부품 장착기에 있어서 대체 부품을 이용한 경우에, 오퍼레이터가 검사기 측에서 입력조작을 행할 필요가 없는 부품 실장 라인 및 부품 실장 방법을 제공하는 것이다. 부품 장착기는 어떤 품종의 부품 대신에 그 대체 부품을 기판 상의 장착위치에 장착한 경우에, 대체 부품을 장착한 기판 및 그 기판 상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타낸 정보를 포함하는 대체 부품 관련 데이터를 작성하여 장착 후 검사기로 송신하고, 장착 후 검사기는 수신한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 장착위치의 부품의 화상 데이터를 대체 부품의 품종에 따른 것으로 변경한다.
배경 기술
부품 실장 라인은 기판 상에 땜납의 인쇄를 행하는 땜납 인쇄기, 땜납 인쇄 후의 기판에 부품을 장착하는 부품 장착기, 부품 장착기에 의해 부품의 장착이 행해진 기판을 가열 냉각하여 땜납 리플로우를 행하는 리플로우 로(爐)를 구비하는 외에, 땜납 인쇄, 부품장착 및 땜납 리플로우의 각 공정 후에 기판의 외관을 시인하여 각 공정 종료 후의 기판의 검사(외관 시인 검사)를 행하는 복수의 검사기를 구비하고 있다.
부품 장착기는 어떤 품종의 부품을 기판상의 어떤 위치에 어떤 순서로 장착할지의 데이터를 기억부에 기억된 NC 프로그램으로부터 독출함과 동시에, 각 부품의 형상 등을 나타낸 부품 파라미터를 부품 라이브러리로부터 독출하여 소정의 부품을 규정된 장착위치에 장착하여 간다. 또한, 상기 검사기 중 부품 장착 후의 기판의 검사를 행하는 검사기는 부품 장착기에 의해 어떤 품종의 부품이 기판상의 어떤 위치에 어떤 순서로 장착되는지의 데이터를 기억부에 기억된 부품장착 데이터로부터 독출함과 동시에, 각 부품의 품종에 따른 화상 데이터(패턴 매칭용의 마스터 화상 데이터)를 화상 데이터 라이브러리로부터 독출하고, 시인한 부품의 실제 화상과 그 부품의 품종에 따른 화상 데이터를 비교하여, 장착 불량인 부품 유무의 판단을 행한다. 이러한 부품 실장 라인에서는, 부품 장착기에 공급할 부품이 결핍되어 부품 중단을 발생시켰을 때에는, 전기적 특성은 동일하지만 외관이 다른 타 품종의 부품인 대체 부품이 사용되는 것이 있다(일본 특개2002-299900호 공보 참조). 부품 장착기에 있어서 대체 부품을 사용할 때에는 오퍼레이터는 부품 장착기 측에 있어서, 부품 중단을 발생시킨 부품의 품종명을 대체 부품의 품종명으로 고쳐 쓰는 입력을 행하여 부품 장착기가 대체 부품에 따른 부품 파라미터를 독출할 수 있도록 함과 동시에, 검사기에서 검사 에러가 발생하는 것을 방지하기 위하여, 검사기 측에서도 대체 부품이 장착된 장착위치의 부품의 검사용 데이터(화상 데이터)를 대체 부품의 품종에 따른 것으로 변경하는 입력을 행한다. 하지만, 상기와 같이 부품 장착기에 있어서 대체 부품을 사용할 때마다 오퍼레이터가 검사기 측에서 입력 조작을 행하는 것은 매우 귀찮은데다, 오퍼레이터는 입력 오류를 하지 않도록 신중하게 작업을 할 필요가 있기 때문에, 작업효율이 좋지 않다는 문제점이 있었다.
발명의 내용
해결하려는 과제
따라서 본 발명은 부품 장착기에 있어서 대체 부품을 이용한 경우에 오퍼레이터가 검사기 측에서 입력조작을 행할 필요가 없는 부품 실장 라인 및 부품 실장 방법을 제공하는 것을 목적으로 한다.
과제의 해결 수단
본 발명의 부품 실장 라인은, 기판 상에 부품을 장착하는 부품 장착기 및 부품 장착기에 의해 부품의 장착이 행해진 기판의 외관 시인 검사를 행하는 검사기를 포함하여 이루어진 부품 실장 라인으로서, 부품 장착기는 어떤 품종의 부품 대신에 전기적 특성은 동일하지만 외관이 다른 타 품종의 부품인 대체 부품을 기판상의 장착위치에 장착한 경우에, 대체 부품을 장착한 기판 및 그 기판상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타내는 정보를 포함하는 대체 부품 관련 데이터를 작성하는 데이터 작성수단과, 데이터 작성 수단에서 작성한 대체 부품 관련 데이터를 검사기로 송신하는 데이터 송신수단을 구비하고, 검사기는, 부품 장착기로부터 송신된 대체 부품 관련 데이터를 수신하는 데이터 수신수단과, 데이터 수신수단에 의해 수신된 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판 및 그 기판상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품의 검사용 데이터를 대체 부품의 품종에 따른 것으로 변경하는 데이터 변경수단을 구비한다.
상기 구성에 있어서, 데이터 작성수단 및 데이터 변경수단은 기판에 설치된 개체 식별 코드를 독취하는 코드 독취 수단을 구비하고, 데이터 작성수단은 코드 독취 수단에 의해 독취된 기판의 개체 식별 코드에 기초하여, 대체 부품을 장착한 기판의 특정을 행하고, 데이터 변경수단은 코드 독취 수단에 의해 독취된 기판의 개체 식별 코드에 기초하여, 대체 부품이 장착된 기판의 특정을 행한다.
