수분, PCB의 신뢰성에 영향을 끼치는 요인
적절한 관리 방법 소개
PCB는 부품을 연결하는 플랫폼으로 사용된 이후로 먼 길을 걸어왔다. 기능과 부품이 레이어에 내장되어 있기 때문에 보드는 이제 디자인의 일부가 되었다. PCB의 전기적 및 열적 특성은 시스템 설계에서 중요한 요소가 되고 있다. 많은 보드 개발자는 보드의 수분이 보드 성능을 크게 변경할 수 있다는 사실을 인식하지 못하고 있다. 수분은 PCB의 무결성과 신뢰성에 부정적인 영향을 미칠 수 있다. PCB에 수분이 있으면 품질, 기능, 열 성능 및 열 기계적 특성이 변경되어 전체 성능에 영향을 미친다. 수분 함량은 보드를 처리하는 방법에 따라 크게 다를 수 있다. 보호 기능을 아무리 많이 사용하더라도 약간의 수분은 흡수된다. 보드를 사용하기 전에 건조 목적으로 구운 경우에도 파라미터가 변경된다. PCB의 신뢰성에 미치는 영향을 줄이는 가이드라인은 준수하는 것이 필요하다.
수분은 PCB 어셈블리에서 다양한 고장 메커니즘을 가속화할 수 있다. 수분이 초기 유리/에폭시 프리프레그(epoxy glass prepreg)에 존재하거나 PCB 제조시 습식 공정 중에 흡수되거나 보관 중 PCB로 스며들 수 있다. 수분은 수지, 수지/유리 계면 내에 잔존할 수 있고, 결함으로 인해 마이크로-크랙 혹은 보이드에도 남아 있을 수 있다.
무연 공정의 높아진 리플로우 온도는 증기압을 높여서 Sn-Pb 리플로우 공정에 비해 더 많은 양의 수분 흡수 현상을 초래한다. 크랙 및 박리를 유발하는 PCB 내부의 응집 혹은 접착 불량 외에도 CFF(conductive filament formation)의 결과와 치수 안정성 변화로 인한 금속 이동, 계면 열화 때문에 수분은 낮은 임피던스 경로 생성을 유발한다. 연구에 따르면, 수분은 유리전이온도(Tg)를 낮추고 유전 상수(dielectric constant)를 늘려서 회로 스위칭 속도를 저하하고, 전파 지연시간을 확대한다. 본 고에서는 PCB 제조에 관한 개요를 언급하고 수분 확산 공정, 지배 모델 및 종속 변수에 대해 간략하게 설명한다. 그런 다음에 수분으로 인한 고장을 완화하기 위해 다양한 생산 및 제조 단계에서 PCB 취급 및 보관 지침을 제시한다.
경성 PCB는 다양한 애플리케이션에서 제품의 전기적 및 기계적 동작에 필요한 고유의 특성을 제공하는 다양한 종류의 재료로 제작된다. PCB는 크게 3개로 분류할 수 있는데, 기판에 금속 회로 트레이스가 스크린프린팅된 세라믹 기판, 고주파에서 낮은 임피던스 특성이 필요할 때 주로 사용되는 실리콘 레진-기반 기판 그리고 세 번째 유형에는 유기물 계열이 있다. 유기물 계에서는 저가의 페놀 수지가 저가 애플리케이션에 사용되고, 유리 보강기재로 강화된 에폭시 수지가 중급 및 하이엔드 애플리케이션용으로 사용되고 있다.
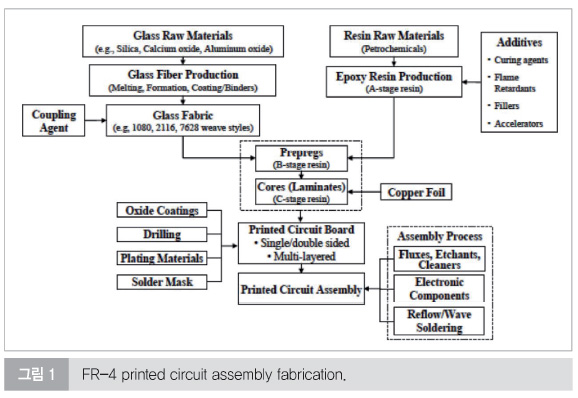
에폭시-유리 복합재는 유리 보강기재의 롤에 수지를 함침시킨 다음에 구리 호일 시트 사이에 필요한 만큼의 함침 cloth 레이어를 놓고 유압 프레스로 압착하여 만든다. 오늘날의 소비재, 통신, 핸드헬드, 군사 및 산업 전자 분야에서는 일반적으로 유리 기반 소재가 일반적으로 사용되고 있다. 이는 NEMA(National Electrical Manufacturers Association) 사양에 포함된다. 가장 일반적인 재료 시스템은 전기적 및 기계적 특성의 균형을 제공하는 FR-4[1]이다. FR-4 시스템은 가장 일반적인 PCB 재료이며 지난 수십 년 동안 꾸준하게 대량 생산용으로 사용되고 있으며, PCB 제조업체에 매우 친숙한 가공성을 가지고 있다.
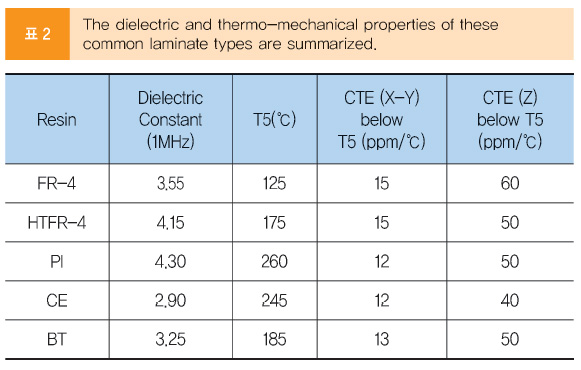
FR-4(125~135℃)의 유리전이온도(Tg), 유전 상수 및 비용이 대부분 애플리케이션에서 허용할 수 있다. 다양한 고온 FR-4(HTFR-4) 재료도 전자 산업에서 사용할 수 있다. 이는 4-관능기 에폭시(tetrafunctional epoxy), 폴리이미드 또는 BT(bismaleimide triazine)와 같은 첨가제가 표준 FR-4에 도입하여 제작되었다. HTFR-4의 후속 Tg는 일반적으로 170~180℃이다.
