솔더 페이스트 변경, 온도 프로파일 조건 개선이 필요
패키지 건조, 휨 및 헤드-인-필로우의 발생 위험도 낮춰
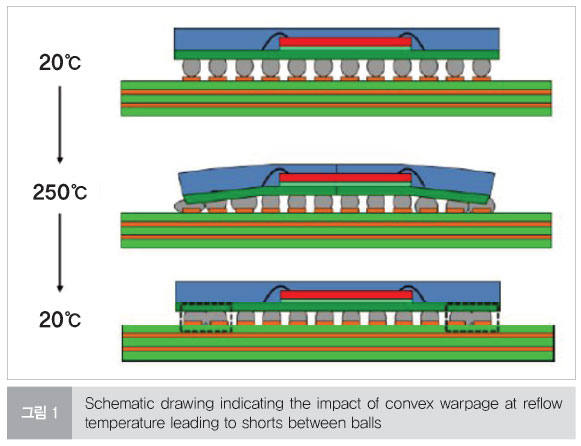
IC 패키지는 서로 다른 열팽창 계수(CTE)를 지닌 여러 재료들로 구성되어 있기에 온도 변화에 따라 재료가 다르게 팽창하거나 수축하며, 이로 인해 기계적 응력이 발생하여 전반적인 패키지 휨을 초래한다. 솔더 리플로우 온도 이상의 온도에서 과도한 패키지 휨은 솔더 공정 실패로 이어질 수 있다. 볼록한 뒤틀림과 오목한 뒤틀림 모두 발생할 수 있지만 서로 다른 종류의 솔더링 실패로 이어질 수 있다. 패키지가 리플로우 온도에서 과도한 볼록 변형을 보일 때, 외부 솔더 조인트가 무너져 두 개 이상의 조인트가 하나의 조인트 단락을 형성할 수 있다. 솔더 리플로우 온도 이하로 냉각된 후, 이 조인트는 동결되고 부품은 어셈블리 이후 전기적 오류를 보인다.
무연 솔더 도입과 관련해 새롭게 대두된 신뢰성 문제 중 하나는 BGA 패키지의 헤드-인-필로우(head-in-pillow, 이하 HiP) 솔더링 불량이다. 이러한 문제는 리플로우 온도에서 과도한 패키지 뒤틀림으로 인해 주로 발생한다. 리플로우 온도에서 볼록해지거나 오목해지는 휨 현상 모두 HiP 문제로 이어질 수 있다. 솔더 페이스트와 솔더 볼이 기계적으로 접합되지만, 하나의 균일한 조인트를 형성하지 않는 곳에서 발생할 가능성이 더욱 크다. Thermo-Moir 프로파일 측정법을 통해 본고에서는 두 개의 플렉스 BGA 패키지의 HiP에 대해 설명한다. 솔더 리플로우 온도에서 100μm보다 높은 로컬 및 글로벌 높이 차이가 측정되었다. 이는 용융된 솔더 볼과 솔더 페이스트 사이에 접촉이 없도록 하기에 충분할 수 있다. 마지막으로 패키지 건조의 영향을 측정했다.
IC 패키지는 서로 다른 열팽창 계수(CTE)를 지닌 여러 재료(실리콘, 몰드 컴파운드, 언더필, BT 기판, 구리 리드프레임 등)로 구성되어 있기 때문에 온도 변화에 따라 재료가 다르게 팽창하거나 수축하고, 이로 인해 기계적 응력이 발생하여 전반적인 패키지 휨을 초래한다.
솔더 리플로우 온도 이상의 온도에서 과도한 패키지 휨은 솔더 공정 실패로 이어질 수 있다. 볼록한 뒤틀림(모서리가 아래로 구부러짐)과 오목한 뒤틀림(모서리가 위로 구부러짐) 모두 발생할 수 있지만 서로 다른 종류의 솔더링 실패로 이어질 수 있다.