본 발명의 부품 실장 방법은 기판 상에 부품을 장착하는 부품 장착기 및 부품 장착기에 의해 부품의 장착이 행해진 기판의 외관 시인 검사를 행하는 검사기를 포함하여 이루어진 부품 실장 라인에 의한 부품 실장 방법으로서, 부품 장착기가 어떤 품종의 부품 대신에 전기적 특성은 동일하지만 외관이 다른 타 품종의 부품인 대체 부품을 기판상의 장착위치에 장착한 경우에, 대체 부품을 장착한 기판 및 그 기판상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타내는 정보를 포함하는 대체 부품 관련 데이터를 작성하여 검사기로 송신하는 공정과 검사기가 부품 장착기로부터 수신한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판 및 그 기판상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품의 검사용 데이터를 대체 부품의 품종에 따른 것으로 변경하는 공정을 포함한다.
발명의 효과
본 발명에서는, 부품 장착기는 어떤 품종의 부품 대신에 그 대체 부품을 기판상의 장착위치에 장착한 경우에, 대체 부품을 장착한 기판 및 그 기판상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타내는 정보를 포함하는 대체 부품 관련 데이터를 작성하여 검사기로 송신하고, 검사기는 수신한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판 및 그 기판상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품의 검사용 데이터를 대체 부품의 품종에 따른 것으로 변경하도록 되어 있기 때문에 오퍼레이터는 부품 장착기에 있어서 대체 부품을 이용한 경우라도 검사기 측에서 입력조작을 행할 필요가 없어 작업효율을 향상시킬 수 있다.
발명을 실시하기 위한 구체적인 내용
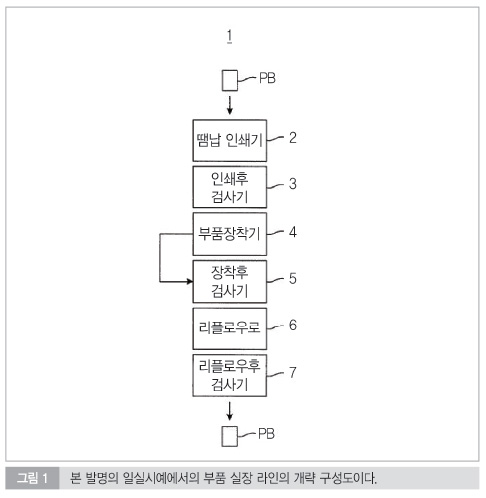
그림 1에서 부품 실장 라인(1)은 땜납 인쇄기(2), 인쇄 후 검사기(3), 부품 장착기(4), 장착 후 검사기(5), 리플로우 로(6) 및 리플로우 후 검사기(7)를 포함하는 복수대의 작업기가 연결되어 이루어진다.
땜납 인쇄기(2)는 상류 측에서 반입된 기판(PB)을 소정 위치에 위치결정한 후, 기판(PB) 상의 전극(도시하지 않음)에 페이스트형의 땜납을 인쇄하는 스크린 인쇄 작업을 행한다. 땜납 인쇄기(2)는 이러한 스크린 인쇄 작업을 행하면, 그 기판(PB)을 하류 측의 인쇄 후 검사기(3)로 반출한다.
인쇄 후 검사기(3)는 땜납 인쇄기(2)로부터 반입된 기판(PB)을 소정 위치에 위치결정한 후 도시하지 않은 검사 카메라에 의해 기판(PB)을 촬상하여 기판(PB)의 외관을 시인하고, 땜납 인쇄의 불량개소의 유무의 검사(외관 시인 검사)를 행한다. 인쇄 후 검사기(3)는 기판(PB)에 대한 외관 시인 검사가 종료되면, 그 기판(PB)을 하류 측의 부품 장착기(4)로 반출한다.
부품 장착기(4)는, 인쇄 후 검사기(3)로부터 반입된 기판(PB)을 소정 위치에 위치결정한 후, 그 기판(PB) 상의 소정 위치에 부품(P)을 장착하는 부품 장착 작업을 행한다. 부품 장착기(4)는 기판(PB)에 대한 부품 장착 작업이 종료되면, 그 기판(PB)을 하류 측의 장착 후 검사기(5)로 반출한다. 이 부품 장착기(4)의 구성의 상세에 대해서는 후술한다.
장착 후 검사기(5)는 부품 장착기(4)로부터 반입된 기판(PB)을 소정 위치에 위치결정한 후, 그 기판(PB)의 외관을 시인하여 장착불량인 부품(P)의 유무의 검사(외관 시인 검사)를 행한다. 장착 후 검사기(5)는 기판(PB)에 대한 외관 시인 검사가 종료되면, 그 기판(PB)을 하류 측의 리플로우 로(6)로 반출한다. 이 장착 후 검사기(5)의 구성의 상세에 대해서는 후술한다.
리플로우 로(6)는 장착 후 검사기(5)로부터 반출된 기판(PB)을 수취하고, 기판(PB)을 반송하여 노(爐)내를 진행시키면서 땜납 리플로우 작업을 행한다. 기판(PB)이 노내에서 가열 및 냉각되면 기판(PB) 상의 땜납은 고화되기 때문에, 부품(P)이 기판(PB) 상에 고정된다. 노내를 통과한 기판(PB)은 그대로 하류 측의 리플로우 후 검사기(7)로 반출된다.
리플로우 후 검사기(7)는, 리플로우 로(6)로부터 반입된 기판(PB)을 소정 위치에 위치결정한 후, 그 기판(PB)을 도시하지 않은 검사 카메라에 의해 촬상함으로써 기판(PB)의 외관을 시인하고, 기판(PB)의 땜납접합 불량 개소의 유무의 검사(외관 시인 검사)를 행한다. 리플로우 후 검사기(7)는 기판(PB)에 대한 외관 시인 검사가 종료되면, 그 기판(PB)을 기판 반송로에 의해 부품 실장 라인(1)의 외부로 반출한다.