본 고에서는 PCB의 수분 관련 문제에 초점을 맞추고 PCB의 신뢰성에 있어서 수분의 영향을 줄이기 위한 지침을 제공하고자 한다. 제공된 제어 및 지침은 PCB 생산의 여러 단계에서 구현할 수 있다. FR-4 라미네이트는 직조된 유리섬유 강화재의 에폭시 수지의 합성물로 가장 널리 사용되는 PCB 소재이다.
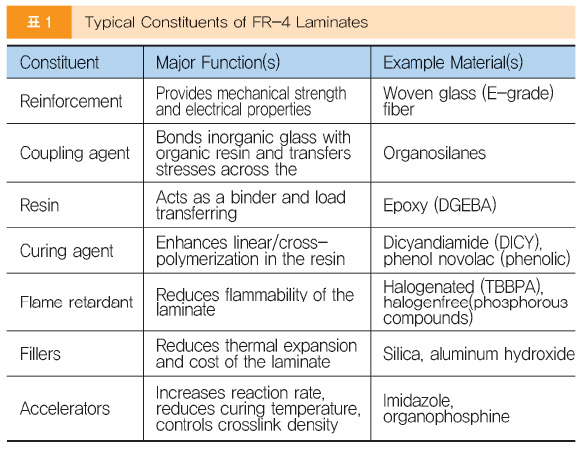
직조 유리(일반적으로 E-등급) 섬유 cloth는 라미네이트를 보강하는 역할을 하며, 주로 기계적인 지지대 성능을 제공하고, 전기적인 특성에도 영향을 미친다. 유리 섬유는 두 세트의 섬유사(fiber yarn)로 짜여 있다(섬유는 여러 섬유사 가닥으로 결합된다). 날실 섬유는 직물의 기계 방향으로 놓여 있고, 충전 사의 섬유는 날실 방향에 수직으로 놓여 있다. 유기 실란(organosilanes)과 같은 결합제는 무기 유리와 유기 수지 사이의 접착력을 높이기 위해 직물에 코팅된다.
수지 시스템은 라미네이트에 대한 전달제 및 접착제(binder and load transferring agent)로 작용하며 주로 이중, 사중 또는 멀티 작용성 에폭시 그룹으로 구성된다. 경화제, 난연제, 충전제 및 촉진제와 같은 첨가제를 수지에 첨가하여 라미네이트의 재료 특성을 조정한다. DICY(dicyandiamide) 및 phenol novolac(phenolic)와 같은 경화제는 에폭시 매트릭스의 가교를 향상시킨다. 페놀 경화 에폭시 시스템은 내열성, 내 화학성, 내 습성 및 기계적 특성이 개선되었으나 DICY 경화 시스템에 비해 바람직한 가공성(예 : 드릴링)이 낮다[1]. 라미네이트 재료의 가연성을 낮추기 위해 난연제가 에폭시 매트릭스에 첨가되었다. TBBPA(Tetrabromobisphenol-A)는 에폭시 수지 시스템에 가장 일반적으로 사용되는 할로겐계 난연제이다. 인산염기성 화합물(Phosphorous-based compound)은 일반적으로 비할로겐계 난연제로 사용된다. 실리카 및 수산화 알루미늄과 같은 충전제는 주로 라미네이트의 열팽창 계수(CTE)를 낮추는 동시에 난연성을 향상시키고 재료 비용을 낮추기 위해 에폭시 수지에 첨가된다. 이미다졸(Imidazole)과 같은 촉진제는 경화 속도를 높이고 에폭시 시스템의 가교 밀도를 제어하는 데 사용된다.
프리프레그는 반경화 에폭시 수지가 함침된 유리 cloth로 제작된다. 여러 개의 프리프레그를 열 압착하여 코어 또는 라미네이트를 얻는다. 그런 다음 구리 호일은 일반적으로 전착되어 구리 피복 라미네이트를 얻는다. 여러 개의 프리프레그와 코어(회로 요구 사항에 따라 에칭된 구리 피복 포함)가 온도 및 압력 조건에서 함께 적층되어 다층 PCB를 제작한다. 스루홀 및 마이크로 비아 인터커넥트는 애플리케이션별 설계 데이터에 따라 PCB를 뚫은 다음 구리로 도금된다. 솔더 마스크가 기판 표면에 적용되어 솔더링 할 영역만 노출된다. 플럭스는 전자 부품이 솔더링 되는 영역에 적용된다. 그런 다음 기판은 어셈블리를 완성하기 위해 부품의 타입(SMD 혹은 쓰루홀)에 따라 리플로우 및/또는 웨이브 솔더링 공정을 거친다.
폴리이미드(Polyimide, PI)는 오늘날 사용되는 두 번째로 가장 많이 사용되는 수지이다. 그 장점은 260℃의 높은 Tg에 있으며, 이는 메틸렌디아닐린(methylenedianiline)과 무수말레인산(maleic anhydride)의 첨가에 인한 것이다. 이 속성은 대부분의 솔더링 프로파일을 넘어서는 수준으로, 작동 환경이 FR-4 및 HTFR-4의 Tg를 초과하는 고성능/고온 애플리케이션에 도움을 준다. 이 수지의 가장 큰 단점은 높은 수준의 수분을 흡수하는 성향이 있다는 점과 고가의 비용이다.
시아네이트 에스테르(Cyanate ester, CE) 수지는 Tg가 240℃ 이상이며 폴리아미드의 열-기계적 안정성과 유사하다. 그러나 가장 큰 자산은 낮은 유전상수(誘電常數)이다. 불행히도 프로세스 동안 CE가 처리되는 정제 기술은 전통적인 수지보다 더 비싸다.
