부품 소형과 및 전기적 성능 향상에 기여
더 나은 열 및 신뢰성으로 전장 업종에서도 유리
임베디드 기술은 높은 소형화 가능성과 우수한 전기적 성능으로 인해 자동차 애플리케이션에 대한 유망한 가능성을 보여주고 있다. 또한 이 개념은 우수한 리플로우 안정성과 열 충격 테스트에서 높은 저항을 보여주었다. 몰드형 패키지와 임베디드 다이의 전기적 벤치마크는 동일한 성능을 보여주었다. 특히 누설 전류 측정의 경우 임베디드 버전이 우수한 동작을 보였다. 임베디그 기술은 비용 경쟁력이 있는 PCB 기술과 동등하거나 더 나은 전기, 열 및 신뢰성 특성으로 자동차 고객 요구 사항에 대응 가능한 기회를 제공한다.
높은 수준의 소형화가 요구되는 대량 생산제품군에서 임베디드 기술이 사용되기 시작했다. 임베디드 다이와 상단에 수동 소자가 있는 소형 모듈이 휴대용 디바이스에 장착되고 있다. 스마트폰은 임베디드 부품의 특성을 활용하여 새로운 기술을 가능하게 하는 큰 조력자이다. 이러한 기술적 배경과 함께 또 다른 비즈니스 분야인 전력 전자기기 군에서 임베디드 부품에 흥미를 갖기 시작했다. 자동차 산업계에서 발표한 부품 로드맵에서는 소형화된 전력 전자 애플리케이션용의 확실한 수요를 예상하고 있다. 수요 증대의 원동력은 3가지 주요 추세에 초점을 둔 국제적인 Co2 차량 배출에 대한 규제이다.
첫 번째는 ‘클래식’ 내연 기관의 더 높은 효율성이고, 두 번째는 차체의 효율성이며, 마지막은 구동계(drive train)의 전동화(electrification)이다. 이들 모두에서 임베디드 전력 전자기기의 엄청난 성장 잠재력이 보인다. 유럽 프로젝트에서는 다이 임베디드 기술을 사용하는 새로운 전력 패키지 및 전원 모듈 개발 프로젝트를 2013년부터 시작했다. 이 기술을 구현하려면 MOSFET, IGBT 및 전력 다이오드의 구리 종단이 필요하다. 500W ~ 50kW 범주의 전원 모듈을 개발하기 위해 서플라이체인 단계에서 설비와 프로세스가 개발되어왔다. 전원 모듈의 열 성능 향상을 위해 양면 냉각 기술이 개발되었다. 구리로 드레인 면의 MOSFET에 접촉하는 전체 영역과 은 소결 페이스트로 절연 금속 기판의 전력 코어의 임베디드 부품을 접촉하는 것 외에도, 열 저항 및 부유 인덕턴스(stray inductance)를 줄이는 매우 효과적인 개념이다. 500W 시험기로 구현하여 콘셉트를 증명하였다.
본고에서는 PedEleC(Pedal Electric Cycle) 애플리케이션의 작동 조건에서의 전원 모듈의 거동에 초점을 맞출 것이다. 전체 신뢰성 평가(열 충격 테스트, 리플로우 테스트 및 전원 사이클링) 및 스위칭 동작을 보여줄 것이다. 또한 PedEleC 전원 모듈의 열적 특성을 열 시뮬레이션 결과로 검증하였다. 더불어 싱글 칩 테스트 시료의 신뢰성 처리 전후의 전기적 특성에 대한 보다 상세한 조사를 보여주었다.
오늘날 도로를 달리는 수많은 자동차는 계속해서 환경과 인간의 건강에 심각한 문제를 일으킬 것이다. 주요 문제는 대기 오염(Co2 배출), 지구 온난화 및 석유 자원의 급속한 고갈[1]이다. 이러한 문제를 해결하기 위해 운송과 관련되었던 연구 개발 활동이 최근에는 전기 및 하이브리드 자동차 개발로 옮겨가고 있다. 내연 기관과 전기 모터를 결합하고 주행 조건에 따라 부하 분산을 최적화함으로써 하이브리드 시스템은 향상된 연비를 제공한다.
하이브리드 전기 자동차는 현재 가장 연비가 좋은 자동차이다. 가속 중에는 모터가 엔진을 보조하고 감속 중에는 회생 제동이 배터리를 충전하여 연비를 향상시킨다.[2]
전기자동차나 하이브리드 자동차로 주행하기 위해서는 엔진에서 발생하는 동력을 전기에너지로 변환시켜주는 시스템이 필요하다. 변환된 에너지는 배터리를 충전 및 방전하고 모터를 구동하는 데 사용된다.[3] 전기 자동차 애플리케이션용 전원 모듈은 상용 애플리케이션에 비해 고전류, 전압 및 온도를 감당해야 한다.