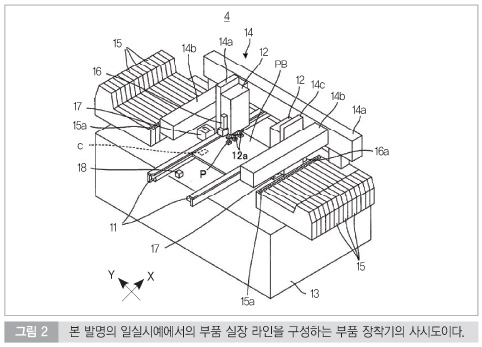
다음에, 부품 장착기(4)에 대하여 설명한다. 그림 2에서, 부품 장착기(4)는 한 쌍의 벨트 컨베이어로 이루어진 기판 반송로(11)와 이 기판 반송로(11)에 의해 반입 및 위치 결정된 기판(PB)에 대하여 부품(전자부품)(P)의 장착을 행하는 2개의 장착 헤드(12)를 구비하고 있다.
그림 2에서 기대(13)상에는 기판 반송로(11)에 의한 기판(PB)의 반송방향(X축 방향)과 직교하는 수평방향(Y축 방향)으로 연장된 Y축 테이블(14a), X축 방향으로 연장되어 Y축 테이블(14a)상을 Y축 방향으로 슬라이드가 자유로운 2개의 X축 테이블(14b) 및 각 X축 테이블(14b)상을 X축 방향으로 슬라이드가 자유로운 2개의 헤드 지지부(14c)로 이루어진 XY 로봇(14)이 설치되어 있고, 각 헤드 지지부(14c)에는 상기 장착헤드(12)가 1개씩 취부되어 있다.
기대(13)에는 복수의 테이프 피더(15)가 착탈이 자유롭게 취부되어 있고, 각 테이프 피더(15)는 각각 소정의 부품 공급 위치(15a)에 부품(P)을 공급한다. 각 장착헤드(12)에는 진공압 제어에 의해 부품(P)의 흡착(픽업)과 이탈을 행하는 복수의 흡착 노즐(12a)이 취부되어 있다.
그림 2에서, 각 장착헤드(12)에는 촬상 시야를 하방으로 향한 기판 카메라(16)가 취부되어 있고, 기대(13)상의 2개의 기판 반송로(11)의 양 외측 위치에는 촬상 시야를 상방으로 향한 부품 카메라(17)가 1개씩 취부되어 있다. 기판 카메라(16)는 장착헤드(12)와 함께 수평면내 방향으로 이동하고, 기판 반송로(11)에 의해 위치 결정된 기판(PB)의 상면의 기판위치 검출 마크(도시하지 않음)를 상방으로부터 촬상한다. 부품 카메라(17)는 장착헤드(12)가 테이프 피더(15)로부터 픽업한 부품(P)을 하방으로부터 촬상한다. 그림 2에서 기판 반송로(11)의 기판(PB)의 반입측에는 기판(PB)의 하면에 설치된 개체 식별 코드(C)(기판ID)를 독취하는 코드 독취기(18)가 설치되어 있다.
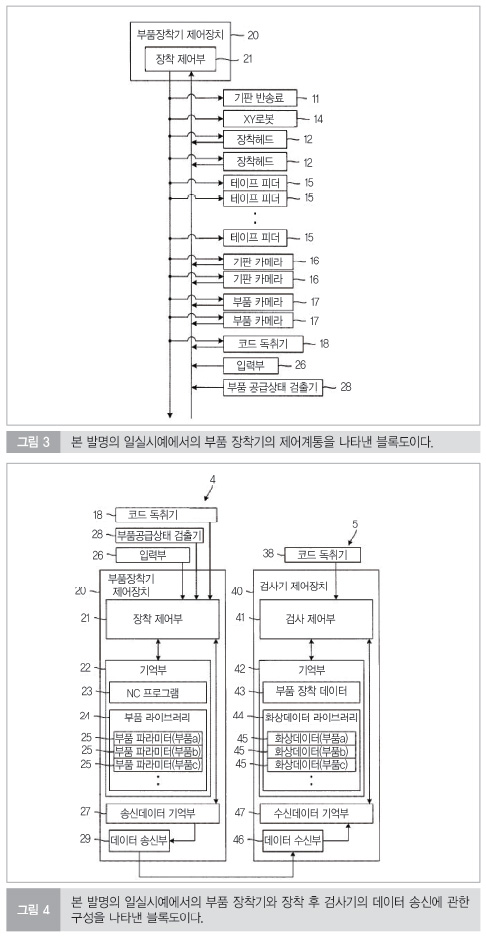
그림 3에서, 기판 반송로(11)에 의한 기판(PB)의 반송 및 위치결정 동작, XY 로봇(14)에 의한 각 장착헤드(12)의 이동동작, 각 테이프 피더(15)에 의한 부품(P)의 공급동작, 각 장착헤드(12)(흡착노즐(12a))에 의한 부품(P)의 흡착 및 이탈 동작은 부품 장착기(4)가 구비한 제어장치(부품 장착기 제어장치(20))의 장착 제어부(21)에 의해 행해지고, 각 기판 카메라(16) 및 각 부품 카메라(17)의 촬상동작에 의해 얻은 화상 데이터는 각각 장착 제어부(21)로 보내진다. 또한, 코드 독취기(18)는 장착 제어부(21)에 의해 작동제어가 되고, 코드 독취기(18)가 독취한 기판(PB)의 개체 식별 코드(C)의 정보는 장착 제어부(21)로 송신된다.
그림 4에서 부품 장착기 제어장치(20)의 기억부(22)에는 NC 프로그램(23)과 부품 라이브러리(24)가 기억되어 있다. NC 프로그램(23)은 부품 장착 공정에서의 부품 장착기(4)의 동작을 규정하는 것으로, 어떤 품종의 부품(P)을 기판(PB)의 어떤 위치에 어떤 순서로 장착할지 등을 규정하고 있다. 부품 라이브러리(24)는 부품 장착 공정에서 이용되는 각 부품(P)의 품종에 따른 형상 등의 부품 파라미터(25)가 모아진 데이터이다.
