소형 치수가 포함된 것은 대량 리플로우 내의 자체 균등한 형상에 관한 접합의 전체 무너짐 측정 없이 최적화된 솔더 기반 플립칩 어셈블리 프로세스를 향상시키기 어렵게 만들고 있다. 모든 3개의 무연 합금이 공융 Sn/Pb 대비 더 많은 플럭스가 요구됨을 고려하였다. 실제로 Sn/Ag/Cu/In 합금의 젖음성은 매우 우수하지 않았고, 테스트된 다른 3개의 어떠한 비세척 플럭스에서도 굳건한 무너짐 효과를 얻지 못했다.
실험결과들
Sn/Ag/Cu/In 합금은 상대적으로 낮은 융점 때문에 이론적으로는 매력적이다. 비용과 In의 제한적인 공급량이라는 문제점이 있지만, 전체 솔더 체적이 매우 소량인 플립칩 애플리케이션용에서는 그렇게 중요한 사항은 아니다. 그러나 우리가 관찰하고 자 하는 것은 Sn/Ag/Cu와 Sn/Sb 합금이 매우 높은 융점에도 불구하고 좀 더 효과적으로 젖는 현상과 무너짐 경향이다.
.jpg)
솔더링 프로세스에서 최소한의 요구사항은 납땜 습윤 현상을 제한하는 것도 없는 서브스트레이트 상에서 효과적인 무너짐이 가능하게 하는 것이다. 그림 1에서는 OSP 처리된 동박 표면의 리플로우 이후 공융 SnPb 볼을 적용한 8㎜ 피치 어레이 다이의 X-Ray 영상을 보여주고 있다. 4㎜ 높이의 볼은 Flux D의 두께 1.5㎜ 필름에 넣어졌고, 그 다음에 표준 SMT 리플로우 프로파일을 통과시키는 ‘어셈블리’를 진행했다. 높은 습윤현상과 접합 간의 브릿징 현상을 접할 수 있었다. 종단면 분석에서는 1㎜ 미만의 스탠드오프를 발견하였다.
85.9Sn/3.1Ag/10In/1.0Cu
처음으로 Flux A가 고려되었다. 테스트 다이 상에서 4㎜ 높이의 볼이 Flux A의 두께 0.5㎜ 필름에 넣어졌고, Cu(OSP) 서브스트레이트에 실장되었다. 그런 후에 ‘어셈블리’ 프로세스는 228℃의 피크 온도와 59초의 액상유지 즉, Profile 1을 사용하여 리플로우 되었다. 이 합금이 214℃ 피크 온도의 프로파일을 가진 공융 SnPb와 유사할 것으로 기대하였다. 실험 현장에서는 약 3㎜의 스탠드오프로 매우 낮은 무너짐 성능을 나타냈고, 접합들 간의 브릿지가 없었다. 플럭스 두께를 2㎜로 높임으로써 일부 브릿지와 1.5㎜의 스탠드오프를 개선시켰다. 1.16(Profile 2) 사항에 의한 ‘stretch’ 프로파일을 위해 벨트 속도를 줄였지만 측정에는 아무 영향이 없었다. 피크 온도를 13℃(Profile 3) 높이는 것은 매우 미미한 영향을 보였다. 1.4㎜의 스탠드오프로 무너졌던 볼들을 두께 2㎜의 플럭스 필름 내에 다시 넣었다.
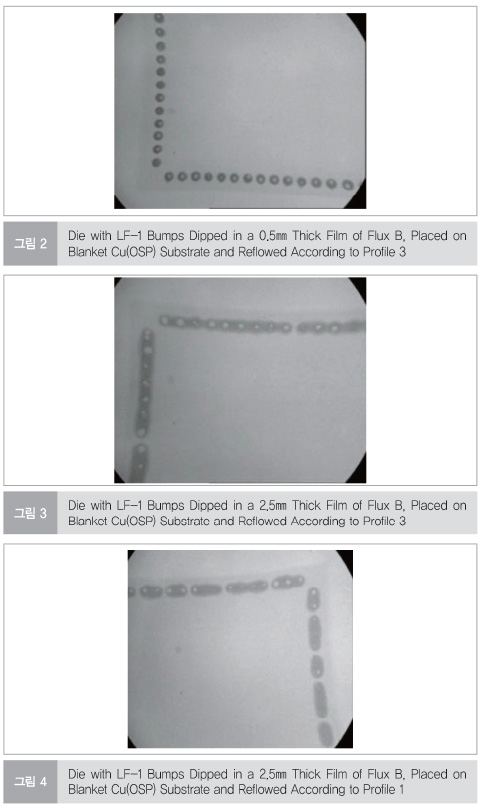
Flux B는 대부분 동일한 성능을 보였다. 그림 2에서는 Flux B의 두께 0.5㎜ 필름 내에 넣고, Profile 3을 적용하여 리플로우 한 결과를 보여주고 있다. 약 3.1㎜ 스탠드오프의 매우 미세한 무너짐을 다시 보였고, 브릿지 현상은 없었다. 그림 3에서는 2.5㎜로 플럭스 두께를 높이는데 대한 영향을 보여주고 있다. 약 1.6㎜ 스탠드오프를 나타냈다. 해당 결과물들이 피크 리플로우 온도에 매우 민감하지 않았음을 다시 한 번 확인했다. 그림 4에서는 Profile 1과 2.5㎜의 플럭스 두께의 결과를 보여주고 있다. 스탠드오프는 1.5㎜이었다.