미래형의 애플리케이션에서는 향상된 기능과 성능이 요구될 것이다. 더 많은 양의 칩, 와이어 본드 및 상호 연결 구조가 필요하다는 의미이다. 이러한 고도화는 두 가지 주요 문제를 유발한다. 본드 와이어는 너무 높은 부유 인덕턴스를 유발하여 스위칭 동작에 영향을 준다. 더 높아진 전력은 동작 시간 동안 열을 증가시킨다. 따라서 특별한 열 관리 콘셉트가 필요하다. 이러한 요구 사항을 처리하는 유망한 콘셉트가 전력 임베디드 기술(power embedding technology)이다. 이 기술의 장점은 더 작고 가벼운 구조에 맞는 크기 감소, 더 낮은 인덕턴스 회로(더 높은 전압 또는 더 높은 전력 밀도 제공), 우수한 방열 및 향상된 신뢰성이다.
TCU(Transmission Control Unit) 위치의 일반적인 조건은 매우 가혹하다. 고객들은 크기로 인한 기계적 제한성, 높은 복잡성 그리고 향상된 기능을 동시에 요구하고 있다. 150℃ 이상의 높은 온도와 많아진 진동 부하 외에도 공격적인 매개체와의 직접적인 접촉이 이뤄진다. 자동차의 경우 27,000시간이 예상된다. 비용 측면은 항상 개발의 주요 원동력이 된다.
이러한 모든 요구 사항에 임베디드 기술은 고객의 요구를 충족시키는 훌륭한 솔루션이 될 수 있다. 임베디드는 부품에서부터 시작하여 기판까지 전체 시스템적인 기능 통합을 통해 모든 레벨에서 높은 소형화 구현이라는 엄청난 잠재력을 가지고 있다. 부품의 집적(부품의 캡슐화) 및 직접적인 구리-구리 상호 연결을 통해 열, 전기 및 신뢰성 성능이 향상될 수 있다. 기존 기판 솔루션과 임베디드 솔루션 간의 잠재적인 비용 평가 측면에서 본다면, 매력적이지 않을 수 있다. 그러나 기판 크기 감소 또는 2-기판 솔루션을 단일 기판 솔루션으로 교체(추가 어셈블리 영역)하는 데 따른 전체 시스템 간소화가 가능해 시스템 레벨 측면에서의 비용 절감 가능성이 기대된다.
프로젝트 동안 새로운 임베디드 기술에 기반한 전원 모듈 개발에 집중하였다. 부품은 소위 불리고 있는 전원 코어에 내장되어 있으며 전원 모듈을 만들기 위해 새로운 개념으로 집적하였다. 새로운 임베디드 개념은 양면 열 관리 개념을 사용하도록 설계되었다. 이 외에도 추가적인 소형화를 제공함으로써 공간 요구 사항에 대응할 것으로 예상되었다. 또한 더 나아진 전기적 성능과 더 높은 신뢰성이 기대되었다.
프로젝트의 주요 목표는 다음과 같다.
▶ 박형화된 전력 반도체를 내장한 파워 코어의 기술/공정 개 발 그리고 고신뢰성 제품에 대한 재료 평가.
▶ IMS(Insulated Metal Substrate - Thin Copper, Isolation Layer, Thick Copper) PCB와 파워 코어를 새로 운 소결 적층 공정으로 연결하여 최종 전원 모듈을 구축하 기 위한 공정 및 인터페이스 개발.
▶ 전원 모듈의 열-기계적 평가 및 시뮬레이션 및 높은 신뢰성 을 위한 최적화.
▶ 임베디드 개념의 잠재력과 이점을 평가하기 위해 기존 솔루 션과 비교한 임베디드 모듈 평가.
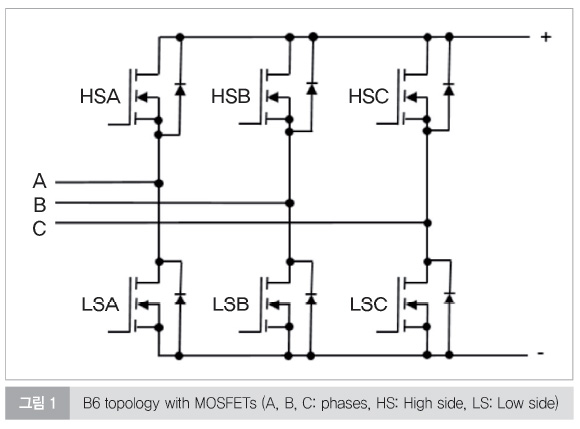
프로젝트 동안 여러 번의 데모를 실시하였다. 싱글 칩 시연기(single chip demonstrator)의 전기적 및 열적 성능을 평가하는 것 외에도 PedEleC 애플리케이션으로 파워 및 로직 모듈을 구현하였다. 저전력 소비를 위한 이 애플리케이션은 그림 1과 같이 MOSFET B6 토폴로지를 기반으로 하였다. 또한 열 관리 및 낮은 공간 요구 사항이 고려되었다. 시스템 설계는 전기 및 열 성능, 신뢰성 및 기계적 요구 사항을 포함하는 최종 사용자 요구 사항 및 사양에 따라 차이를 두었다.
임베디드 기술을 이용해 싱글 부품을 서로 매우 가깝게 배치할 수 있으므로 스위칭 셀의 인덕턴스가 최소화된다. 이는 전력 반도체의 스위칭 동안 과전압을 감소시키고 최종적으로 더 빠른 스위칭이 가능하게 한다.
