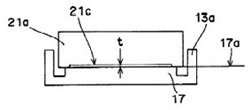
<그림 7A. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 성막용 블레이드 및 전사 테이블의 형상 설명도>
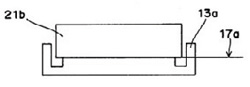
<그림 7B. 본 실시형태의 플럭스 전사 유닛의 긁어 취함용 블레이드 및 전사 테이블의 형상 설명도.>
그림 7A 및 그림 7B를 참조하여, 베이스부(17) 및 제1블레이드(21a), 제2블레이드(21b)의 형상에 대해서 설명한다. 제1블레이드(21a)는, 막 형성 면(17a) 위에 소정의 막 두께의 페이스트막을 형성하는 성막용의 블레이드이며, 제2블레이드(21b)는, 막형성 면(17a) 위에 존재하는 페이스트를 긁어 취하는 긁어 취함용 블레이드이다.
그림 7A 및 그림 7B에 나타낸 바와 같이, 전사 테이블(13a)에는, 표면이 평활한 막 형성 면(17a)을 구비한 베이스부(17)가 설치되어 있다. 제1블레이드(21a)의 하단부에 있어서, 막 형성 면(17a)과의 접촉 단부에는, 소정의 플럭스 막 두께 t에 대응한 노치부(21c)가 설치되어 있으며, 제1블레이드(21a)의 하단부를 막형성 면(17a)에 접촉시킨 상태에서 제1블레이드(21a)를 수평 이동시킴으로써, 막 형성 면(17a)에는 막 두께 t의 플럭스(18)의 도포막이 형성된다.
제2블레이드(21b)는 잘라내지 않은 평면인 하단부를 가지고 있으며, 이 하단부의 전체 면을 막 형성 면(17a)에 접촉시킨 상태로, 즉 하단부를 접촉시켜서 제2블레이드(21b)를 수평 이동시킴 으로써, 막 형성 면(17a) 위에 존재하는 플럭스 도포 막을 긁어 취할 수 있다. 즉, 여기에 나타내는 예에서는, 제1블레이드(21a)의 베이스부(17)와의 접촉면에, 플럭스(18)의 소정의 막 두께에 대응한 깊이의 노치부(21c)가 설치되어 있으며, 또한 제2블레이드(21b)는, 막 형성 면(17a)에 접촉하는 형태로 되어 있다.
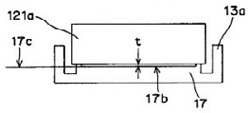
<그림 7C. 본 실시형태의 변형 예에 관련한 플럭스 전사 유닛의 성막용 블레이드 및 전사 테이블의 형상 설명도>
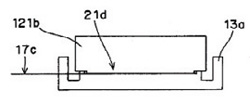
<그림 7D. 본 실시형태의 변형 예에 관련한 플럭스 전사 유닛의 긁어 취함용 블레이드 및 전사 테이블의 형상 설명도>
또한, 마찬가지로 베이스부(17) 위에 플럭스(18)의 도포 막을 형성하고, 또한 플럭스(18)의 도포 막을 긁어 취하기 위한 구성으로서, 그림 7C 및 그림 7D에 나타내는 바와 같은 블레이드 형상 및 베이스부(17)의 표면 형상을 채용해도 좋다. 즉, 여기에 나타내는 예에서는, 막 형성용의 제1블레이드(121a)로서, 하단부에 노치부가 없는 형상의 것을 이용하여, 전사 테이블(13a)의 막 형성 면(17a)에, 상기의 막 두께 t에 대응한 깊이의 오목부(17b)를 형성하고, 오목부(17b)의 저면을 막 형성 면(17c)으로서 이용한다. 그리고 제1블레이드(121a)의 하단부를 베이스부(17)의 상면에 접촉시킨 상태에서 제1블레이드(21a)를 수평 이동시킴으로써, 막 형성 면(17c)에는 막 두께 t의 플럭스(18)의 도포 막이 형성된다.