부품 장착 공정에서, 장착 제어부(21)는 기판 반송로(11)에 의해 기판(PB)의 반송 및 위치결정을 행한 후, NC 프로그램(23)에 따라 부품 장착기(4)의 각 부를 동작시키고, 소정의 품종의 부품(P)을 규정된 기판(PB) 상의 위치(장착위치)에 순차적으로 장착해 간다. 이 때, 각 부품(P)의 품종에 따른 부품 파라미터(25)를 부품 라이브러리(24)로부터 독출하고, 부품(P)의 흡착부터 기판(PB) 상에서의 이탈에 이르기까지의 흡착 노즐(12a)의 제어 등에 사용한다.
부품 장착기(4)는 NC 프로그램(23)에 규정된 품종의 부품(P)을 NC 프로그램(23)에 규정된 장착위치에 장착시키도록 동작하므로, 오퍼레이터는 NC 프로그램(23)에 규정된 품종의 부품(P)이 공급되도록 테이프 피더(15)의 세트를 할 필요가 있지만, 부품장착 공정의 진행에 따라 공급할 부품(P)이 결핍되어 부품 중단을 발생시켰을 때에는, 전기적 특성은 동일하지만 외관이 다른 타 품종의 부품(P)(대체 부품)을 사용하는 경우가 있다. 예를 들면, NC 프로그램(23)에 규정되어 있는 ‘부품a’가 결핍된 경우에는, 이것과 동일한 전기적 특성을 가지는 ‘부품b’가 ‘부품a’의 대체 부품으로서 사용되는 일이 있다. 이와 같이 ‘부품a’의 대체 부품으로서 ‘부품b’를 사용하는 경우, 오퍼레이터는 이제까지 ‘부품a’를 공급한 테이프 피더(15)의 테이프를, ‘부품b’를 공급하는 테이프로 갈아 끼움(또는 테이프 스프라이싱함)과 동시에, 부품 장착기(4)에 설치된 입력부(26)(그림 3 및 그림 4)로부터 소정의 조작을 행하여, 「『부품a』를 공급하는 테이프 피더에 대하여, 다음에 테이프의 선두부가 검출되면, NC 프로그램(23)의 『부품a』를 『부품b』로 고쳐쓴다」고 하는 내용의 입력을 행한다.
입력부(26)로부터 상기와 같은 입력을 받은 장착제어부(21)는 이제까지 ‘부품a’를 공급한 테이프 피더(15)에 있어서, 다음에 테이프(대체 부품을 공급하는 테이프)의 선두부가 검출되었을 때에는 NC 프로그램(23)에서의 부품(P)의 품종명을 ‘부품a’에서 ‘부품b’로 고쳐씀과 동시에, 「대체 부품이 장착되는 기판 및 그 기판상의 대체 부품이 장착되는 장착위치를 특정하는 정보」 및 「대체 부품의 품종을 나타낸 정보」를 포함하는 대체 부품 관련 데이터, 구체적으로는, 「대체 부품이 장착되는 기판의 개체식별 코드」, 「그 기판상의 대체 부품의 장착위치」 및 「대체 부품의 품종명」의 각 정보로 이루어진 데이터를 작성하여, 그 작성한 대체 부품 관련 데이터를, 부품 장착기 제어장치(20)에 설치된 송신 데이터 기억부(27)(그림 4)에 기억시킨다. 여기서, 「대체 부품이 장착되는 기판 및 그 기판상의 대체 부품이 장착되는 장착위치를 특정하는 정보」로서는, 대체 부품이 장착되는 기판(PB) 상의, 대체 부품이 장착되는 모든 장착위치를 개개로 나타낸 것이어도 무방하고, 대체 부품이 처음으로 장착되는 장착위치와, 그 이후에 장착되는 부품은 전부 대체 부품인 것을 나타낸 것이어도 무방하다. 여기서, 장착제어부(21)는 「대체 부품이 장착되는 기판(PB)」의 특정에는 코드 독취기(18)가 독취한 개체 식별코드(C)를 이용하고, 각 테이프 피더(15)에서의 테이프의 선두부의 검출에는, 각 테이프 피더(15)에 설치되어, 그 테이프 피더(15)에 세트된 테이프의 선두부의 위치 또는 테이프 스프라이싱 용의 연결 테이프(스프라이싱하는 2개의 테이프의 단부끼리를 연결하는 테이프)의 위치를 검출하는 부품 공급 상태 검출기(28)를 이용한다. 즉, 본 실시예에 있어서, 장착 제어부(21), 입력부(26), 코드 독취기(18) 및 부품 공급상태 검출기(28)는, 공급되는 부품(P)이 대체 부품으로 전환된 경우에, 「대체 부품이 장착되는 기판 및 그 기판상의 대체 부품이 장착되는 장착위치를 특정하는 정보」 및 「대체 부품의 품종을 나타낸 정보」를 포함하는 대체 부품 관련 데이터를 작성하는 「데이터 작성수단」으로서 기능한다.
장착 제어부(21)는, 1개의 기판(PB)에 대한 부품장착 공정을 종료하고, 그 기판(PB)을 하류 측의 장착 후 검사기(5)로 반출할 때, 송신 데이터 기억부(27)에 기억시킨 대체 부품 관련 데이터를 부품 장착기(4)에 설치된 데이터 송신부(29)(그림 4)로부터 장착 후 검사기(5)로 송신한다.