패키지가 리플로우 온도에서 과도한 볼록 변형을 보일 때(그림 1 참조), 외부 솔더 조인트가 무너져 두 개 이상의 조인트가 하나의 조인트 단락을 형성할 수 있다. 솔더 리플로우 온도 이하로 냉각된 후, 이 조인트는 동결되고 부품은 어셈블리 이후 전기적 오류를 보인다.[6]
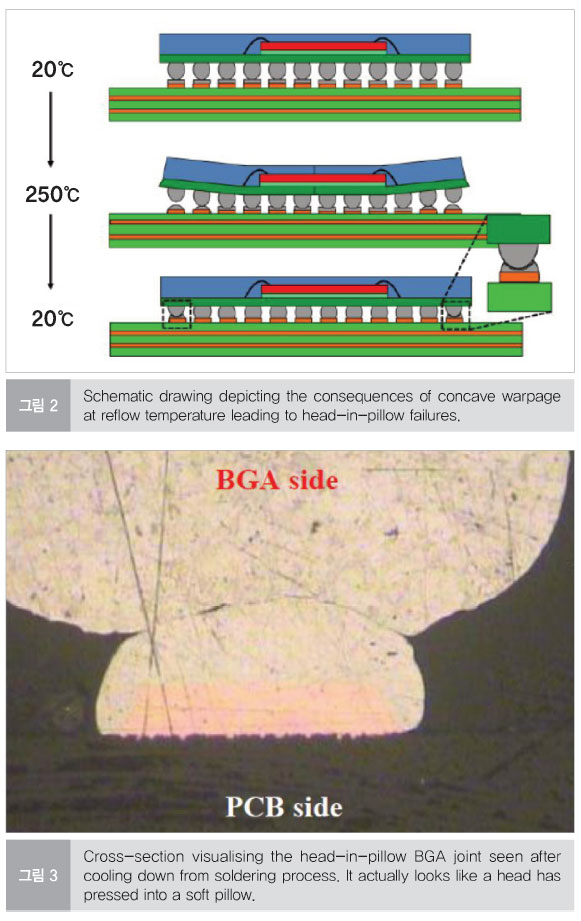
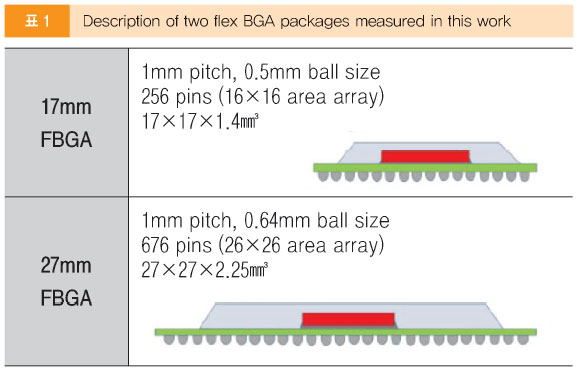
패키지에 과도한 오목 변형이 있는 경우, 또 다른 솔더링 오류가 발생할 수 있다. 솔더 응고 온도에서 너무 높은 오목한 휨은 솔더 페이스트 침전물이 패드에 젖어 들지만, 볼을 완전하게 적시지 못하거나 혹은 액체 솔더 연결이 응고 전에 다시 함께 병합되지 않고 분리되는 곳에서 소위 HiP를 유발할 수 있다(그림 2 참조). 그 결과 일시적인 전기적 상호 연결을 제공하기에는 충분한 연결이 있지만, 기계적 강도가 빈약한 솔더 조인트가 생성된다(그림 3 참조). 조인트 강도가 약하기 때문에 기계적 응력이 매우 작아도 조인트가 파손될 수도 있다. 이 결함은 일반적으로 전기 테스트에서 감지되지 않으며 패키지 휨으로 인해 BGA 볼이 PCB 솔더 패드에서 손실되는 부문이 약간의 온도 상승에 노출되면 어셈블리 이후 전통적으로 현장 오류로 나타난다.
볼록한 휨은 또한 중앙 영역에서 HiP를 초래할 수 있다. 이는 변형의 모양에 따라 크게 달라지며, 패키지를 보드에 부착된 상태로 유지할 수 있는 솔더 조인트를 결정한다.
무연 어셈블리로 전환한 이후 HiP 불량이 매우 중요해졌다.[1], [2], [3] 약 30℃ 더 높은 리플로우 온도는 더 많은 절대 변형을 일으킨다. Low-CTE(7~10ppm/℃) 몰드 화합물을 사용하면 PCB(14~18ppm/℃) 및 BT 기판(14ppm/℃)과의 CTE 불일치가 커진다.[3] 특히 후자는 중대한 프로세스 실패 문제로 HiP를 다시 가져온다(기본적으로 무연/친환경 몰드 이전 시대에는 존재하지 않았다). 패키지 및/또는 PCB의 수분 흡수도 패키지의 휨 동작에 영향을 미칠 수 있다. 패키지를 베이킹(baking)하는 것이 해결책 중 하나가 될 수 있다.