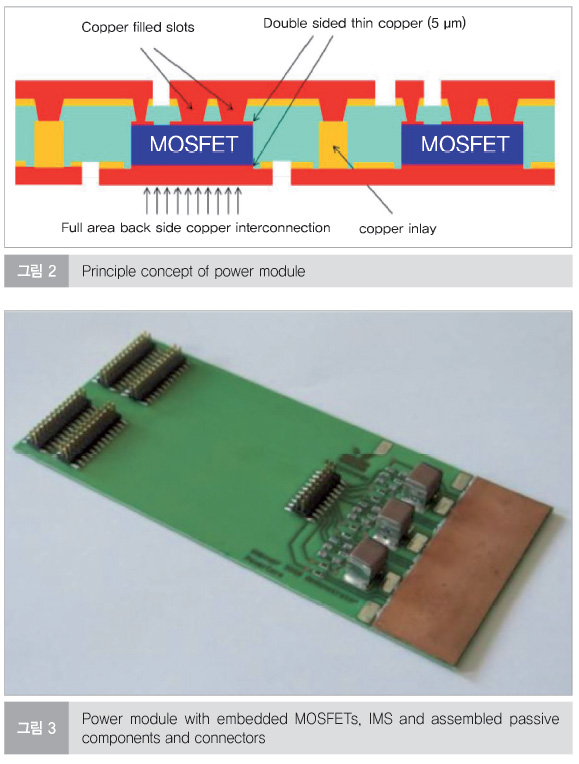
새로운 임베디드 개념의 주요 빌드업은 그림 2에서 보여주고 있다.
먼저, 박형 베어 다이 구리 종단 전력 반도체는 적층 공정을 통해서 유기 기판(유리섬유강화 에폭시 수지)에 집적시켰다. 상단 접촉부의 상호 연결은 동박 충진 μVia 기술로 구현되었다. 부품의 뒷면은 전체 영역 갈바니 구리(galvanic copper)로 연결된다. 이것은 임베디드 파워 코어에 있어서 기본적인 셋업이다.
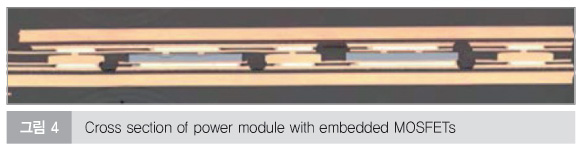
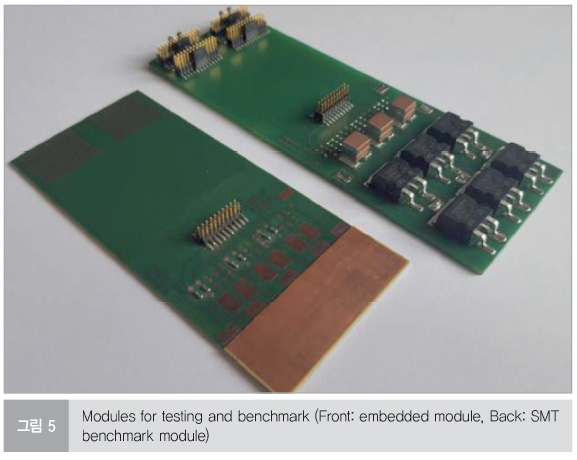
임베디드 전원 모듈의 빌드업을 위해 IMS는 전원 코어의 상단과 하단에 은으로 소결되어 있다. 소결된 레이어를 보호하고 더 나은 기계적 안정성을 위해 추가된 라미네이트 공정은 PCB 프리프레그의 레진으로 소결 침전 사이의 간격을 채운다. 그림 3에서는 최종 모듈을,그림 4에서는 단면도를 나타내고 있다.
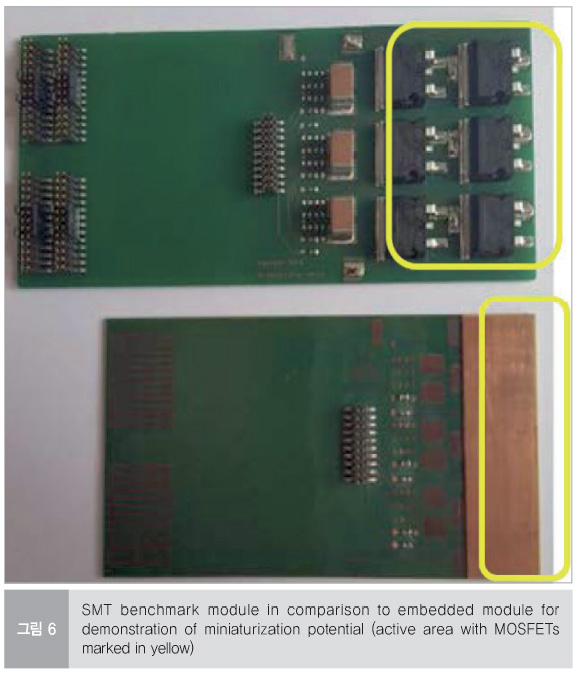
다양한 보고서 및 평가서에 따르면, 임베디드 기술은 신뢰성 측면 뿐만 아니라 소형화, 전기 및 열 성능 측면에서도 높은 성장 잠재력을 지니고 있다. SMT 실장용 패키지 부품을 사용하는 기존 PCB 기술의 벤치마크 모듈과 500W 전원 모듈을 비교하는 데모를 진행해 잠재력을 평가하였다(그림 5 참조). 이 모듈의 저전력으로 인해 유기 기판 기술을 사용할 수 있다.