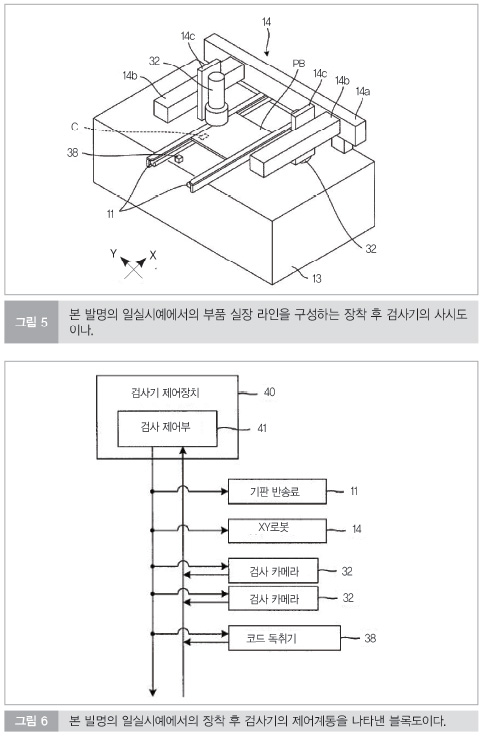
이어서, 장착 후 검사기(5)에 대하여 설명한다. 그림 5에서, 장착 후 검사기(5)는 부품 장착기(4)와 동일한 구성의 기대(13), 기판 반송로(11) 및 XY 로봇(14)을 구비하고, 각 헤드 지지부(14c)에는 촬상시야를 하방으로 향한 검사 카메라(32)가 취부되어 있다. 또한, 기판 반송로(11)의 기판(PB)의 반입 측에는 부품 장착기(4)와 동일한 코드 독취기(38)가 설치되어 있다.
그림 6에서, 기판 반송로(11)에 의한 기판(PB)의 반송 및 위치결정 동작, XY 로봇(14)에 의한 각 검사 카메라(32)의 이동동작은, 장착 후 검사기(5)가 구비한 제어장치(검사기 제어장치(40))의 검사 제어부(41)에 의해 행해지고, 각 검사 카메라(32)의 촬상동작에 의해 얻은 화상 데이터는 검사 제어부(41)로 보내진다. 또한, 코드 독취기(38)는 검사 제어부(41)에 의해 작동제어가 되고, 코드 독취기(38)가 독취한 기판(PB)의 개체 식별 코드(C)의 정보는 검사 제어부(41)로 송신된다.
그림 4에서, 검사기 제어장치(40)의 기억부(42)에는, 부품장착 데이터(43)와 화상 데이터 라이브러리(44)가 기억되어 있다. 부품장착 데이터(43)는 기판검사 공정에서의 장착 후 검사기(5)의 동작을 규정하는 것으로, 위치결정한 기판(PB)에 대하여 어떤 순서로 기판(PB)의 외관을 시인할지를 규정함과 동시에, 기판(PB) 상의 어떤 위치에 어떤 품종의 부품(P)이 장착될지를 규정하고 있다. 화상 데이터 라이브러리(44)는 각 부품(P)의 품종에 따른 화상 데이터(45)(패턴 매칭용 마스터 화상 데이터)가 모아진 데이터이다.
기판검사 공정에서, 검사제어부(41)는, 부품장착 데이터(43)에 따라 장착 후 검사기(5)의 각 부를 동작시키고, 기판 반송로(11)에 의해 위치 결정된 기판(PB)(부품 장착기(4)에 의해 부품 장착이 된 기판(PB))의 국부적인 외관을 소정의 순서로 시인해 간다. 이 시인 시에는, 검사 카메라(32)의 시야내에 들어 검사대상이 되는 각 부품(P)의 품종에 따른 화상 데이터(45)를 화상 데이터 라이브러리(44)로부터 독출하고, 검사 카메라(32)에 의해 시인한 각 부품(P)의 실제 화상과 화상 데이터 라이브러리(44)로부터 독출된 그 부품(P)의 품종에 따른 화상 데이터(45)를 비교하여, 각 부품(P)의 기판(PB) 상에서의 장착상태의 양부 판정을 행한다.
장착 후 검사기(5)의 데이터 수신부(46)(그림 4)는 부품 장착기(4)에서 송신된 대체 부품 관련 데이터가 있을 때에는 이것을 수신하여 수신 데이터 기억부(47)에 기억시키지만, 검사 제어부(41)는 1개의 기판(PB)에 대한 검사가 종료되고, 다음 기판(PB)을 반입하였을 때에는, 수신 데이터 기억부(47)에 액세스하여 그곳에 기억되어 있는 대체 부품 관련 데이터가 있을 때에는 이것을 독출한다. 그리고 그 독출한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착 위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 화상 데이터를 대체 부품의 품종에 따른 것으로 변경한다. 즉, 본 실시예에서 검사 제어부(41), 기억부(42) 및 코드 독취기(38)는 데이터 수신부(46)에 의해 수신된 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 화상 데이터(검사용 데이터)를 대체 부품의 품종에 따른 것으로 변경하는 「데이터 변경수단」으로 되어 있다. 여기서, 검사 제어부(41)는 대체 부품이 장착되는 기판(PB)의 특정에는, 부품 장착기(4)의 경우와 마찬가지로, 코드 독취기(38)에 의해 독취된 개체 식별 코드(C)를 이용한다.
부품 장착기(4)가 어떤 기판(PB)에 대하여 부품장착 공정을 행하고 있는 도중에, 공급되는 부품이 「부품a」에서 대체 부품인 「부품b」로 전환된 경우, 그 기판(PB) 상의 본래 「부품a」가 장착되어야 할 위치에는, 「부품a」이외에 「부품b」도 장착되어 1개의 기판(PB) 상에 「부품a」와 「부품b」가 혼재하게 되지만, 「부품b」가 장착되는 기판(PB) 및 그 기판(PB) 상의 「부품b」가 장착되는 장착위치의 정보는 대체 부품 관련 데이터로서 장착 후 검사기(5)로 송신되고, 장착 후 검사기(5)는 이 송신된 대체 부품 관련 데이터에 기초하여 「부품b」가 장착된 기판(PB) 및 그 기판(PB) 상의 「부품b」이 장착된 장착위치를 특정하고, 그 특정한 장착위치의 부품(P)의 화상 데이터(검사용 데이터)를 대체 부품의 품종에 따른 것으로 변경하기 때문에, 오퍼레이터가 장착 후 검사기(5) 측에서 아무런 입력 조작을 하지 않아도, 장착 후 검사기(5)에서는 대체 부품에 따른 검사가 실행되고, 검사 에러의 발생이 방지된다. 장착 후 검사기(5)의 검사제어부(41)는, 기판(PB)의 검사가 종료되면, 기판 반송로(11)를 작동시켜, 그 기판(PB)을 하류 측의 리플로우 로(6)로 반출한다.