비스말레이미드 트리아진(Bismaleimide triazine, BT) 수지는 비스말레이미드와 트리아진(시아네이트 에스테르(CE))의 혼합물이며 Tg가 HTFR-4보다 약간 높다. BT는 에폭시보다 열-기계적 및 전기적 특성이 더 우수하지만, PI 및 CE에 비해 비용이 저렴하다는 중간단계의 이점을 제공한다. BT는 PBGA(plastic ball grid array) 패키지에 사용되는 많은 라미네이트에 선택된 수지이다. 이러한 일반적인 라미네이트 유형의 유전체 및 열-기계적 특성은 표 2에 요약되어 있다.
SnAgCu와 같은 솔더 합금을 사용하는 무연 솔더링에서는 공정 SnPb 솔더에 비해 리플로우 피크 온도가 30~40℃ 정도 높아지고, 더 오랫동안 가해져야 한다.[3], [4], [5], [6] 어셈블리된 PCB의 재작업 및 수리도 추가적인 고온 노출의 원인이 된다. 이러한 고온 노출은 PCB 재료 속성을 변경하여 기판 및 전체 전자 어셈블리의 예상 신뢰성에 변화를 일으킬 수 있다.
무연 솔더링 어셈블리 조건과 관련된 고온 노출은 특정 FR-4 PCB 재료 유형[7], [8], [9], [10], [11], [12], [13]의 특성에 변화를 가져온다. 노출은 PCB 재료의 Tg 및 면외 열팽창계수(out-of-plane CTE)를 낮추는 경향이 있다. 대부분의 PCB에서 노출로 인해 흡습(moisture absorption)의 증가가 관찰되었다. 노출은 분해 온도(decomposition temperatures, Td)를 변경하는 정도까지 PCB 재료에 영향을 미치지 않았다. 무연 솔더링의 고온 노출에 의한 재료 특성의 변화는 가교 정도(degree of cross linking)와 PCB의 흡습 정도에 영향을 미칠 수 있다. 일반적으로 경화제의 종류는 난연제의 종류나 충전재의 존재보다 노출에 대한 재료의 반응에 더 현저한 영향을 미치는 것으로 밝혀졌다.
수분은 적층, 금속화, 솔더 마스크 및 기판 제조 그리고 어셈블리 단계에서 품질을 저하시킬 수 있다. 수분은 유리전이온도(Tg)를 낮추어서 과도한 열-응력이 손상을 입힐 수 있게 한다.[34], [35]. 수분은 또한 유전체 상수(dielectric constant)를 높여 회로 스위칭 속도를 감소시키고 전파 지연시간을 늘린다.[36], [37], [38] 수분 침투는 또한 이온 부식을 촉진하여 open 및 short 회로를 유발할 수 있다. 게다가, 수지와 유리 섬유의 계면에 수분이 축적되면 계면 열화가 발생하여 전도성 필라멘트가 형성될 수 있다.[39], [40], [41], [42], [43] PCB의 수분 흡수로 인한 일반적인 고장 메커니즘은 다음과 같다. 이러한 메커니즘에 대한 지식은 PCB의 수분 감소를 위한 가장 적절한 전략을 선택하는 데 필수적인 정보이다:
▶ 갇힌 수분(entrapped moisture)은 보이드나 내부 층 박리를 유발할 수 있다.[14], [15]
▶ 과도한 수분은 유전체 상수(Dk)와 손실 계수(Df)를 증가시켜 회로 스위칭 속도를 변하게 한다.[16]
▶ 수분은 가소제 역할을 하기 때문에 유리전이온도(Tg)를 낮추고, 이는 결국 도금된 스루홀과 같은 PCB 기능에서 응력을 증가시킨다.[7], [8]
▶ 구리 표면의 산화로 마감재 및 솔더링의 습윤성이 저하된다.[17]
▶ 이온 부식은 전기적 open 또는 short를 유발한다.[17]
▶ 계면 열화로 의한 전도성 필라멘트 형성(CFF)으로 인해 고장 시간이 단축될 수 있다.[40], [41], [42], [43]
에폭시 매트릭스 내의 벌크 확산은 농도 경사(concentration gradient, 높은 농도에서 낮은 농도로)를 따라 분자가 이동한 결과이다. 표면 토폴로지와 수지 극성은 평형 수분 함량에 영향을 미치는 주요 측면이다.[23]~[31]
모세관 작용의 개념은 위킹(wicking)과 유사하다. 하지만 위킹은 계면의 보이드 혹은 크랙 때문에 높아진 수분 흡수를 설명하는 데 사용되는 반면, 모세관 현상은 벌크 내부에 존재하는 보이드 또는 크랙 때문에 늘어난 수분 흡수를 설명하는 데 사용된다는 점에서 구별된다. 위킹(wicking) 및 모세관 현상이 일어나는 부분은 필러의 첨가제에 의해 형성될 수 있는 보이드 또는 크랙의 형태가 존재한다.
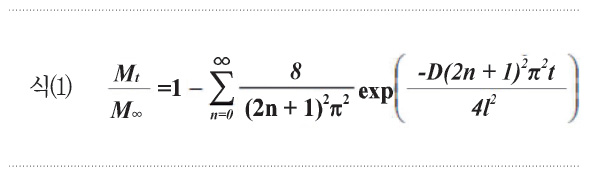
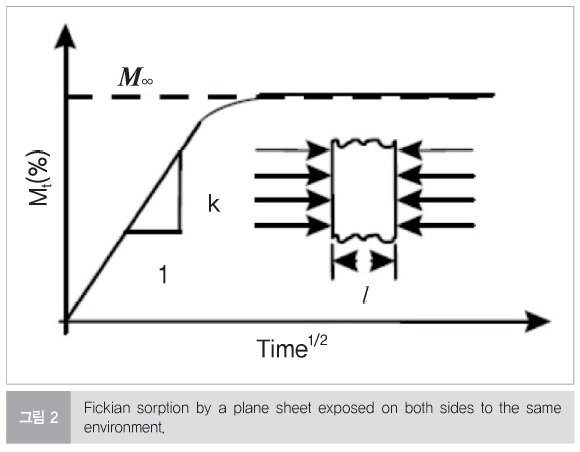
많은 고분자 수지 시스템에서 벌크 확산은 수분 이동의 주요 모습이다. 벌크 확산은 픽(Fickian diffusion)의 확산법칙[18], [19], [20], [21]으로 분류할 수 있다. 동일한 환경(그림 2 참조)에 양면이 노출된 두께 l을 갖는 평면 시트의 픽 확산에 대해 시간 t에서 수분 함량 Mt는 방정식 1로 나타낸다.