SMT 벤치마크 모듈과 비교하면 임베디드 모듈은 20% 정도 크기가 작다(그림 6 참조). 이는 전체 모듈의 크기 축소 가능성을 의미하기도 한다. 능동 소자 영역(파워 부품 영역)의 소형화 평가에서, 약 50%의 소형화 구현이 가능하다는 점을 확인할 수 있었다. 능동 소자 영역은 그림 6에서 노란색으로 표시되었다. 크기가 많이 줄어든 것을 확인할 수 있었다. DCB(Direct Copper Bonded) 및 베어 다이 기술을 사용한 임베디드 기술과 비교했을 때 크기 감소 가능성이 더 적은 것으로 보인다. 소형 풋프린트 때문에 베어 기술이 기판을 소형화할 가능성도 있기 때문이다. 그러나 이 두 기술 간의 크기 감소 가능성에 대한 이론적 평가에서도 약 25% 정도의 기판 감소가 가능할 것으로 보인다.
시연기의 스위칭 동작 특성화의 경우, 이중 펄스 측정이 확립된 방법이다. 2개의 펄스를 통해 스위치 전류를 설정할 수 있으며, 시프트 동안 전류 및 전압 파형이 기록된다. 첫 번째 펄스는 스위치 전류의 정확한 조정을 위해 사용되며 측정은 두 번째 펄스 동안 수행된다.
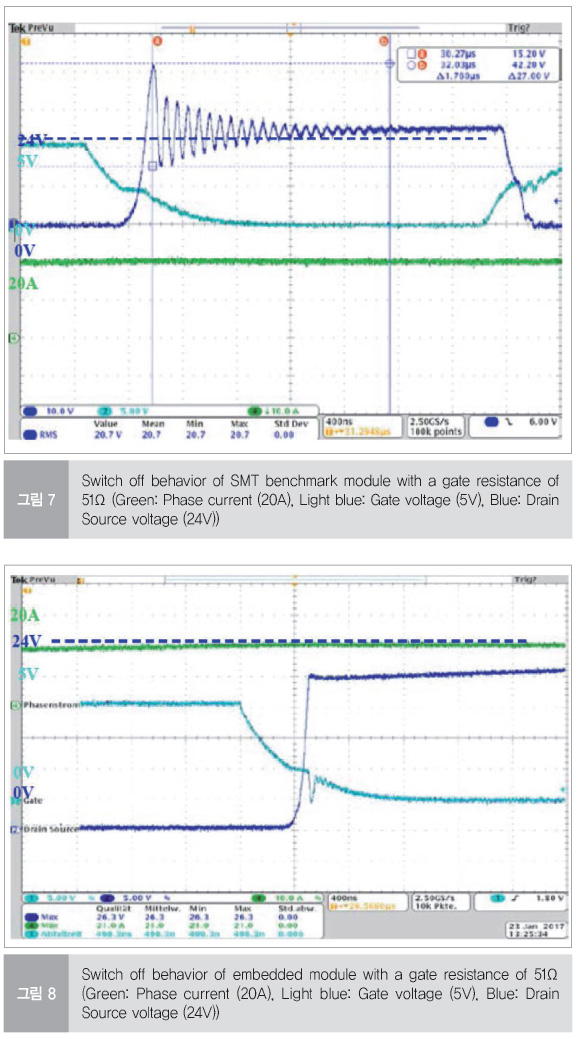
임베디드 모듈의 전기적 성능 비교 및 평가를 위해 벤치마크 모듈도 테스트했다. 그림 7에서는 SMT 벤치마크 모듈의 스위치 off 거동을 보여주고 그림 8에서는 임베디드 모듈의 거동을 나타내고 있다.
일반적으로 임베디드 모듈은 특히 SMT 벤치마크 모듈과 비교하여 우수한 스위칭 거동을 보였다. 이는 임베디드 회로(단 경로)에 맞춘 낮은 유도성 레이아웃을 설계할 수 있는 가능성을 의미한다. 드레인 소스 전압의 과전압 및 스윙을 줄일 수 있어(그림 7 및 그림 8의 파란색 선) 스위칭 손실이 줄어들고 유도 설정이 낮다. 스위칭 손실을 줄임으로써 스위칭 온/오프 시간도 단축할 수 있고 더 빠른 스위칭이 가능하다.