.jpg)
Flux B를 적용 한 후 주목할 만한 한 가지 사실은, 리플로우된 솔더 내에서 큰 보이드 형상이 나타났다는 것이다. 이 현상은 다른 2개의 플럭스에서는 관찰되지 않았다. 그림 5에서는 Flux C의 두께 2.5㎜ 필름에 넣었고, Profile 3을 적용하여 리플로우된 결과를 보여주고 있다. 다른 2개의 플럭스와 같이 약간의 브릿지와 1.5㎜ 스탠드오프를 보였다. 그러나 보이드 징후가 없었다. 0.5㎜로 플럭스 두께를 줄여서 어떠한 솔더 브릿지도 보이지 않았고 약 3.9㎜의 스탠드오프를 유발했다. 즉, 이 플럭스는 매우 적은 두께에 있어서 다른 2개의 플럭스에 비해 효과 측면에서 매우 낮음을 알 수 있었다.
이 실험의 두 번째 파트는 데이지-체인된 다이를 5㎜로 폭 넓게 Ni/An 코팅된 동박 패드면에 전기적 테스트가 가능한 서브스트레이트 상에 놓는 것이다. Flux A의 다양한 두께에 볼들을 넣고, Profile 1 혹은 Profile 3에 따라 리플로우 솔더링을 진행하는 것이 전기적으로 우수한 어셈블리를 가능케 한다. 즉, 플럭스 두께에 관한 영향을 측정할 수가 없거나 혹은 전기 저항에 대한 프로파일이 없었다. 그러나 샘플로 진행된 사이즈에서는 제조현상 내의 통계 레벨 관점으로 볼 때 불량을 발견하기가 너무 적다. 대신에, 플럭스 두께와 프로파일 모두 솔더 접합 젖음과 무너짐에 효과를 보였다.
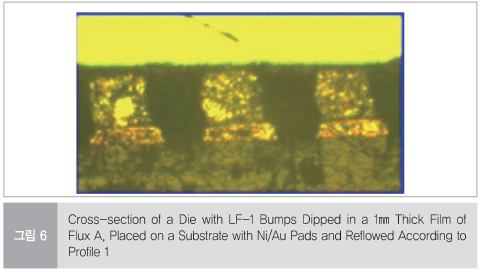
그림 6에서는 Flux A의 두께 1㎜ 필름 내에 4㎜ 높이의 볼이 넣어졌고, Profile 1에 따른 리플로우를 통해 얻어진 솔더 접합의 종단면을 보여주고 있다. 다이와 접촉 패드의 표면 사이가 거의 4㎜의 gap을 나타내는 매우 적은 무너짐을 확인했다. 228℃에서부터 241℃까지 피크온도를 높이는 것은 즉, Profile 3을 적용하는 것은 이것이 약간 향상됨을 보였다. gap은 3.3㎜로 감소되었지만(그림 7 참조), 많은 접합들이 매우 우수하게 납땜되어 보이지는 않았다.