또한, 제2블레이드(121b)에는, 오목부(17b) 내에 끼워넣을 수 있는 볼록부(21d)가 설치되어 있으며, 볼록부(21d)를 오목부(17b) 내에 끼워넣어서 하단부를 막 형성 면(17c)에 접촉시킨 상태에서 제2블레이드(121b)를 수평 이동시킴으로써, 막 형성 면(17c) 위에 존재하는 플럭스의 도포 막을 긁어 취할 수 있다. 즉, 그림 7C 및 그림 7D에 나타내는 예에서는, 베이스부(17)의 상면에, 저면이 막 형성 면(17c)으로서 기능을 해 플럭스의 도포 막의 소정의 막 두께에 대응한 깊이의 오목부(17b)가 설치되어 있으며, 또한 제2블레이드(121b)는, 오목부(17b)의 저면에 접촉하는 형태로 되어 있다.
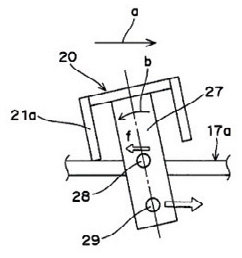
<그림 8A. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 블레이드 유지 헤드의 동작 설명도로서, 성막 상태를 나타내는 도면.>
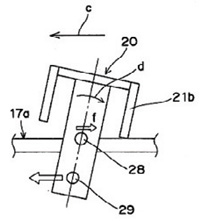
<그림 8B. 본 실시형태의 전자부품 실장 장치에 있어서의 플럭스 전사 유닛의 블레이드 유지 헤드의 동작 설명도로서, 긁어 취함 상태를 나타내는 도면.>
그림 8A 및 그림 8B를 참조하여, 페이스트 도포 막 형성 시 및 페이스트 긁어 취할 때의 제1블레이드(21a), 제2블레이드(21b)의 전환 동작에 대해서 설명한다. 플럭스 전사 유닛(13)이 작업을 실행하지 않고 있는 정지 상태에 있어서는, 그림 5에 나타낸 바와 같이 요동 링크(27)가 직립으로, 제1블레이드(21a), 제2블레이드(21b)가 모두 막 형성 면(17a)으로부터 이격된 중립 상태에 있고, 이 상태에 있어서 제1블레이드(21a)와 제2블레이드(21b) 사이의 공간, 즉 플럭스 저장부에는, 플럭스(18)가 저장되어 있다.
그림 8A는, 상기의 상태로부터 성막 동작을 시작할 때의 상태를 나타내고 있다. 즉, 로드리스 실린더(23)를 구동해서, 블레이드 유지 헤드(20) 전체를 성막 방향(화살표 a 방향)으로 이동시킨다. 이때, 이동 부재(25)는 전술(前述)한 제동 기구에 의해 구동 방향과 반대 방향에 제동되어 있으며, 또한 이 제동력 f는 요동 지지 핀(28) 주위의 요동 시의 요동 저항을 이기는 크기로 설정되어 있다. 그 때문에, 구동 전달 핀(29)을 구동 작용점으로 해서 구동력이 전달되면, 우선 요동 링크(27)는 요동 지지 핀(28) 주위에 화살표 b 방향으로 요동한다. 이것에 의해 제1블레이드 (21a)의 하단부가 막 형성 면(17a)에 맞닿는다. 구동 전달 핀(29)을 통해서 구동력이 더욱 전달됨으로써, 제1블레이드(21a)가 막형성 면(17a)에 접촉한 상태에서, 블레이드 유지 헤드(20) 전체가 화살표 a 방향으로 수평 이동을 시작한다.