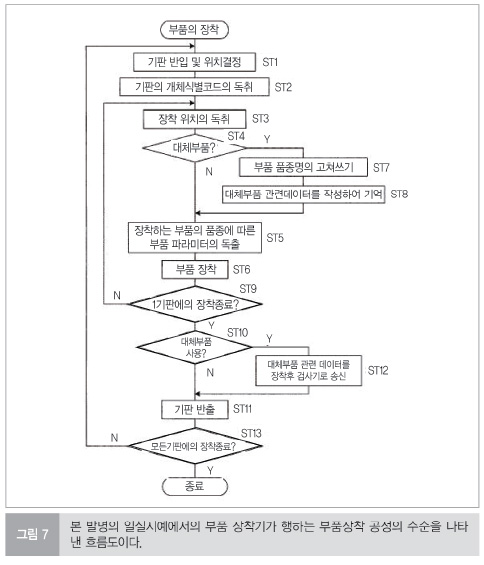
다음에, 그림 7 및 그림 8을 이용하여, 부품실장 라인(1)을 구성하는 부품 장착기(4)가 행하는 부품 장착 공정의 수순과, 장착 후 검사기(5)가 행하는 기판검사 공정의 수순에 대하여 설명한다. 그림 7에서, 부품 장착기(4)의 장착 제어부(21)는, 도시하지 않은 검출기에 의해, 상류 측의 인쇄 후 검사기(3)로부터 기판 반송로(11)로 기판(PB)이 투입된 것을 검지하면, 기판 반송로(11)를 작동시켜 기판(PB)을 반입하고, 소정의 작업위치에 위치 결정한다(단계ST1). 그리고 코드 독취기(18)에 의해, 반입·위치결정한 기판(PB)의 개체식별 코드(C)의 독취를 행한다(단계ST2). 또한, 기판(PB)의 위치결정시에는, 장착헤드(12)를 기판(PB)의 상방으로 이동시켜, 기판 카메라(16)에 의해 기판(PB) 상의 기판위치 검출 마크를 촬상하고, 기판(PB)의 기준위치로부터의 위치 어긋남을 구한다.
장착 제어부(21)는 코드 독취기(18)에 의한 기판(PB)의 개체 식별 코드(C)의 독취를 행하면, 이제부터 부품(P)의 장착 대상으로 하는 기판(PB) 상의 장착위치를 NC 프로그램(23)으로부터 독취한다(단계ST3). 그리고 입력부(26)로부터의 입력 정보 및 부품 공급 상태 검출기(28)로부터의 정보에 기초하여, 이제부터 장착하는 부품(P)이 대체 부품에 해당하는지 여부의 판단을 행한다(단계ST4). 예를 들면, 입력부(26)로부터 「『부품a』를 공급하는 테이프 피더에 대하여, 다음에 테이프의 선두부가 검출되면, NC 프로그램(23)의 『부품a』를 『부품b』로 대체한다」고 하는 내용의 입력이 되고, 또한, 부품공급상태 검출기(28)에 의해 테이프의 선두부가 검출되어 있는 것이라면, 이제부터 장착하는 부품(P) 및 그 이후의 부품(P)은 대체 부품에 해당하는 것으로 판단한다.
장착 제어부(21)는, 단계(ST4)에 있어서, 이제부터 장착하는 부품(P)이 대체 부품에 해당하지 않는 것으로 판단하였을 때에는, 그 부품(P)의 품종에 따른 부품 파라미터(25)를 부품 라이브러리(24)로부터 독출한다(단계ST5). 그리고 그 독출한 부품 파라미터(25)에 기초하여 부품(P)의 기판(PB)에의 장착을 행한다(단계ST6). 부품(P)의 기판(PB)에의 장착은, (1)장착헤드(12)를 테이프 피더(15)의 상방으로 이동시켜 부품 공급 위치(15a)에 공급된 부품(P)을 픽업한다. (2)픽업한 부품(P)을 부품 카메라(17)의 상방을 통과시켜 부품(P)의 촬상을 행하고, 부품(P)의 부품인식을 행하여, 흡착노즐(12a)에 대한 부품(P)의 위치 어긋남(흡착 어긋남)을 구한다. (3)픽업한 부품(P)을 기판(PB) 상의 장착 위치의 바로 위로 이동시킨다. (4)기판(PB)의 위치 어긋남과 부품(P)의 흡착 어긋남이 보정되도록 흡착 노즐(12a)의 수평면내 방향 이동 및 회전 동작을 행하면서 부품(P)을 기판(PB) 상에서 이탈시켜 부품(P)을 장착위치에 장착한다고 하는 수순으로 행한다.
한편, 장착 제어부(21)는 단계(ST4)에 있어서 이제부터 장착하는 부품(P)이 대체 부품에 해당한다고 판단하였을 때에는 NC 프로그램(23)에서의 부품(P)의 품종명의 고쳐 쓰기를 행한다(단계ST7). 상기 예에서는, NC 프로그램(23)의 「부품a」를 「부품b」로 고쳐 쓴다. 장착 제어부(21)는, 부품(P)의 품종명의 고쳐 쓰기가 종료되면, 단계(ST2)에서 독취한 현재의 기판(PB)의 개체
식별 코드(C), 이제부터 장착하는 대체 부품의 장착위치 및 그 대체 부품의 품종명을 포함하는 대체 부품 관련 데이터를 작성하고, 이것을 송신 데이터 기억부(27)에 기억시킨다(단계ST8).