여기서 M▱는 평형 수분 함량이고 D는 (길이)2(시간)-1에 주어진 확산 계수 또는 확산도이다. 이 관계를 사용하여 확산이 1차원이라고 가정한다. 즉, 라미네이트 가장자리를 통한 확산은 무시할 수 있고 라미네이트 표면은 즉시 평형 수분 함량에 도달한다.
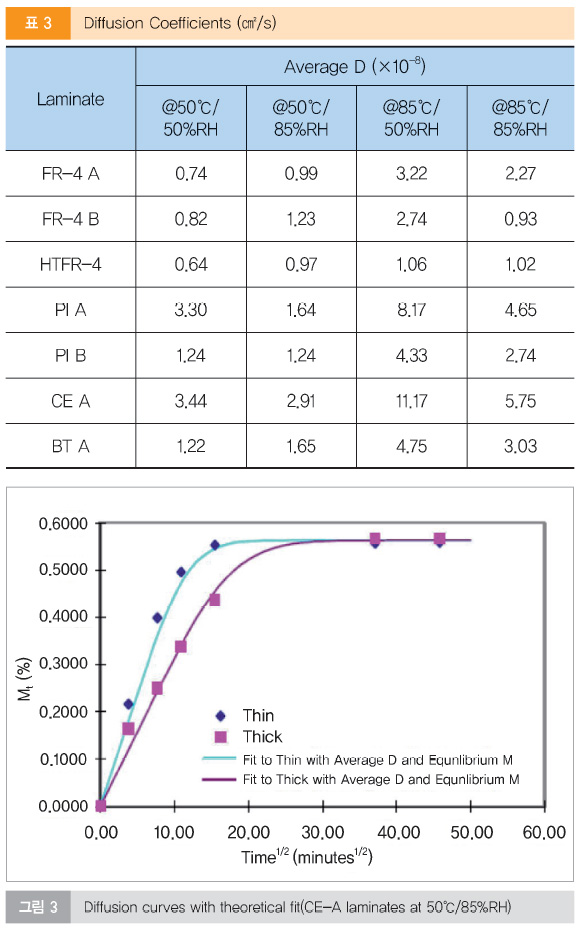
각 적층체의 확산 계수를 결정하기 위해 7가지 다른 재료를 이용해 흡착 테스트를 수행했다.[22] 50℃/50%RH, 50℃/85%RH, 85℃/50%RH 및 85℃/85%RH의 4가지 환경 조건에서 각 테스트에서 2개의 건조하고 구워진 쿠폰을 사용했다. 쿠폰은 점차 늘어나는 시간 간격에서의 질량 변화를 평가하기 위해 옮겼다. 즉, 첫 번째 간격은 15~20분을 유지하였고, 최종 간격은 며칠까지 지속하였다. 중량 측정이 스케일 분해능 내에서 일정한 질량을 나타내면 실험이 종료되었다.
그림 3은 50℃/85%RH에서 CE-A 라미네이트의 일반적인 확산 곡선을 보여준다. 수분 함량은 확산 계수의 평가를 쉽게 하도록 시간의 제곱근의 함수로 표시된다. 얇고 두꺼운 샘플에 대한 확산 계수를 계산하고 평균하여 각 환경 조건에 대한 평균 D(두께 제외)를 형성했다. 이론적인 문제를 풀기 위해 얇고 두꺼운 라미네이트에 대한 평균 백분율 평형 수분 함량(두께와 무관)과 함께 각 환경 조건에 대한 확산 계수를 작성했다.
경성 PCB는 회로 복잡도에 따라 단면, 양면 또는 다층으로 분류할 수 있다. 단면은 가장 단순한 프로세스이고 다층은 가장 복잡하고 비용이 많이 드는 프로세스를 포함하고 있다. 이러한 각 기술에 대해 서로 다른 프로세스 단계가 필요하다. 제조 기술과 프로세스는 복잡한 다층 기판에서 요구되는 특별하고 보다 정교한 단계와 함께 다양한 기술이 공통으로 필요하다. PCB 제조와 관련된 많은 단계에는 습식 공정이며 잔존 수분을 제거하기 위해 몇 가지 조치가 있어야 한다. 다층 라미네이트 제조는 고분자 수지 내에 유리섬유의 겹(또는 여러 겹)을 캡슐화하는 공정이다. 섬유-수지 조합은 기계적 및 열-기계적 특성뿐 아니라 유전체 특성을 보여준다. 그러나 라미네이트에 사용되는 수지는 친수성이므로 어셈블리에서는 환경적 수분으로 인한 성능 저하와 성능 저하 메커니즘에 취약할 수 있다. PCB 제조에 사용되는 재료는 제조, 취급 또는 보관 중에 유발되는 응력으로부터 보호되어야 한다. 작업자, 제작자 및 최종 사용자는 과도한 수분으로부터 PCB를 보호할 책임이 있다. 당사자는 효과적인 프로세스 제어가 구현되었는지 확인해야 한다. 다음 섹션에서는 제조 공정의 다양한 단계에서 PCB 및 원자재 처리에 대한 제어 및 가이드라인을 제시한다.