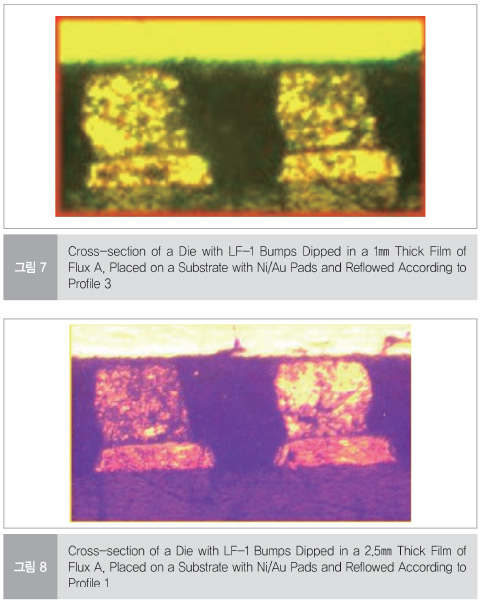
효율적인 향상은 높은 플럭스 두께와 상대적으로 높은 리플로우 온도의 조합이 요구되고 있음을 추측해 볼 수 있다. 두께 2.5㎜의 플럭스 필름 내에 넣고, Profile 1에 따라 리플로우 된 솔더링에서는 약 3.1㎜의 갭을 나타냈다(그림 8 참조). 즉, 전반적으로 향상된 무너짐 현상은 1㎜ 플럭스 필름과 이 프로파일(그림 6 비교)을 이용하여 얻었다. 결론적으로, 2.5㎜ 플럭스에 넣고, Profile 3에 따라 리플로우 솔더링 하는 것이 3㎜의 갭 뿐만 아니라 패드의 수직면으로 약간의 젖음 징후가 나왔다.
여전히, 효과적인 젖음과 무너짐 현상은 이 합금에서 얻지 못했다. 대조적으로 그림 10에서는 두께 1㎜의 플럭스 필름과 표준 SMT 리플로우 프로파일을 적용하여 얻은 공융 SnPb 솔더 접합의 종단면을 보여주고 있다. 접합들에서는 Sn/Ag/Cu/In에 비해 매우 효과적인 무너짐을 볼 수 있었다. 뿐만 아니라 패드의 수직면에 매우 젖음이 잘 되었고, 약 2㎜의 다이와 패드 표면 간의 gap이 줄어들었다.
Sn/Ag/Cu/In 접합의 줄어든 무너짐으로 비록 감소된 셀프-얼라이먼트 현상이 나올 수도 있지만 현재의 서브스트레이트 패드 디자인 관점에서 원인을 찾는 게 반드시 필요하지 않다[Borgesen, 2000]. 그러나 더욱 줄어든 무너짐은 서로 다른 서브스트레이트 형태를 지닌 전체 어셈블리 수율에서 심각한 결과를 보일 수도 있다[Kondos, 2000].
95.5Sn/3.5Ag/1.0Cu
95.5Sn/3.5Ag/1.0Cu 합금은 또한 플럭스 두께에 민감하고, 패드 금속성에 의존하고, 더불어 리플로우 온도의 미세 조정에 민감하다고 증명되었다. 그러나 금속상호간 형성과 ‘벌크’ 솔더 구성에 영향을 미치는 패드 금속[Zribi et al.]에 따르면, 리플로우 프로세스에 대한 영향보다 더 크다.
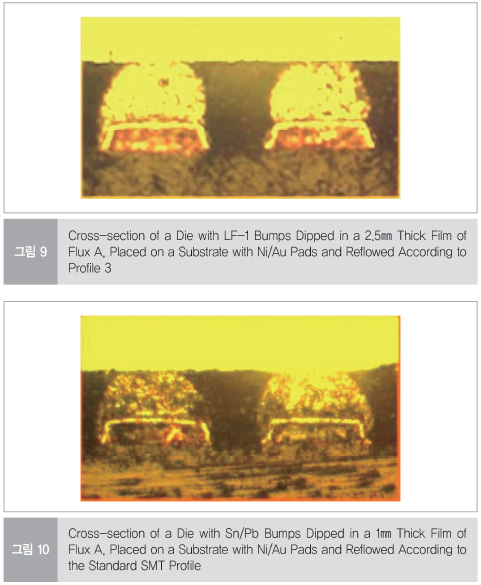
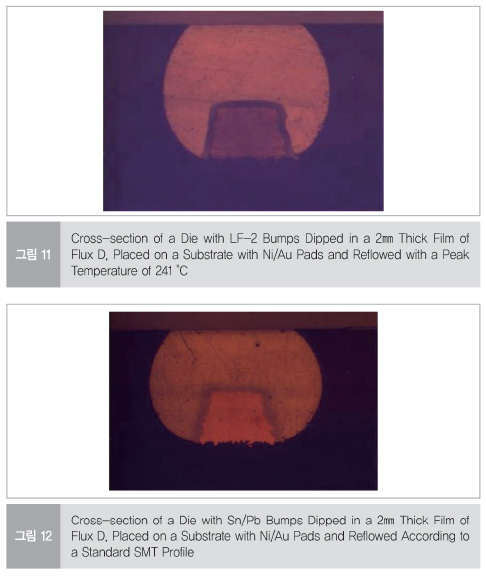
그림 11에서는 Flux D의 두께 2㎜의 필름 내에 Sn/Ag/Cu 계열의 볼이 넣어졌고, 이들이 Au/Ni/Cu 패드 위에 놓이고, 241℃의 피크 온도로 리플로우 됨으로써, 얻은 솔더 접합의 종단면을 보여주고 있다. 다이와 패드 면 간의 결과적인 gap은 2.1㎜이었다. 패드 치수가 앞에서의 Sn/Ag/Cu/In에 적용했던 경우와 꽤 다르다는 것을 알 수 있었다. 그래서 그림 9와 비교하여 양적 곡선은 직선이지 않았다. 그런데 현재의 Sn/Ag/Cu 접합은 동일한 플럭스 공정과 리플로우 조건 하에서 더 좋은 젖음을 분명하게 보여주고 있다. 또한 그림 12에서는 동일한 패드 타입에서의 공융 Sn/Pb 접합을 비교하여 보여주고 있다. Sn/Ag/Cu 접합이 이들과 상당히 비슷하게 보인다.