휨은 HiP 문제의 주요 원인이므로 잘 제어되어야 한다. 최적화된 열 프로파일과 함께 플럭스 화학물을 개선하면 문제를 줄일 수도 있다. BGA 솔더 볼이 솔더 페이스트(플럭싱제 포함)와 접촉되지 않을 때 볼은 산화되고, 볼이 솔더 페이스트로 되돌아올 때 플럭싱제가 사라질 수 있다. 플럭스 디핑 및/또는 N2 가스 리플로우를 추가하면 HiP 불량률이 감소한다.
페이스트 양을 늘리는 것도 권장된다. 이는 정사각형 개구 vs 원형 개구를 사용하거나 브리징을 위태롭게 하지 않고 전체 침전 볼륨을 늘림으로써 수행할 수 있다.
본고에서는 두 개의 플렉스 BGA 패키지에서 발생하는 HiP 솔더링 오류를 보고한다. 이 두 패키지의 기본 기하학적 특성은 표 1에 요약되어 있다.
HiP 솔더링 문제를 설명하기 위해 솔더 리플로우 프로파일 동안의 휨은 INSIDIX 측정 시스템을 사용하여 정보를 얻었다.[1] 휨은 TDM(topography and deformation measurement)을 통해 실험적으로 측정되었고, Projection Moir 원리를 기반에 두어 계측되었다. 조명 프로젝터는 약 45˚ 각도에서 등거리 평행선으로 구성된 줄무늬 조명 패턴으로 샘플을 비췄다. 투사된 조명 패턴은 카메라로 기록하였다. 샘플 표면이 구부러진 경우, 기록된 빛 패턴에 변화가 있었다. 투사된 패턴과 기록된 패턴 사이의 오프셋을 측정하여 곡률의 양을 계산할 수 있었다. 또한, TDM을 수행하면서 샘플을 가열 및 냉각하였다. 이를 통해 제조 공정의 온도 프로파일을 시뮬레이션하고 해당 휨 변화를 계산할 수 있다. 이러한 패키지에 최대 245℃의 일반적인 리플로우 온도 프로파일이 적용되었다.
BGA 하단의 3D 형상은 볼로 인해 측정하기 어려우므로 패키지의 상단 ‘몰드’ 면에서 휨을 측정했다. 패키지는 상온에서 보관하였으며 사전의 건조 및 습윤 과정을 거치지 않았다. 패키지가 약간의 습기를 흡수한 것으로 예상된다.
그림 4는 솔더 온도 프로파일의 다양한 온도 단계에서 측정된 17mm 크기 패키지의 면외(面外) 프로파일을 보여주고 있다. 패키지는 실온에서 상당히 편평하고 볼록한 뒤틀림이 특히 200℃ 이상에서 발견되었으며, 245℃에서 가장 큰 변형이 있음을 알 수 있다.
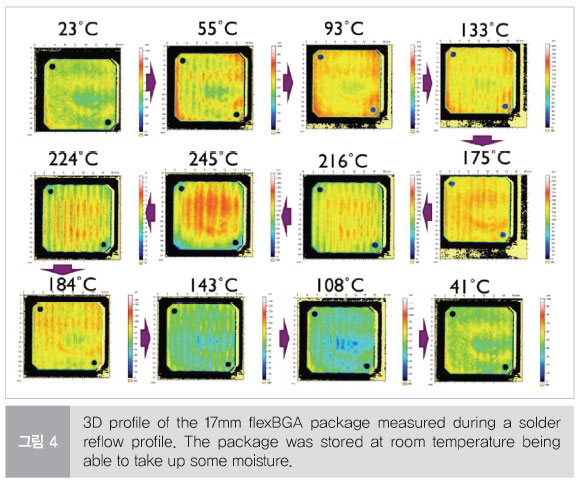
그림 5는 23℃~245℃에서 지형 프로파일(topography profile) 간의 차이를 보여주고 있다. 델타 그래프에서는 이 BGA 패키지가 가장 높은 온도에 있을 때 볼록한 변형을 얻는다는 것을 분명히 나타냈다. 네 귀퉁이가 휘어지고 있다. 그림 6은 대각선에 걸친 면외 변형을 보여주고 있다. 패키지가 거의 150㎛ 휘어지고 이는 내부 볼이 HiP 솔더 오류를 일으킬 가능성이 있는 이유를 설명한다.