PCB 라미네이션 프로세스 자체가 탈수 단계라는 점에 유의해야 한다. 이 과정에서 프리프레그와 코어는 함께 적층되고, 모든 층을 최종 라미네이트로 결합하는 대형 프레스에 넣는다. 라미네이트하는 동안에 가열 속도, 경화 온도 및 경화 시간이 제어된되어야 한다. 많은 경우에 저온, 진공(저압) 단계는 수분 갇힘의 우선적인 사이트인 내부 보이드 발생 최소화를 위해 도입되고 있다. 라미네이션 공정 동안에 프리프레그는 손상 및 긁힘을 방지하고 다양한 에폭시 수지 유형의 교차 오염을 방지하기 위해 깨끗한 라텍스 또는 니트릴 장갑을 사용하여 가장자리만 처리되어야만 한다. 또한 교차 오염을 방지하기 위해 장갑을 재사용하지 않는 것이 좋다. 투습차단백(moisture barrier bag, MBB)에 남아 있는 사용하지 않은 프리프레그의 장기간 노출되는 것을 방지하려면 프리프레그가 들어 있는 MBB를 즉시 다시 밀봉해야 하며 서늘하고 건조한 환경(예: 건조한 캐비닛 —일반적으로 23℃ 이하 및 50%RH 이하)에 보관하는 게 좋다. MBB는 40°에서 24시간 동안 0.002/gm/100in2(WVTR≤ 0.002/gm/100in2) 이하의 수증기 투과율(WVTR)을 가져야 한다. MBB에서 적절한 seal 너비를 확인해야 한다.
건조제 재료는 오염되지 않아야 하며, 먼지가 없어야 한다. 선택하는 동안 운송 및 보관 중 환경 조건을 고려해야 한다. 습도 표시 카드(Humidity indicator card, HIC)는 부식되지 않아야 하며 다양한 습도 수준을 해결하기 위해 적절한 수의 분할이 있어야 한다. 이전에 저온에서 보관한 MBB에서 프리프레그를 제거한 후에는 레이업 전에 프리프레그가 주변 조건에 적응할 수 있도록 충분한 시간을 주어야 한다. 수분 응결을 방지하기 위해 안정화 시간 동안 프리프레그를 MBB에 보관함으로써 순화(acclimatization)를 수행해야 한다. 코팅되지 않은 베어 라미네이트는 또한 솔더 마스크로 덮인 보드에 비해 더 높은 수분 흡수율을 보인다. 클리닝 횟수와 기간도 수분 흡수에 영향을 미친다. 그러나 제어된 환경에 보관된 라미네이트의 짧은 지속 시간 클리닝 주기는 일반적으로 후속 공정 단계가 짧은 간격으로 진행될 경우 문제가 되지 않는다.
많은 PCB 제작업체에서 적층 전에 프리프레그를 베이킹(baking)하는 관행이 있었다. 베이킹의 이론은 적층 과정에서 과도한 수축을 줄이고 수분이 응집하여 물집이 생기는 포켓이 형성되는 것을 방지하는 것이다. 통제되지 않은 환경에서 프리프레그가 장기간 보관된 경우 베이킹이 정당화될 수 있다. 그러나, 대부분의 경우에 이 베이킹 단계가 필요하지 않다.
PCB는 일반적으로 포토이미징, 에칭 및 드릴링 단계 후에 더 높은 수분 흡수율을 경험한다. 습식 공정 도중에 수분이 PCB 피처 내부에 갇힐 수도 있다. 그러나 솔더 마스크 베이킹 및 실크스크린 경화와 같은 단계에서는 탈수하여 PCB에 갇힌 수분을 완화한다. 대부분의 솔더 마스크는 솔더 마스크를 완성하기 위해 150℃ 수준의 경화가 필요하다. 실크스크린 공정는 추가 베이킹 단계가 더해진다. 많은 제작업체에서 이러한 추가 베이킹 단계에 의존하여 적층 주기의 불완전한 경화를 해결한다.
생산 공정 중 공정 플로우는 각 단계 간의 유지 시간을 최소화하는 방식으로 설계되어야 한다.
보관 조건을 제어하면 수분 흡수를 줄이는 데도 도움이 된다. 일단 제작된 PCB는 운송 중에 수분이 흡수되지 않도록 MBB에 넣어야 한다. PCB가 어셈블리 위치에 도착했을 때 충분히 건조된 상대를 유지하려면 수분 흡수를 보호하는 적절한 공정 제어 조치가 취해져야 한다. 이것은 또한 어셈블리 전에 베이킹 단계 추가를 방지하는 데 도움이 된다. 많은 PCB 제작업체는 라미네이션 단계 후에 보드를 베이킹할 수 있다. 이 단계는 에폭시 경화를 완료하고 고르지 않은 응력 분포로 인한 후속적인 휨을 제거하기 위해 수행된다. 그러나 제어된 냉각과 함께 PCB 재료 제조업체의 지침에 따라 적절하게 실행되는 라미네이션 사이클은 뒤틀림이 없고 완전히 경화된 PCB를 생산할 수 있어야 한다. 베이킹 단계에서는 많은 경우에 PCB 재료를 열적으로 저하시킬 수 있다.
일부 PCB 제작업체는 드릴 단계 후에 베이킹한다. 이 베이킹은 주로 ‘핑크링(Pink Ring)’[44], [45]이라는 현상을 제거하기 위해 수행된다. 핑크링 현상은 드릴 단계에서 생성된 크랙에 의해 노출된 내층 표면에 화학성분이 침투하여 발생한다. 베이킹 단계는 균열을 막을 만큼 에폭시를 ‘완화’하지만 균열을 다시 붙이지는 않는다. 따라서 이 베이킹 단계는 외관상의 수정으로 간주된다. 또한 베이킹은 에폭시 얼룩을 단단하게 만들고 후속 단계에서 제거하기 어렵게 만든다. 핑크링 관련해서 선호되는 솔루션은 드릴링 동안 크랙을 방지하는 우수한 내층 표면 처리를 사용해야만 한다. 열풍 솔더 레벨링 이전의 베이킹은 PCB의 잔류 수분을 제거하기 위해 수행되며 많은 PCB 제조업체에서 널리 사용되는 또 다른 방법이다. 다시 말하지만, 솔더 마스크 경화 단계가 제조업체의 스펙에 따라 수행되고 해당 단계와 HASL 사이에 최소 시간 지연이 있는 경우 열풍 솔더 레벨링 전에 추가적인 베이킹이 필요하지 않다.