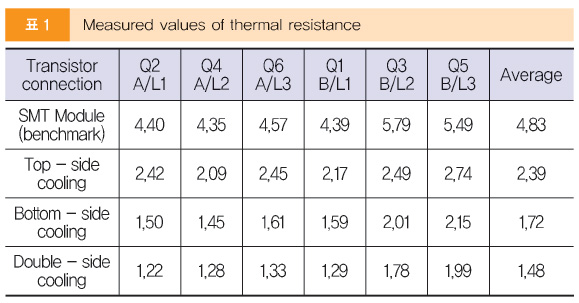
SMD 실장 모듈과 임베디드 모듈 사이의 벤치마크는 표 1과 같이 열저항에서 상당한 차이를 나타내고 있다. 양면 냉각의 경우, 열저항 측정값은 SMD 버전에 비해 약 30% 정도 낮았다. 리드프레임과 PCB를 통해 열이 흘러야 하는 열 경로가 다르기 때문에 열저항이 임베디드 모듈에 비해 훨씬 높으며, 열은 MOSFET의 양면에서 수직형 은 소결 상호 연결 접합부를 통해 방열판으로 직접 흐른다.
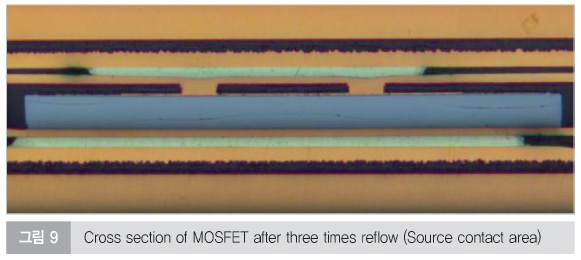
솔더링 이후의 어셈블리 공정을 보장하기 위해서는 임베디드 셋업의 리플로우 안정성이 확립되어야 한다. SMT 어셈블리에서 일반적인 리플로우 테스트를 모듈당 세 번 실시하였다. 전기 기능을 테스트한 후 모듈의 상호 연결 구조를 분석하기 위해 횡단면을 절단하였다. Gate 연결, Source 연결 및 Drain 연결에 중점을 두었다. 또한, 은 소결 배선뿐만 아니라 반도체 표면에 대한 PCB 절연 기판의 접착력을 평가하였다.
그림 9에서는 MOSFET의 소스 접촉 영역을 보여주고 있다. 소스 패드 연결과 후면 전체 영역 연결은 안정적인 구조를 나타내고 있다. MOSFET 표면의 박리는 식별할 수 없었다. 파워 코어의 상부와 하부에 있는 IMS의 소결 상호 연결에서는 크랙이나 박리가 보이지 않았다.
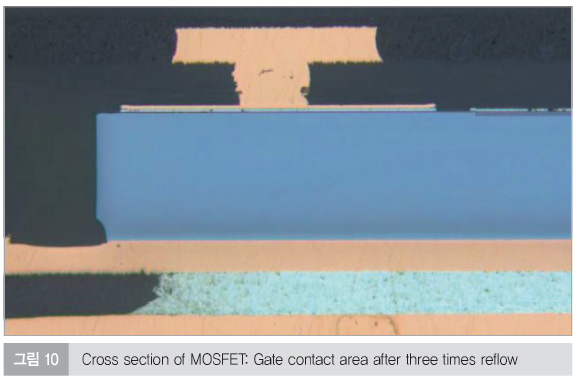
그림 10에서 게이트 연결을 보여주고 있다. 이전과 마찬가지로 신뢰할 수 있는 상호 연결을 볼 수 있으며 리플로우 테스트 중에 절연 기판과 반도체 사이의 박리 또는 절연 기판의 크랙이 생성되지 않았다.
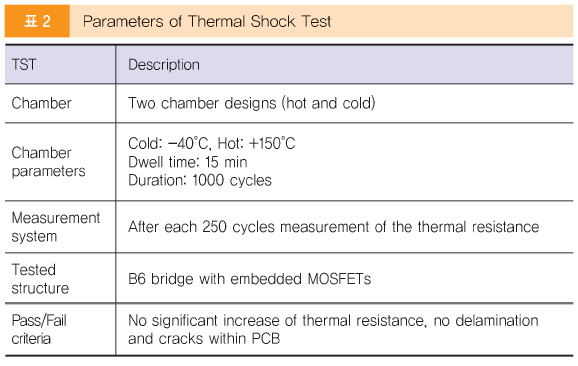
배선 구조의 열역학 안정성 평가를 위해 열충격 테스트(-40℃/+150℃)를 수행했다. 각 MOSFET의 열저항을 측정하여 모듈의 기능을 테스트했다. 이는 역방향 다이오드를 사용하여 수행되었으므로 MOSFET 자체를 열원으로 사용했다. 열충격 시험의 파라미터는 표 2에 나와 있다.