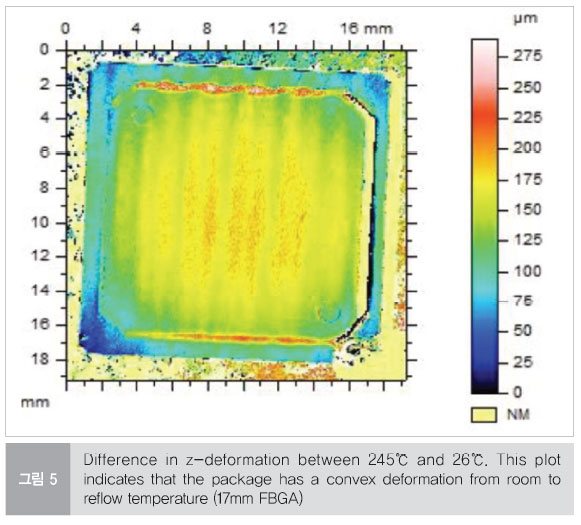
JEITA ED7306 가이드라인은 1mm 피치와 0.5mm 볼 높이의 패키지에 대해 최대 허용 휨이 220㎛라고 설정했다. 기판 자체도 휘어질 수 있고 상온에서 플렉스 면이 이미 수십 미크론 아래로 휘어져 있으므로 측정된 휘어짐은 이 임계값에 가깝다.
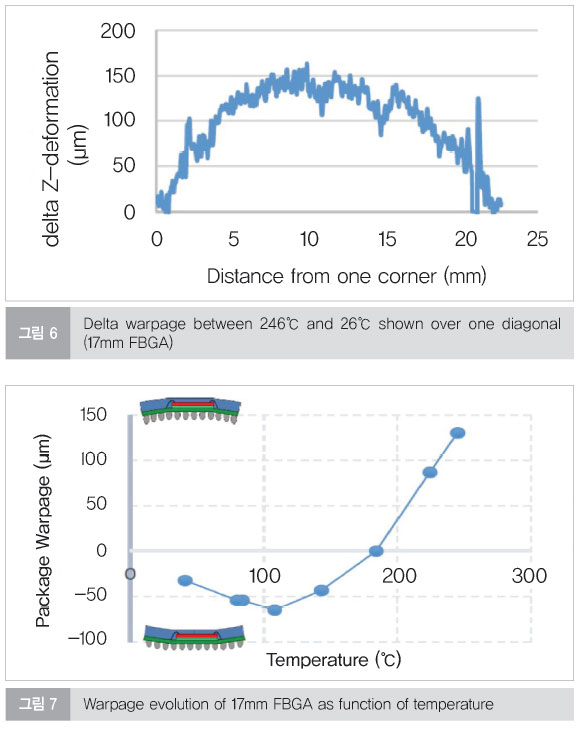
그림 7에서 볼 수 있듯이 볼록한 변형은 주로 180℃ 이상에서 발생했다. 이것은 라미네이트의 팽창보다 몰드 컴파운드의 더 높은 열 팽창으로 인해 일어난다. 약 110℃의 전환점은 아마도 몰드 컴파운드의 유리전이점 Tg와 관련이 있을 것이다. 이 Tg 미만에서는 몰드 컴파운드의 CTE가 라미네이트보다 낮다.
볼 피치가 1mm인 27×27㎟ 플렉스 BGA 패키지의 경우 또 다른 종류의 ‘숨겨진’ HiP가 발생했다. Non-wetted 볼은 17mm 패키지와 같이 내부 영역이나 가장자리에서 발견되지 않았지만, 외형 3열과 4열에서 발견되었다. 동일한 패키지 유형에 대한 솔더링 문제도 참조[5]에서와 같이 보고되었다.
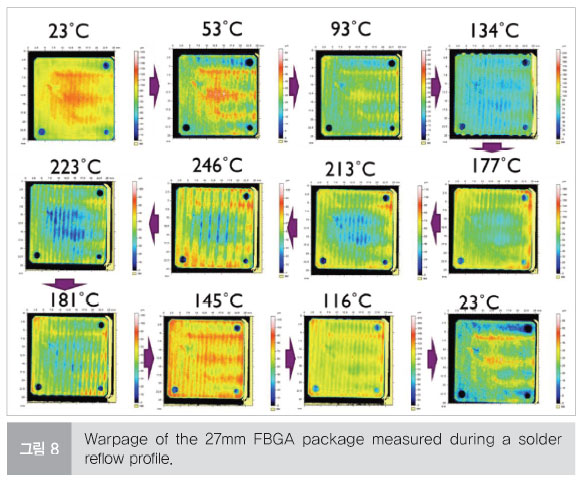
이 결과를 설명하기 위해 동일한 측정 방식으로 이 패키지에서 휨 vs 온도 측정 작업을 수행했다. 서로 다른 온도 단계에서의 지형은 그림 8에 나와 있다.