장착 제어부(21)는, 단계(ST8)에서 대체 부품 관련 데이터를 작성하고, 이것을 송신 데이터 기억부(27)에 기억시키면, 이제부터 장착하는 부품(P)(대체 부품)의 품종에 따른 부품 파라미터(25)를 부품 라이브러리(24)로부터 독출하고(단계ST5), 그 독출한 부품 파라미터(25)에 기초하여, 부품(P)의 기판(PB)에의 장착을 행한다(단계ST6). 장착 제어부(21)는, 단계(ST6)의 부품장착이 종료되면, 그 부품장착에 의해 1개의 기판(PB)에의 부품장착이 종료되었는지 여부의 판단을 행한다(단계ST9). 그 결과, 1개의 기판(PB)에의 부품장착이 종료되지 않았을 때에는 단계(ST3)로 돌아가서 다음에 장착하는 부품(P)의 기판(PB) 상에서의 장착 위치를 NC 프로그램(23)으로부터 독취한다. 한편, 1개의 기판(PB)에의 부품장착이 종료되었을 때에는, 그 기판(PB)에서 대체 부품이 사용되었는지 여부의 판단을 행한다(단계ST10). 그리고 대체 부품이 사용되지 않았을 때에는 기판 반송로(11)를 작동시켜 기판(PB)을 하류 측에 장착 후 검사기(5)로 반출하고(단계ST11), 대체 부품이 사용되었을 때에는, 단계(ST8)에서 송신 데이터 기억부(27)에 기억시킨 데이터를 장착 후 검사기(5)로 송신한 후(단계ST12), 기판(PB)을 장착 후 검사기(5)로 반출한다(단계ST11).
장착 제어부(21)는, 단계(ST11)에서 기판(PB)의 반출을 행하면, 그 기판(PB)의 반출에 의해 예정되어 있던 모든 기판(PB)에 대한 부품장착이 종료되었는지 여부의 판단을 행한다(단계ST13). 그 결과, 모든 기판(PB)에 대한 부품장착이 종료되어 있지 않았을 때에는 단계(ST1)로 돌아가서 다음 기판(PB)의 반입 및 위치결정을 행하고, 모든 기판(PB)에 대한 부품장착이 종료되었을 때에는 일련의 부품 장착 공정을 종료한다.
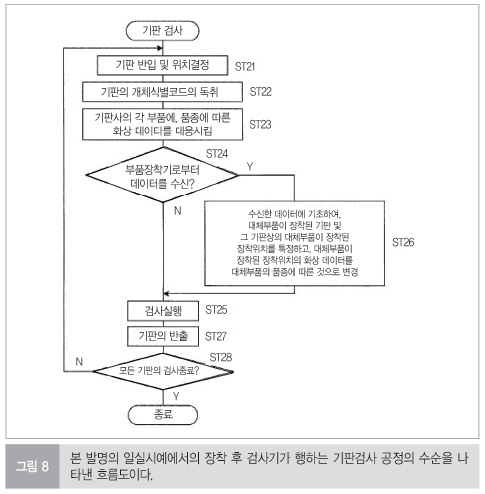
다음에, 장착 후 검사기(5)에 의한 기판(PB)의 검사공정에 대하여 설명한다. 그림 8에서, 장착 후 검사기(5)가 구비한 제어장치(검사기 제어장치(40))의 검사 제어부(41)는, 도시하지 않은 검출기에 의해, 상류측의 부품 장착기(4)에서 기판 반송로(11)로 기판(PB)이 투입된 것을 검지하면, 기판 반송로(11)를 작동시켜 기판(PB)을 반입하고, 소정의 작업위치에 위치결정한다(단계ST21). 그리고 코드 독취기(38)에 의해, 반입·위치결정한 기판(PB)의 개체 식별 코드(C)의 독취를 행한다(단계ST22).
검사 제어부(41)는, 코드 독취기(38)에 의한 기판(PB)의 개체 식별 코드(C)의 독취를 행하면 부품장착 데이터(43) 및 화상 데이터 라이브러리(44)를 참조하고, 기판(PB) 상에 장착되어 있는 각 부품(P)에, 품종에 따른 화상 데이터(45)를 대응시킨다(단계ST23). 검사 제어부(41)는, 기판(PB) 상의 각 부품(P)에 대하여 품종에 따른 화상 데이터(45)를 대응시키면, 부품 장착기(4)로부터 대체 부품 관련 데이터를 수신하였는지 여부의 판단을 행한다(단계ST24). 그 결과, 부품 장착기(4)로부터 대체 부품 관련 데이터를 수신하지 않았을 때에는, 단계(ST23)에서 대응시킨 화상 데이터(45)로 검사를 실행한다(단계ST25). 이 검사는 상술한 바와 같이 부품장착 데이터(43)에 따라 장착 후 검사기(5)의 각 부를 동작시키고, 기판(PB)의 국부적인 외관을 소정의 순서로 시인하면서, 그 시인에 의해 얻은 각 부품(P)의 실제 화상과, 그 부품(P)의 품종에 따른 화상 데이터(45)를 비교하고, 기판(PB) 상에서의 각 부품(P)의 장착 상태가 양호한지 여부의 판단을 행함으로써 실행된다.
한편, 부품 장착기(4)로부터 대체 부품 관련 데이터를 수신하였을 때에는, 그 수신한(즉, 부품 장착기(4)로부터 송신된) 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 화상 데이터(검사용 데이터)를, 단계(ST23)에서 대응시킨 것부터 대체 부품의 품종에 따른 것으로 변경한 후(단계ST26), 검사를 실행한다(단계ST25). 검사 제어부(41)는, 단계(ST25)에서의 1개의 기판(PB)에 대한 검사가 종료되면, 기판 반송로(11)를 작동시켜, 그 기판(PB)을 외부로 반출한다(단계ST27). 검사 제어부(41)는, 단계(ST27)에서 기판(PB)을 외부로 반출하면, 그 기판(PB)의 반출에 의해 예정되어 있던 모든 기판(PB)에 대한 검사가 종료되었는지 여부의 판단을 행한다(단계ST28). 그 결과, 모든 기판(PB)에 대한 검사가 종료되어 있지 않았을 때에는 단계(ST21)로 돌아가서 다음 기판(PB)의 반입 및 위치결정을 행하고, 모든 기판(PB)에 대한 검사가 종료되었을 때에는, 일련의 기판(PB)의 검사공정을 종료한다.