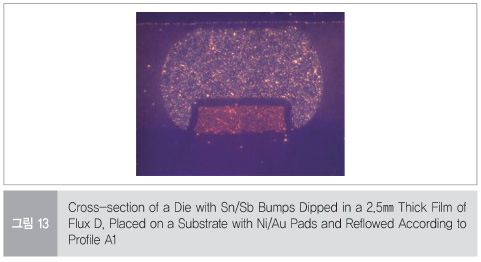
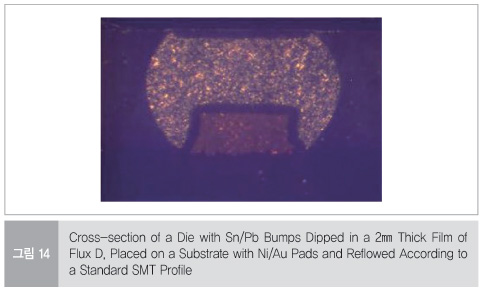
고온에서 서브스트레이트에 피해를 끼치는 위험성을 내포하고 있는 높은 융점(235℃)은 또한 좁은 리플로우 온도 윈도우를 만든다. 그러나 공융 Sn/Pb와 비교해 더 많은 플럭스가 요구되는 더 우수한 솔더링 젖음성을 여전히 제공하고 있어서 상당히 흥미롭게 보고 있다. 그림 13에서는 Flux D의 2.5㎜ 두께 필름 내에 4㎜ 높이의 볼을 넣고, Au/Ni/Cu 패드 상에 이들을 놓고, 250℃(Profile A1)의 피크 온도로 리플로우하여 생성된 Sn/Sb 솔더 접합의 종단면을 보여주고 있다. 대조적으로 그림 14에서는 동일한 패드 타입 상에서의 공융 Sn/Pb 접합을 보여주고 있다. 전체 젖음과 무너짐 현상은 상당히 비슷했다. 실제 리플로우/프로세스 윈도우는 여러 곳에서 보고되고 있다.
결론
소형 치수가 포함된 것은 대량 리플로우 내의 자체 균등한 형상에 관한 접합의 전체 무너짐 측정 없이 최적화된 솔더 기반 플립칩 어셈블리 프로세스를 향상시키기 어렵게 만들고 있다. 모든 3개의 무연 합금이 공융 Sn/Pb 대비 더 많은 플럭스가 요구됨을 고려하였다. 실제로 Sn/Ag/Cu/In 합금의 젖음성은 매우 우수하지 않았고, 테스트된 다른 3개의 어떠한 비세척 플럭스에서도 굳건한 무너짐 효과를 얻지 못했다.
비록 전용 플럭스들이 이를 완화하기 위해 발전될 수 있더라도, 상대적으로 낮은 융점에도 불구하고 무연 합금은 일반 플립칩 어셈블리에 매력적이지 않다. Sn/Ag/Cu와 Sn/Sb 합금은 약 250℃의 피크 리플로우 온도를 보유한 공유 Sn/Pb 만큼 거의 비슷한 성능을 보였다. 이러한 내용들은 앞에서 언급한 다소 낮은 온도에서 사용될 수도 있고, 어셈블리 관점에서 더욱 매력적인 후보가 될 수도 있다.