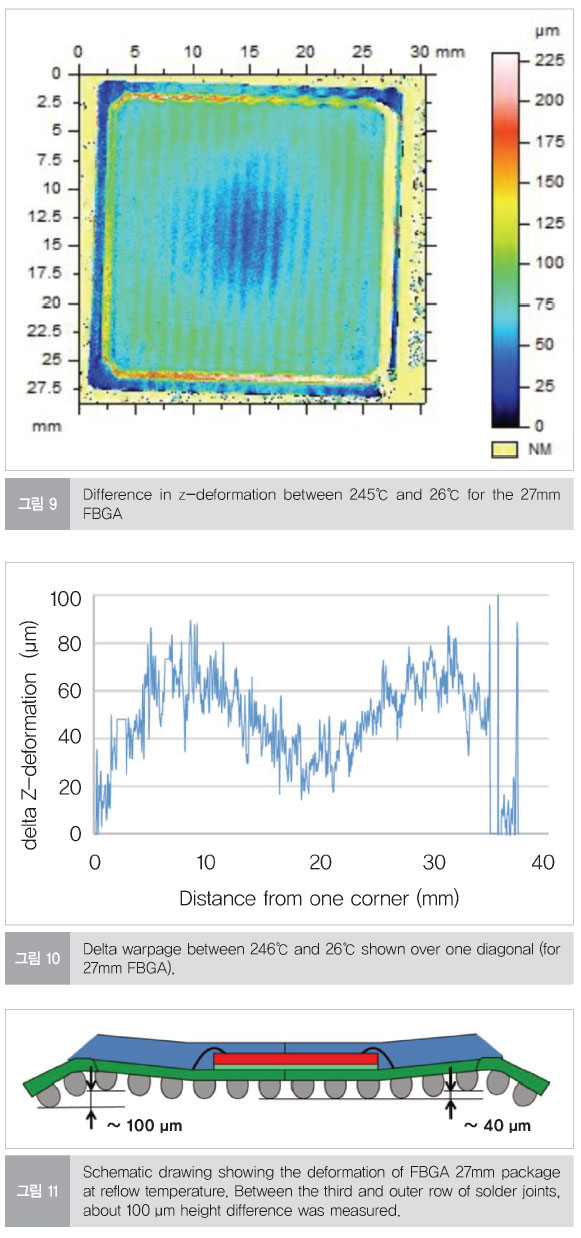
실온에서 패키지는 약간의 볼록한 휨을 가지고 있었다. 그러나 솔더 리플로우 온도보다 높은 온도에서는 패키지가 오목한 모양이 된다. 그런데 이는 내부 영역에만 해당된다. 그림 9의 델타 윤곽 플롯과 그림 10의 대각선에 대한 z-변형에 표시된 대로 가장자리와 네 모서리는 온도가 상승할 때 여전히 아래쪽으로 휘어졌다.
리플로우 온도에서 이러한 변형 프로파일의 결과는 가장자리로부터 약 3~4mm 떨어진 지점에서 나왔고, 패키지가 가장 높은 지점이었다. 피치가 1mm인 경우 이는 솔더 조인트의 세 번째 및 네 번째 행이 PCB와 접촉하지 않아 이 패키지에서 발생하는 HiP 문제로 이어질 위험이 있음을 의미한다. 그림 11에 개략적으로 표시되어 있다. 실온에서 패키지의 초기 볼록한 뒤틀림과 아래로 휘어지는 몰딩되지 않은 플렉스 기판을 고려하면 리플로우 온도에서 세 번째 솔더 볼과 솔더 조인트의 가장 외측 사이에 100μm의 높이 차이를 쉽게 가질 수 있다. 이는 헤드-인-필로우 문제를 해결하기에 충분할 수 있다.