어셈블리 장소에서 PCB를 수령한 후, MBB 및 HIC(humidity indicator card, 습도 표시기 카드)의 상태를 검사하면서 시작한다. 운송 중 MBB에 찢어진 부분이나 기타 손상이 있는지 확인했다. HIC는 항상 실온(23℃±5°C) 상태에서 읽혔다. 일반적인 HIC에서 분홍색 점은 습도가 10% 이상임을 나타낸다. HIC에 노출 시간 또는 습도 제한이 초과되었다고 표시되는 경우 사용 전에 건조를 보장하기 위해 베이킹 작업이 필요할 수 있다. 모든 부적합 사항을 기록하고 보드 라미네이팅 작업자에게 전달해야 한다. 가능하면 PCB는 검역소에 보관되어야 한다. 선적 상태가 허용 가능한 수준이고, HIC 표시기의 수치가 허용 가능하고 PCB 수령 직후 조립 일정이 지정되지 않은 경우 PCB 보관을 위해 MBB를 즉시 재밀봉해야 한다. PCB 어셈블리 일정이 정해지면 어셈블리 직전에 MBB를 여는 것이 좋다. 생산 중 ‘out-of-bag’ 노출 시간을 제한해야 한다.
앞에서 논의한 바와 같이 모든 PCB의 수분 흡수 특성과 민감도는 사용된 수지 시스템, 설계, 구성, 어셈블리 공정 유형, 어셈블리 공정 단계 수 및 기타 여러 요인에 따라 달라진다. IPC-1601[32]에서는 대부분의 PCB 설계에 있어서 최대 허용 수분 함량이 총 중량에서 수분 중량의 0.1% ~ 0.5%이어야 한다고 제안하고 있다. PCB의 수분 함량은 IPC-TM-650, Method 2.6.28[33]에 설명된 중량 측정 절차를 사용하여 결정할 수 있다. 테스트 결과 수분 함량이 지정된 한계를 초과하는 것으로 밝혀지면 PCB 제조업체와 조립 공장 모두 관행을 검토하고 개선할 영역을 식별해야 한다. 저장소, 준비 구역 및 생산 현장에 대한 정기적인 감사를 수행하여 온도, 습도 및 취급 제어와 같은 매개변수의 변동을 확인해야 한다. 측정된 수분 함량이 한계를 초과하면 베이킹이 필요할 수 있다. 베이킹 단계는 PCB에 흡수될 수 있는 수분을 제거하는 데 필요하다.
항상 베이킹 오븐 온도를 PCB 재료의 최대 작동 온도(MOT, maximum operating temperature) 및 유리전이(Tg) 온도 미만으로 설정해야 한다. 하지만 온도는 항상 물의 끓는점인 100℃ 이상으로 설정해야 한다.
베이킹 시간은 측정된 수분 함량, 원하는 함량 및 PCB 복잡성, 전체 두께 및 PCB 마감과 같은 요인을 기반으로 선택해야 한다. 강제 공기 순환 오븐에서 베이킹을 수행하는 것이 권장되지만 진공 또는 질소 분위기도 효과적이다. 베이킹 오븐 내부에 PCB를 넣는 동안에 오븐의 적절한 환기와 청결도와 적절한 순환을 위해 PCB 간 충분한 간격을 보장하는 것이 중요하다. 베이킹 오븐 내부에 PCB를 쌓는 구조로 넣으면 안 된다. PCB 베이킹에 사용되는 오븐은 이 용도로만 사용해야 하며 다른 용도로 사용해서는 안 된다. 다른 공정의 잔류물이 오븐 내부에 쌓였다가 PCB로 옮겨지는 잠재적인 교차 오염 및 표면 마감 이상이 발생할 수 있다.
베이킹 프로파일을 설정하기 전에 라미네이트 공급업체와 상의해 베이킹 한계선을 정해야 한다. 또한 PCB 제조업체 및 PCB 마감 공급업체는 PCB 재료 및 표면 마감의 온도 민감도에 관한 자체 권장 사항을 받아야 한다. 베이킹 프로파일을 설정하는 첫 번째 단계는 IPC-TM-650, Method 2.6.28에 설명된 대로 PCB의 수분 함량을 테스트하는 것이다. 먼저 베이킹을 통해 PCB의 기준 건조 중량을 설정하는 것이 좋다. 그런 다음에 샘플은 알려진 양의 수분을 흡수할 수 있도록 높은 온도 및 습도 환경에 노출될 수 있다. 수분 흡수율 측정은 앞에서도 설명했다. 또한, 해당 베이킹 온도에서 수분 손실률을 결정하려면 PCB 샘플을 오븐에 넣은 다음에 주기적으로 꺼내어 중량을 측정한다. 정해진 최대 허용 수분 함량에 도달하는 기간을 기록해야 하며, 이 베이킹 시간은 유사한 구조, 기하학적 수지 유형 및 PCB 마감재를 지는 PCB의 일련의 베이킹에 활용해야 한다. 이러한 PCB 파라미터가 변경될 때마다 실험을 반복하여 새로운 베이킹 프로파일과 지속 시간을 설정해야 한다. 이러한 프로필의 라이브러리를 만들고 특정 PCB 재료 유형에 대한 수분 흡수 및 방출 속도를 문서화할 수 있다.
MOT 및 Tg 미만의 특정 베이킹 온도에서 PCB를 열화시킬 수 있다. 너무 긴 베이킹 시간을 선정하면 성능 저하가 발생할 수도 있다. 성능 저하의 예로는 보드 마감, 솔더 마스크 또는 라미네이트 손상이 있다. IPC-1601은 베이킹 가이드라인을 제공하고, 개별 PCB 마감재에 미치는 영향을 포함하여 베이킹의 역효과를 보여주고 있다. PCB 열화 가능성 외에도 베이킹은 비용과 사이클 시간을 늘린다.