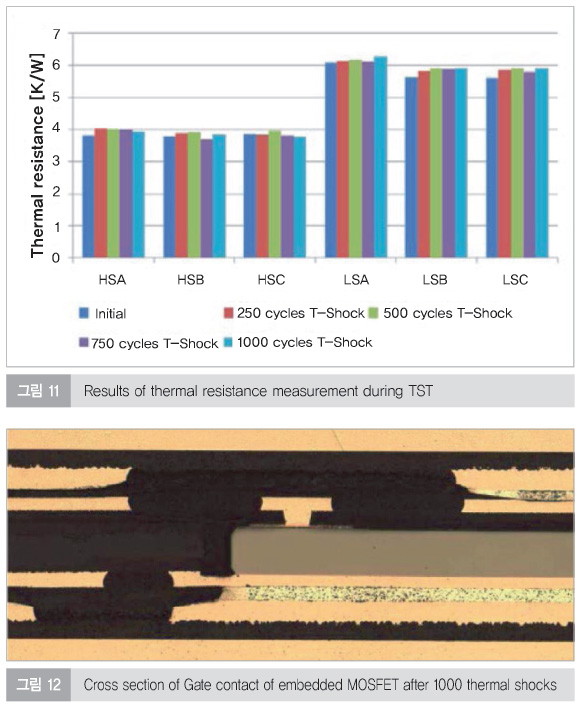
열저항 측정의 결과는 그림 11에서 보여주고 있다. 열저항의 현저한 증가가 보이지 않았다. High side(HS)와 low side(LS) MOSFET 간의 차이는 레이아웃에 의해 발생했다. LS FET 냉각은 HS FET보다 더 나빴다(레이아웃의 MOSFET 구성 및 결과적인 전기/열 경로). 열저항의 변화는 ±5%의 측정 공차를 두었다.
게이트 연결은 설정에서 가장 작은 구조이며 기계적 측면에서 가장 중요한 항목이다. 그림 12에서 볼 수 있듯이 1000번의 열 충격 후에도 우수한 상호 연결 상태를 나타냈다.
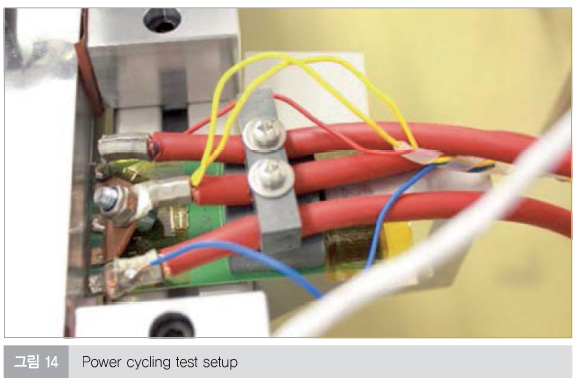
첫 번째 파워 사이클링 테스트는 모듈 레벨에서 수행되었다. 그림 13과 그림 14와 같이 테스트를 설정하였다. 고전류 연결은 HS 및 LS FET의 공통 드레인 연결과 모듈의 단락된 위상 연결이다. 그러면 테스트 중에 HS 및 LS FET가 병렬 모드로 작동한다.
활성 파워 사이클링 동안 접합부 온도를 모니터링하기 위해 내부 역방향 다이오드는 표준 절차로 테스트를 시작하기 이전에 다른 온도에서 조정되었다. 목표는 각 활성 사이클에서 100K의 온도 스윙(temperature swing)을 구현하는 것이다. 3초 가열 이후에 20℃까지의 냉각이 필요했고, 이는 6초 동안 전류를 차단하여 실현되었다. 모듈의 구성으로 인해 HS 다이는 60K의 온도 스윙에서만 구현되는 반면에, LS 다이는 100K에 도달했다는 점을 언급할 필요가 있다. 이 효과는 모듈 내의 FET 구성과 그에 따른 다른 열 경로로 인해 발생한다. 테스트 기준은 순방향 전압이 20% 증가하면 모듈 고장으로 정의하였다. 테스트는 순방향 전압의 눈에 띄는 증가 없이 300000개의 활성 전원 사이클 후에 중지하였다.
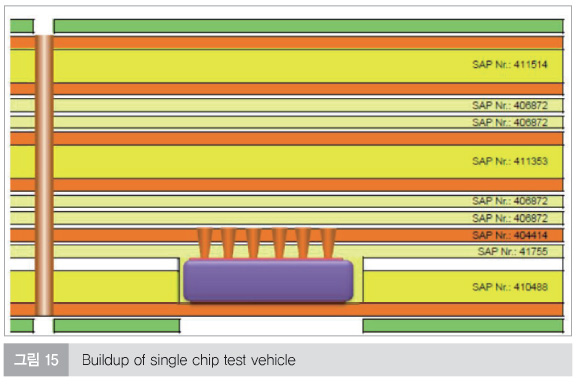
싱글 칩 테스트 보드의 목적은 기존 다층 구조에서 드레인의 전체 영역 연결과 함께 소위 파워 코어로 불리는 MOSFET을 사용하여 새로운 임베디드 기술을 평가하는 것이다. 두꺼운 동박 레이어의 멀티 6층 PCB가 48V 자동차 전력 애플리케이션에 맞춰 시뮬레이션하였다. 구성에 대한 자세한 내용은 그림 15에서 볼 수 있다.
전원 공급 장치의 경우, 자동차 상황에 맞게 시뮬레이션하기 위해 최대 1kA를 처리할 수 있는 압입 커넥터(press fit connector)를 사용하였다.