그림 8B는, 블레이드 유지 헤드(20)가 이동 끝까지 이동해서 상기의 성막 동작이 완료된 상태로부터, 긁어 취하는 동작을 시작할 때의 상태를 나타내고 있다. 즉 로드리스 실린더(23)를 역방향으로 구동하여, 블레이드 유지 헤드(20) 전체를 긁어 취하는 방향(화살표 c 방향)으로 이동시킨다. 이때, 전술한 제동 기구의 작용에 의해, 우선 요동 링크(27)는 요동 지지 핀(28) 주위에 화살표 d 방향으로 요동한다. 이것에 의해 제2블레이드(21b)의 하단부가 막 형성 면(17a)에 맞닿는다. 구동 전달 핀(29)을 통해서 구동력이 더욱 전달됨으로써, 제2블레이드(21b)가 막 형성 면(17a)에 접촉한 상태에서, 블레이드 유지 헤드(20) 전체가 화살표 c 방향으로 수평 이동을 시작한다.
즉, 본 실시형태에 나타내는 플럭스 전사 유닛(13)에 있어서는, 로드리스 실린더(23)를 왕복 구동원으로 해서 블레이드 유지 헤드(20)를 이동 부재(25)와 함께 왕복 이동시키는 구성에 있어서, 이동 부재(25)의 왕동 시에 제1블레이드(21a) 또는 제2블레이드(21b)의 어느 한쪽의 블레이드를 베이스부(17)에 접촉시키면서 이동시키고, 복동 시에 상기의 블레이드 전환 동작에 의해 다른쪽의 블레이드를 베이스부(17)에 접촉시키면서 이동시키도록 하고 있다. 또한, 블레이드 유지 헤드(20)의 왕복 이동에 있어서 어느 쪽을 왕동의 방향으로 할지는 임의이며, 또한 제1블레이드(21a), 제2블레이드(21b)의 장착 위치도 임의이다. 플럭스 전사유닛의 규격이나 형태에 근거하여, 설계 시에 최적인 조건이 결정된다.
.jpg)
<그림 9. 본 실시형태의 전자부품 실장 장치의 제어계의 구성을 나타내는 블록도.>
그림 9에 나타내는 전자부품 실장 장치의 제어계의 블록도를 참조하여, 제어계의 구성을 설명한다. 그림 9에 있어서, 제어부(19)는, 부품 실장 기구(4A, 4B)를 구성하는 각각의 요소의 동작을 제어한다. 즉, XY 로봇(8A, 8B), 실장 헤드(10), 부품 공급부(5A, 5B), 플럭스 전사 유닛(13), 인식부(12A, 12B)를 제어한다. 이때, 인식부(12A, 12B)에 의한 인식 결과에 근거하여, XY로봇(8A, 8B)이 제어되고, 이것에 의해 전자부품의 위치 변위가 보정된다.
.jpg)
그림 10A, 그림 10B, 그림 11A, 그림 11B, 그림 12A, 및 그림 12B에 나타내는 모식 설명도를 참조하여, 플럭스 전사 유닛(13)의 동작을 설명한다. 그림 10A는, 그림 8A에 나타내는 상태, 즉 제1블레이드(21a)를 막 형성 면(17a)에 맞닿게 해서 성막 동작이 가능한 상태를 나타내고 있다. 그리고, 이 상태로부터 도 10B에 나타낸 바와 같이, 로드리스 실린더(23)를 구동해서 이동 블록(31)과 함께 블레이드 유지 헤드(20) 전체를 성막 동작 방향에 이동시킴으로써, 막 형성 면(17a)에는 제1블레이드(21a)에 의해 소정의 막 두께 t의 플럭스(18) 도포 막이 형성된다.
이어서 플럭스의 전사 동작이 실행된다. 그림 11A에 나타낸 바와 같이, 전자부품(7)을 각각의 흡착 노즐 유닛(11)의 흡착 노즐(11a)에 의해 유지한 실장 헤드(10)를, 미리 베이스부(17) 위에 플럭스(18)의 도포 막이 형성된 전사 테이블(13a) 혹은 전사 테이블(13b)의 위쪽에 이동시킨다. 그리고 흡착 노즐 유닛(11)에 승강 동작을 행하게 하여, 전자부품(7)을 베이스부(17)에 대하여 하강시켜, 전자부품(7)의 하면에 형성된 범프(7a)를 플럭스(18)에 접촉시킨다. 이어서, 흡착 노즐 유닛(11)을 상승시킴으로써, 전자부품(7)의 각각의 범프(7a)의 하면 측에는, 소정량의 플럭스(18)가 전사에 의해 공급된다. 이 전사 동작에 의해, 베이스부(17) 위의 플럭스(18)의 도포 막은 표면이 거칠어진 상태로 되고, 이대로는 다음 전사 동작을 정상적으로 실행할 수 없기 때문에, 플럭스(18)의 긁어 취하는 동작이 실행된다.