어셈블리 후 과도한 수분 흡수를 줄이는 방식으로 테스트 및 검사를 수행한다. 어셈블리를 적절한 포장으로 패키지 한 후에 방사선 검사(X- Ray)와 같은 단계를 진행할 수 있다. 적절한 포장을 선택하는 기준에는 PCB 제조 공정 중 수분 제어 평가, 조립의 복잡성, 사용 전 예상 보관 기간이 포함되어야 한다. 최소한 포장재는 배송 및 보관 중에 PCB를 완전히 보호해야 한다.
LWC(laminate witness coupon)[32]의 활용도 인기를 얻고 있다. LWC는 어셈블리 공정의 다양한 단계에서 PCB 및 포장재의 상대 수분 흡수와 상태를 평가하는 지표로 사용할 수 있다. LWC의 무게는 PCB와 함께 MBB에 넣기 전에 측정하고 기록해야 한다. LWC는 항상 PCB 위에 위치해야 한다. 수령 직후 LWC는 분석 저울을 사용하여 쿠폰의 무게를 측정하여 수분 흡수를 평가하고 그 결과를 초기 기록 값과 비교해야 한다.
수분 흡수 값이 지정된 한계를 초과하는 경우, LWC는 결과를 검증하기 위해 마를 때까지 구워야 한다. 사용자는 적절한 다음 단계를 결정하기 위해 값이 합의된 한계를 초과할 때 PCB 제작자에게 알려야 한다.
PCB는 부품을 연결하는 플랫폼으로 사용된 이후로 먼 길을 걸어왔다. 기능과 부품이 레이어에 내장되어 있기 때문에 보드는 이제 디자인의 일부가 되었다. PCB의 전기적 및 열적 특성은 시스템 설계에서 중요한 요소가 되고 있다. 많은 보드 개발자는 보드의 수분이 보드 성능을 크게 변경할 수 있다는 사실을 인식하지 못하고 있다. 수분은 PCB의 무결성과 신뢰성에 부정적인 영향을 미칠 수 있다. PCB에 수분이 있으면 품질, 기능, 열 성능 및 열 기계적 특성이 변경되어 전체 성능에 영향을 미친다. 수분 함량은 보드를 처리하는 방법에 따라 크게 다를 수 있다. 보호 기능을 아무리 많이 사용하더라도 약간의 수분은 흡수된다.
보드를 사용하기 전에 건조 목적으로 구운 경우에도 파라미터가 변경된다. PCB의 신뢰성에 미치는 영향을 줄이는 가이드라인은 준수하는 것이 필요하다.
REFERENCES
[1] Peng Y., Qi X., and Chrisafides C., “The influence of curing systems on epoxide-based PCB laminate performance”, Circuit World, vol. 31, no. 4, pp. 14-20, 2005.
[2] R. Hanneman, A. Kraus, and M. Pecht, “Semiconductor Packaging - A Multidisciplinary Approach, John Wiley and Sons, NY, 1994.
[3] Ganesan S., and Pecht M., “Lead-free electronics”, IEEE Press, Wiley-Interscience, A. John Wiley and Sons, Inc., New Jersey, USA, 2006.
[4] Kelley E., “An assessment of the impact of lead-free assembly processes on base material and PCB reliability”, Proceedings of IPC APEX Conference, pp. S16-2-1, 2004.
[5] Bergum E., “Thermal analysis of base materials through assembly: can current analytical techniques predict and characterize differences in laminate performance prior to exposure to thermal excursions during assembly?”, Printed Circuit Design & Manufacture, September 2003.
[6] Kelley E., and Bergum E., “Laminate material selection for RoHS assembly, Part 1”, Printed Circuit Design & Manufacture, pp. 30-34, November 2006.
[7] Sanapala R., Sood B., Das D., and Pecht M., “Effect of Lead-Free Soldering on Key Material Properties of FR-4 Printed Circuit Board Laminates”, IEEE Transactions on Electronics Packaging Manufacturing, Vol. 32, No. 4, pp. 272-280, October 2009.
[8] Sood B., Sanapala R., Das D., Pecht M., Huang C., and Tsai M., “Comparison of Printed Circuit Board Property Variations in Response to Simulated Lead-Free Soldering”, IEEE Transactions on Electronics Packaging Manufacturing, Vol.33, No. 2, pp. 98-111, April 2010.
[9] IPC/JEDEC J-STD-020D, “Moisture/reflow sensitivity classification for non-hermetic solid state surface mount devices”, August 2007.
[10] IPC-TM-650 2.4.25, “Glass transition temperature and cure factor by DSC”, The Institute for Interconnecting and Packaging Electronic Circuits, Northbrook, IL, December 1994.
[11] IPC-TM-650 2.4.24, “Glass transition temperature and z-axis thermal expansion by TMA”, The Institute for Interconnecting and Packaging Electronic Circuits, Northbrook, IL, December 1994.
[12] IPC-TM-650 2.4.24.6, “Decomposition of laminate material using TGA”, The Institute for Interconnecting and Packaging Electronic Circuits, Bannockburn, IL, April 2006.
[13] IPC-TM-650 2.6.2.1A, “Water absorption, metal clad plastic laminates”, The Institute for Interconnecting and Packaging Electronic Circuits, Northbrook, IL, May 1986.
[14] Levchik S., and Weil E., “Thermal decomposition, combustion and flame-retardancy of epoxy resins-a review of the recent literature”, Polymer International, vol. 53, pp. 1901-1929, 2004.
[15] Paterson-Jones JC., Percy VA., Giles RGF., and Stephen AM., “The thermal degradation of model compounds of aminecured epoxide resins. II. The thermal degradation of 1,3-diphenoxypropan-2- ol and 1,3-diphenoxypropene”, Journal of Applied Polymer Science, vol. 17, no. 6, pp. 1877-1887, 1973.
[16] Ma L., Sood B., and Pecht M., “Effects of Moisture Content on Dielectric Constant and Dissipation Factor of Printed Circuit Board Materials”, ECS Transactions Vol. 27, Iss. 1, pp. 227- 236; China Semiconductor Technology Int’l Conf. 2010: Metrology, Reliability and Testing, Shanghai, China, March 18-19, 2010.