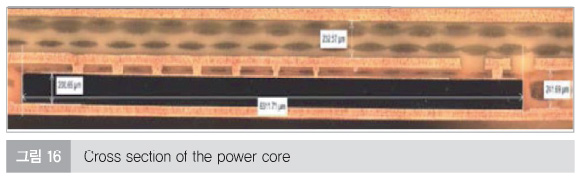
새로운 구조를 가지고, 최적의 테스트 조건을 수립하기 위해 테스트 보드의 바닥면을 히트싱크에 솔더링함으로써 MOSFET의 고효율 냉각이 가능했다. 또한 센싱 라인은 RDS(on) 계산과 커넥터 상의 전압 강하 측정을 위해 정확하게 전압을 측정하도록 다양한 위치의 MOSFET에 직접 배치하였다. 그림 16은 6-레이어 테스트 보드의 일부인 파워 코어에 임베디드된 다이를 보여주고 있다. MOSFET의 상단에서 큰 소스 패드와 작은 게이트 패드의 마이크로 비아 연결을 볼 수 있다.
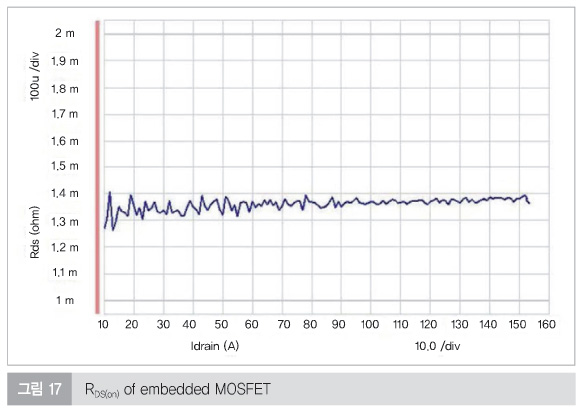
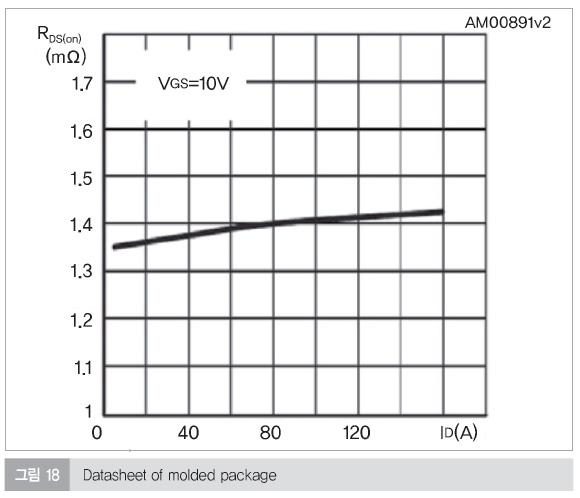
평가의 또 다른 목적은 다층 기판에 실장된 몰드형 패키지의 MOSFET을 사용하는 기존 콘셉트와 임베디드 MOSFET을 사용한 새로운 콘셉트의 전기적 파라미터를 비교하는 것이다. 초점은 임베디드 다이와 몰드형 패키지의 비교였다. 정적 평가(static evaluation)에서 가장 중요한 파라미터는 저항, 커패시턴스 및 누설 전류이다. 이 파라미터는 공장에서 받은 보드를 이용하였고, 이 보드를 –55℃/150℃의 1000 사이클을 거친 TST 테스트 이후에 측정하였다.
전류에 대한 RDS(on) 측정에서는 몰딩형 패키지의 데이터 시트에 비해 임베디드 다이 구성이 약간의 감소를 나타냈다. 전기 저항의 감소는 몰딩형 패키지에서 와이어 본드 또는 구리 클립을 사용하는 대신에 소스 패드를 연결하는 마이크로 비아 그리드와 마이크로 비아에 연결된 두꺼운 동박 평면을 사용하여 이뤄냈다. TST 이후, RDS(on) 1.6%의 약간의 증가는 열 노화의 영향으로 볼 수 있다. 그림 17과 그림 18은 RDS(on)의 과전류 그래프를 보여주고 있다.
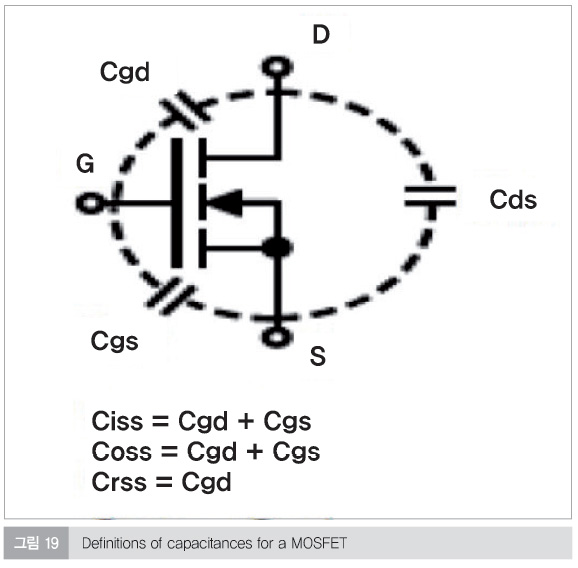
MOSFET 커패시턴스 상의 패키징 기술의 영향이 다음 주제였다. 집적된 다이의 입력 커패시턴스, 출력 커패시턴스 및 역방향 전사 커패시턴스를 평가했으며 정의는 그림 19에 나와 있다.