그림 12A에 나타낸 바와 같이, 로드리스 실린더(23)의 구동 방향을 역전시킴으로써, 블레이드 유지 헤드(20)는 그림 8B에 나타내는 상태, 즉 제2블레이드(21b)가 막 형성 면(17a)에 맞닿아서 긁어 취하는 동작이 가능한 상태로 된다. 그리고 이 상태로부터 그림 12B에 나타낸 바와 같이, 로드리스 실린더(23)를 구동해서 이동 블록(31)과 함께 블레이드 유지 헤드(20) 전체를 긁어 취하는 동작 방향으로 이동시킴으로써, 막 형성 면(17a) 위의 플럭스(18)는 제2블레이드(21b)에 의해 긁어 취해져, 새로운 성막 동작이 가능한 상태로 된다.
상기 설명한 바와 같이, 본 발명은, 2개의 블레이드에 의해 페이스트의 막 형성과 긁어 취함을 번갈아 실행하는 구성에 있어서, 블레이드를 수평 이동시키는 왕복 이동 기구의 구동력을 이용하여, 2개의 블레이드의 전환을 실행하는 방식을 거행하도록 한 것이다. 이러한 구성을 채용함으로써, 종래 이용되고 있었던 별도 구동원을 갖는 블레이드 전환 기구를 필요로 하지 않고, 기구 간략화·콤팩트화가 실현된다. 또한, 실장 헤드(10)에 장착된 복수의 흡착 노즐(11a)에 동시 일괄해서 전사 가능한 사이즈(size)로, 평활한 막 형성 면(17a)을 구비한 전사 테이블(13a,13b)을 각각의 실장 헤드(10)에 대응시킨 구성으로 하고 있기 때문에, 전자부품(7)의 범프(7a)에 소정량의 플럭스를 효율적이고, 또한 고정밀도로 전사 도포하는 것이 가능하게 되어 있다.
이와 같이 본 실시형태에 의하면, 플럭스 등의 페이스트의 전사에 의한 도포를 콤팩트한 장치로 정밀도 좋게 실행할 수 있다.
또한, 상기 실시형태에 있어서는, 전사되는 페이스트가 플럭스인 예를 나타냈지만, 전사에 의해 도포되는 대상으로서는, 크림 땜납이나 수지 접착제 등 플럭스 이외의 페이스트 상태의 점성체(粘性體)이어도 좋다.
본 발명의 전자부품 실장 장치는, 플럭스 등의 페이스트의 전사에 의한 도포를 콤팩트한 장치로 정밀도 좋게 실행할 수 있다고 하는 효과를 가지며, 실장 헤드에 의해 유지된 전자부품에 페이스트를 전사에 의해 도포한 후에 기판에 실장하는 용도로 유용하다. 또한, 상기 여러 가지 실시형태 중 임의의 실시형태를 적당히 조합함으로써, 각각이 갖는 효과를 나타내도록 할 수 있다.
본 발명은, 첨부 그림들을 참조하면서 바람직한 실시형태에 관련해서 충분히 기재되어 있지만, 이 기술에 숙련한 사람들에 있어서는 여러 가지의 변형이나 수정은 명백하다. 그러한 변형이나 수정은, 첨부한 청구범위에 의한 본 발명의 범위로부터 일탈하지 않는 한에 있어서, 그 중에 포함된다고 이해되어야 한다.