[17] Wang W., Choubey A., Azarian M., and Pecht M., “An Assessment of Immersion Silver Surface Finish for Lead-Free Electronics”, Journal of Electronic Materials, Volume 38, Number 6, 815- 827.
[18] Smith C., “Water Absorption in Glass Fibre-Epoxide Resin Laminates,” Circuit World, vol. 14(3), 1988.
[19] Hsu T., “Water and Moisture Absorption of Laminates,” Printed Circuit Fabrication, p. 52, July 1991.
[20] Comyn J., Polymer Permeability, Elsevier Applied Science Publishers, London, 1985.
[21] Crank J., The Mathematics of Diffusion, Clarendon Press, Oxford, 1975.
[22] Pecht M., Ardebili H., Shukla A., Hagge J., Jennings D., “Moisture ingress into organic laminates,” Components and Packaging Technologies, IEEE Transactions on, vol.22, no.1, pp.104-110, Mar 1999.
[23] Diamant Y., Marom G., and Broutman L., “The effect of network structure on moisture absorption of epoxy resins”, Journal of Applied Polymer Science, vol. 26, pp. 3015-3025, 1981.
[24] Marsh L., Lasky R., Seraphim D., and Springer G., “Moisture solubility and diffusion in epoxy and epoxy-glass composites”, IBM Journal of Research and Development, vol. 28, no. 6, pp. 655- 661, 1984.
[25] Maggana C., and Pissis P., “Water sorption and diffusion studies in an epoxy resin system”, Journal of Polymer Science: Part B: Polymer Physics, vol. 37, no. 11, pp. 1165-1182, 1999.
[26] Ko M., and Kim M., “Effect of postmold curing on plastic IC package reliability”, Journal of Applied Polymer Science, vol. 69, no. 11, pp. 2187-2193, 1998.
[27] Gonon P., Sylvestre A., Teysseyre J., and Prior C., “Combined effects of humidity and thermal stress on the dielectric properties of epoxy-silica composites”, Materials Science and Engineering B , vol. 83, no. 1-3, pp. 158-164, June 2001.
[28] Aronhime M., Peng X., and Gillham J., “Effect of time-temperature path of cure on the water absorption of high Tg epoxy resins,” Journal of Applied Polymer Science, vol. 32, pp. 3589-3626, 1986.
[29] Wondraczek K., Adams J., and Fuhrmann J., “Effect of thermal degradation on glass transition temperature of PMMA”, Macromolecular Chemistry and Physics, vol. 205, no. 14, pp. 1858- 1862, 2004.
[30] Flor G., Campari-Vigano G., and Feduzi R., “A thermal study on moisture absorption by epoxy composites”, Journal of Thermal Analysis and Calorimetry, vol. 35, no. 7, pp. 2255-2264, November 1989.
[31] Johnson J., “Resin matrices and their contributions to composite properties”, Philosophical Transactions of the Royal Society of London. Series A, vol. 294, no. 1411, pp. 487-494, 1980.
[32] IPC-1601, “Printed Board Handling and Storage Guidelines”, The Institute for Interconnecting and Packaging Electronic Circuits, Northbrook, IL, August 2010.
[33] IPC-TM-650 2.4.28, “Moisture Content and/or Moisture Absorption Rate, (Bulk) Printed Board”, The Institute for Interconnecting and Packaging Electronic Circuits, Northbrook, IL, August 2010.
[34] P.C. Liu, D.W. Wang, E.D. Livingston, and W.T. Chen, “Moisture Absorption Behavior of Printed Circuit Laminate Materials”, Advances in Electronic Packaging, Vol. 4, pp. 435-442, 1993.
[35] E.H. Wong, R. Rajoo, “Moisture absorption and diffusion characterisation of packaging materials —Advanced treatment”, Microelectronics Reliability, Vol. 43, No. 12, pp. 2087-2096, December 2003.
[36] Kumazawa, T., Oishi, M., and Todoki, M., “High-humidity deterioration and internal structure change of epoxy resin for electrical insulation,” IEEE Transactions on Dielectrics and Electrical Insulation, Vol. 1, pp. 133-138, 1994.
[37] Kumagai, S., Yoshimura, N., “Impacts of thermal aging and water absorption on the Surface Electrical and Chemical Properties of Cycloaliphatic Epoxy Resin,” IEEE Transactions on Dielectrics and Electrical Insulation, Vol. 7, pp. 424, 2000.
[38] Singh, D.B., Kumar, A., Tayal, V.P., and Sanyal, B., “Effect of moisture and electronic packaging exhalates on theaelectrical conductivity of epoxy laminate,” Journal of Material Science, Vol. 23, pp. 3015, 1988.
[39] Li M., Pecht M., and Wang L., “The Physics of Conductive Filament Formation in MCM-L Substrates”, Proceedings of the INTERpack 1995, Maui, HI, pp. 517-527, March, 1995.
[40] Rogers K., and Pecht M., “A Variant of Conductive Filament Formation Failures in PWBs with 3 and 4 mil Spacings”, Circuit World, Vol. 32, No. 3, pp. 11-18, May, 2006.
[41] Shukla A, Dishongh T., Pecht M., and Jennings D., “Hollow Fibers in Woven Laminates Material defects in composite laminates raise questions of reliability”, Printed Circuit Fabrication , Vol. 20, No.1, pp. 30-32, January 1997.
[42] Shukla A., Pecht M., Jordan J., Rogers K., and Jennings D., “Hollow Fibres in PCB, MCM-L and PBGA Laminates May Induce Reliability Degradation”, Circuit World , Vol. 23, No. 2, pp. 5-6, 1997.
[43] Pecht M., Rogers K., and Fowler A, “Characterization of a Non-Woven Randomly Dispersed Short Fiber Laminate”, Circuit World , 24/3, pp. 34-37, 1998.
[44] Weiss D., "Changes in the PCB world with new packaging technologies and the integration of passive components into the PCB", Circuit World, Vol. 24 Iss: 2, pp.6 –9
[45] Hong S., Wang T., “The effect of copper oxides on the curing of brominated epoxy resins”, Thermochimica Acta, Volume 237, Issue 2, 6 June 1994, Pages 305-316.