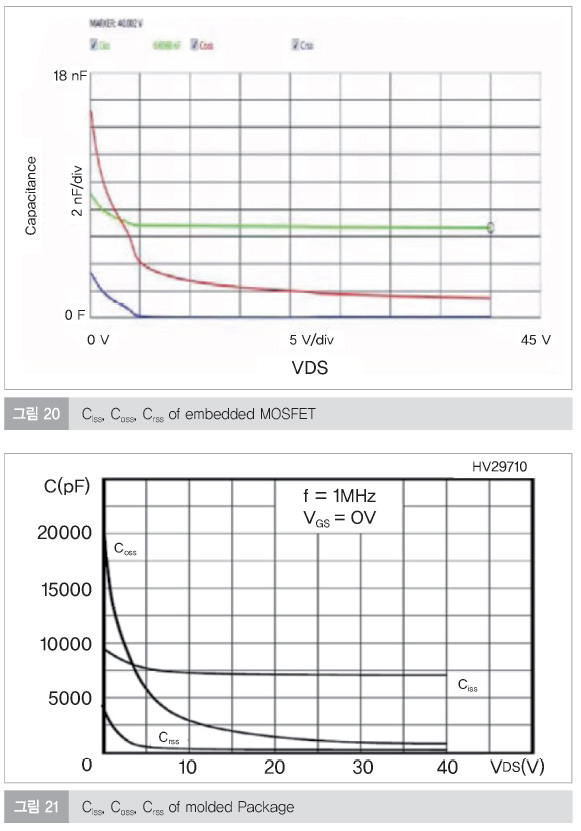
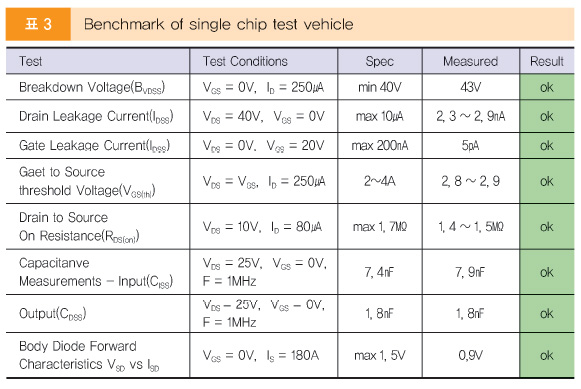
모든 측정은 0-40V 레벨 범위에서 파워 디바이스 분석기로 수행되었다. 임베디드 버전과 상업적으로 사용 가능한 부품의 결과에서는, 초기 측정치에서 큰 편차가 없었던 파워 코어의 임베디드 다이를 TST 처리한 후에도 매우 유사했다. 그림 20 및 그림 21은 측정된 입력, 출력 및 역방향 전사 커패시턴스를 보여주고 있다.
파워 분석기로 평가된 세 번째 파라미터는 싱글 칩 테스트 보드에 내장된 40V MOSFET의 누설 전류였다. 드레인-소스 누설 전류 IDSS는 2nA에서 일반적이었고 TST 처리 후 5nA로 늘어났다. 몰드형 패키지의 최대 지정 전류는 10μA이었다. 또한 게이트-소스 전류 IGSS는 TST 전 5pA, TST 후 5.6pA로 매우 낮은 수치를 보였다. 몰드형 패키지의 최대 지정 전류는 200nA이었다.
싱글 칩 테스트 보드의 임베디드 MOSFET에서는 상용 MOSFET 부품의 데이터시트로 벤치마킹하였다. 이 벤치마킹은 표 3에 나와 있다.
프로젝트 동안 전원 부품의 통합을 위한 새로운 임베디드 개념이 개발되었다. 임베디드 기술은 높은 소형화 가능성과 우수한 전기적 성능으로 인해 자동차 애플리케이션에 대한 유망한 가능성을 보여주고 있다. 또한 이 개념은 우수한 리플로우 안정성과 열 충격 테스트에서 높은 저항을 보여주었다. 몰드형 패키지와 임베디드 다이의 전기적 벤치마크는 동일한 성능을 보여주었다. 특히 누설 전류 측정의 경우 임베디드 버전이 우수한 동작을 보였다. 임베디드 기술은 비용 경쟁력이 있는 PCB 기술과 동등하거나 더 나은 전기, 열 및 신뢰성 특성으로 자동차 고객 요구 사항에 대응 가능한 기회를 제공한다.
REFERENCES
[1] M. Ehsani, Y. Gao, A. Emadi: “Modern Electric, Hybrid Electric, and Fuel Cell Vehicles: Fundamentals, Theory and Design, Second Edition”, Taylor and Francis Group. LLC, 2010
[2] T. Hitachi, H. Gohara, F. Nagaune: “Direct Liquid Cooling IGBT Module for Automotive Applications”, Fuji Electric Review Vol. 58, No. 2
[3] A. Nishiura, A. Soyano, A. Morozumi: “IGBT Modules for Electric Hybrid Vehicles”, Fuji Electric Review Vol. 53, No. 3