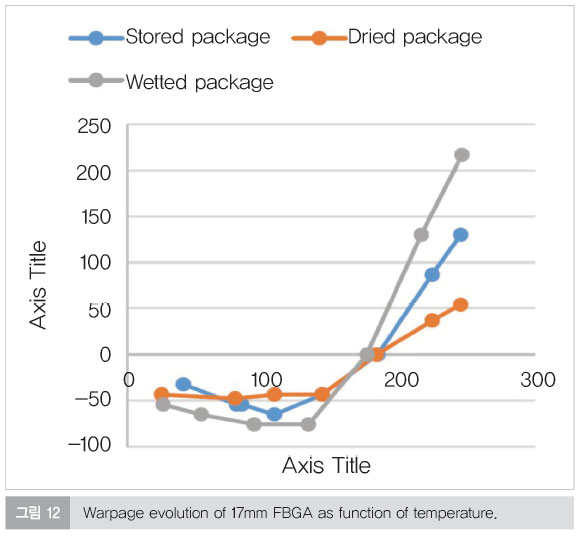
휨-온도 변화를 확인하기 위해 다음과 같은 사전 조건으로 3개의 17mm FBGA 패키지를 측정하였다.
▶ 실온에 보관된 패키지: 섹션 3에 제시된 패키지
▶ 125℃에서 5일 동안 보관된 건조 패키지
▶ 85℃/85% 오븐에 15시간 동안 넣어둔 젖은 샘플
그림 12에서는 세 가지 사전 조건에 대한 변형 변화를 보여주고 있다. 예상대로 젖은 패키지에서 가장 높은 휨이 발견되었고 건조된 패키지에서 가장 낮았다. 그 차이는 약 4배였다. 저장된 샘플은 두 곡선 사이에 있다. 리플로우 공정 전에 이러한 패키지를 건조하면 뒤틀림이 약 2.5배 감소하고 아마도 HiP 문제가 해결될 것이라고 생각한다.
OEM 입장에서 높은 위험군의 HiP는 까다롭고 복잡한 솔더링 관련 문제이다. HiP 결함은 BGA와 프린팅된 솔더 페이스트 사이에서 나타나는 솔더 조인트의 불완전한 결합이다. 본고에서는 다음과 같은 결론과 권장 사항을 정의한다.
▶ 솔더링 후 HiP 오류가 발생한 경우, Project Moir 측정방법은 뒤틀림 문제를 시각화하고 정량화하는 데 매우 유용하다.
▶ 2개의 플렉스 BGA 패키지의 경우 리플로우 온도에서 높은 휨이 측정되었는데, 이는 이 패키지의 HiP 민감도를 설명한다.
▶ 두 패키지 모두 플렉스 BGA이지만 HiP 볼은 서로 다른 위치에서 발견되었다. 17mm BGA에서는 중앙 영역에서 가장 문제가 많았고, 27mm FBGA는 세 번째와 네 번째 행에 HiP 볼이 있었다.
▶ 솔더 페이스트 및 온도 프로파일 조건을 개선하는 것 외에도 패키지 건조는 뒤틀림 및 헤드-인-필로우의 발생 위험도를 줄인다. 뒤틀림 감소는 17mm FBGA의 경우 2.5배 높았다.
REFERENCES
1. Scalzo, M., “Addressing the Challenge of Head-inPillow Defects in Electronics Assembly”, Indium Corporation Technical Library, 2009.
2. Vandevelde, B. Excessive warpage of large packages during reflow soldering. In: The ELFNET Book on Failure Mechanisms, Testing Methods and Quality Issues of Lead Free Solder Interconnects. Springer; pp.283-296; 2011. (Chapter 13)
3. Vandevelde B., Deweerdt R., Duflos F., Gonzalez M., Vanderstraeten D., Blansaer E., Brizar G., Gillon R. (2009), Impact of Moisture Absorption on Warpage of Large BGA packages during a lead-free reflow process, pp. 162-165, Therminic Workshop, Leuven, Belgium.
4. M. Hertl, D. Weidmann, and J-C. Lecomte (2009), Process Optimization: Influence of Heating and Cooling Rate on the Thermo-Mechanical Stress Generated in Components, EMPC2009, Rimini, Italy.
5. A. Arazna, G. Koziol, W. Steplewski, K. Lipiec, Head on pillow defects in BGAs solder joints, ESTC conference, 13-16 Sept. 2010, Berlin, Germany.
6. B. Vandevelde, M. Lofrano and G. Willems, Green mold compounds: impact on second level interconnect reliability. In: Electronics Packaging Technology Conference - EPTC. ieee, 2011. (7-9 December 2011; Singapore, Singapore.)
|