이상 설명한 바와 같이, 본 실시예에서의 부품 실장 라인(1)은, 기판(PB) 상에 [0060] 부품(P)을 장착하는 부품 장착기(4) 및 부품 장착기(4)에 의해 부품(P)의 장착이 행해진 기판(PB)의 외관 시인 검사를 행하는 검사기로서의 장착 후 검사기(5)를 포함하여 이루어진 것으로, 부품 장착기(4)는 어떤 품종의 부품 대신에 전기적 특성은 동일하지만 외관이 다른 타 품종의 부품인 대체 부품을 기판상의 장착 위치에 장착한 경우에, 대체 부품을 장착한 기판(PB) 및 그 기판(PB) 상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타낸 정보를 포함하는 대체 부품 관련 데이터를 작성하는 데이터 작성수단(장착 제어부(21), 입력부(26), 코드 독취기(18) 및 부품공급 상태 검출기(28))과, 데이터 작성수단에서 작성한 대체 부품 관련 데이터를 장착 후 검사기(5)로 송신하는 데이터 송신수단(데이터 송신부(29))를 구비하고, 장착 후 검사기(5)는 부품 장착기(4)로부터 송신된 대체 부품 관련 데이터를 수신하는 데이터 수신수단(데이터 수신부(46))과, 데이터 수신수단에 의해 수신된 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 검사용 데이터(화상 데이터(45))를 대체 부품의 품종에 따른 것으로 변경하는 데이터 변경수단(검사 제어부(41), 기억부(42) 및 코드 독취기(38))을 구비한 것으로 되어 있다. 또한, 본 실시예에서의 부품 실장 방법은 기판(PB) 상에 부품(P)을 장착하는 부품 장착기(4) 및 부품 장착기(4)에 의해 부품(P)의 장착이 행해진 기판(PB)의 외관 시인 검사를 행하는 장착 후 검사기(5)를 포함하여 이루어진 부품실장 라인(1)에 의한 부품 실장 방법으로서, 부품 장착기(4)가 어떤 품종의 부품(P) 대신에 대체 부품을 기판(PB) 상의 장착 위치에 장착한 경우에, 대체 부품을 장착한 기판(PB) 및 그 기판(PB) 상의 대체 부품을 장착한 장착 위치를 특정하는 정보 및 대체 부품의 품종을 나타낸 정보를 포함하는 대체 부품 관련 데이터를 작성하여 장착 후 검사기(5)로 송신하는 공정(단계ST8 및 단계ST12)과, 장착 후 검사기(5)가 부품 장착기(4)로부터 수신한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 검사용 데이터(화상 데이터(45))를 대체 부품의 품종에 따른 것으로 변경하는 공정(단계ST26)을 포함하는 것으로 되어 있다.
본 실시예에서의 부품 실장 라인(1) 또는 부품 실장 방법에서는, 부품 장착기(4)는 어떤 품종의 부품(P) 대신에 그 대체 부품을 기판(PB) 상의 장착위치에 장착한 경우에, 대체 부품을 장착한 기판(PB) 및 그 기판(PB) 상의 대체 부품을 장착한 장착위치를 특정하는 정보 및 대체 부품의 품종을 나타낸 정보를 포함하는 대체 부품 관련 데이터를 작성하여 장착 후 검사기(5)로 송신하고, 장착 후 검사기(5)는 수신한 대체 부품 관련 데이터에 기초하여, 대체 부품이 장착된 기판(PB) 및 그 기판(PB) 상의 대체 부품이 장착된 장착위치를 특정하고, 대체 부품이 장착된 장착위치의 부품(P)의 검사용 데이터(화상 데이터(45))를 대체 부품의 품종에 따른 것으로 변경하도록 되어 있기 때문에, 오퍼레이터는 부품 장착기(4)에서 대체 부품을 이용한 경우라도, 장착 후 검사기(5)측에서 입력조작을 행할 필요가 없어 작업효율을 향상시킬 수 있다.
여기서, 본 실시예에서의 부품 실장 라인(1)에서는 상기 데이터 작성수단 및 데이터 변경수단은 기판(PB)에 설치된 개체식별 코드(C)를 독취하는 코드 독취 수단으로서의 코드 독취기(18,38)를 구비하고, 데이터 작성수단은 코드 독취기(18)에 의해 독취된 기판(PB)의 개체 식별 코드(C)에 기초하여, 대체 부품을 장착한 기판(PB)의 특정을 행하고, 데이터 변경수단은, 코드 독취기(38)에 의해 독취된 기판(PB)의 개체 식별 코드(C)에 기초하여 대체 부품이 장착된 기판(PB)의 특정을 행하도록 되어 있어 대체 부품이 장착된 기판(PB)의 특정을 간단한 구성으로 확실히 행할 수 있도록 되어 있다.
지금까지 본 발명의 실시예에 대하여 설명하였지만, 본 발명은 상술한 실시예에 나타낸 것에 한정되지 않는다. 예를 들면, 상술한 실시예에서 나타낸 부품실장 라인의 작업기의 조합은 일예이며, 기판상에 부품을 장착하는 부품 장착기 및 부품 장착기에 의해 부품의 장착이 행해진 기판의 외관 시인 검사를 행하는 검사기를 포함하여 이루어진 것이면 작업기의 조합은 임의로 할 것이다.
본 발명을 상세히 특정 실시예를 참조하여 설명하였지만, 본 발명의 정신과 범위를 일탈하지 않고 다양한 변경이나 수정을 가할 수 있다는 것은 당업자에게 명백하다. 본 출원은 2009년 1월 23일 출원한 일본특허출원(특원2009-012620)에 기초한 것으로, 그 내용은 여기에 참조로서 포함된다. 부품 장착기에 있어서 대체 부품을 이용한 경우에, 오퍼레이터가 검사기 측에서 입력조작을 행할 필요가 없는 부품실장 라인 및 부품 실장 방법을 제공한다.







