무연 HASL 크리프 부식에 내성 있어
예방 목적의 PCB설계 변경도 필요
대량 생산 전자기기 제품군에서 은을 침지하는 방식으로 전환하면서 이러한 제품이 높은 습도에서 높은 황 환경에 노출될 때 크리프 부식이 발생했다. 크리프 부식 생성물은 주로 솔더마스크 가장자리 하부 동박의 갈바닉 구동 침식에 의해 생성되는 Cu2S이다. 테스트에 따르면 무연 HASL은 이러한 크리프 부식에 내성이 있으며 고온 OSP도 대부분의 산업 환경에서 효과적인 것으로 보인다. 침지은 도금을 사용해야 하는 경우 PCB 레이아웃 변경을 통해 실패 가능성을 줄일 수 있다. 설계 권장 사항에는 모든 비-테스트 비아를 SMD로 플러깅, NSMD 테스트 비아 및 패드 사용, 서로 충분히 멀리 간격 확보, PCB에 남아 있는 모든 메탈 피처 커버하는 솔더 페이스트 사용 등이 있다.
크리프 부식(Creep corrosion)은 전자 어셈블리에서 발생하며 전자 이동이 연상되지만, 반응을 유도하는 전기장이 필요하지 않다. 크리프 부식이 발생하려면 부식을 유발하는 요소와 습기가 있어야 한다. 유황(S)은 제지 공장, 고무 제조, 광업, 시멘트 제조, 폐수 처리 등과 같은 환경과 이들 산업계와 인접한 회사에게 크리프 부식을 일으키는 가장 두드러진 요소이다. PCBA에서 가장 큰 영향을 받는 부문은 PCB 표면 마감재이다. 특히 침지은(immersion silver) 도금은 크리프 부식에 취약하고, NiPd(리드프레임)에서 때때로 발생하고 ENIG 도금 및 OSP 표면 마감재에서는 그 정도가 낮다. 가혹한 환경에서 PCB 표면 마감재와 전자 디바이스가 점점 더 많이 노출됨에 따라 침지은 도금의 사용이 늘어나고 있으며, 그로 인해 크리프 부식의 위험이 커지고 있다. 본고에서는 크리프 부식에 대한 적절한 테스트 및 완화 전략뿐만 아니라 동력과 메커니즘을 알아볼 것이다.
크리프 부식(Creep corrosion)은 전자 어셈블리에서 발생하며 전자 이동을 연상시킨다. 그러나 크리프 부식은 반응을 유도하기 위한 전기장이 필요하지 않지만, 크리프 부식이 발생하려면 부식성 요소와 수분이 있어야 한다. 유황(S)은 크리프 부식을 일으키는 가장 두드러진 요소이며 제지 공장, 고무 제조, 광업(제련) 및 시멘트/아스팔트 제조, 폐수 처리 등과 같은 산업 환경에서 주로 사용되고 있다. 이러한 환경에서 전자 디바이스의 사용이 증가함에 따라 크리프 부식의 위험도 늘어났다.
유럽 연합의 RoHS(Restriction Of Hazardous Substances) 지침과 더불어 다른 지역의 유사한 활동으로 인해 PCB 업계는 새로운 납땜 가능한 표면 마감재를 탐색했다. 비용 효율적인 솔루션 중 하나로 침지은(Immersion silver) 도금이 꼽혔다. 침지은 도금은 특히 크리프 부식이 발생하기 쉽지만 NiPd(리드프레임)에서 가끔 발생하며 ENIG(무전해 니켈/침지 금) 및 OSP(유기 납땜성 방부제) 표면 마감에서는 덜 발생한다.[1], [2] 가혹한 환경에서 PCB 표면 마감재와 전자 디바이스가 점점 더 많이 노출됨에 따라 침지은의 사용이 증가함에 따른 크리프 부식의 위험도가 높아지고 있다.
침지은의 사용을 늘릴 때 유황(표면에 Ag2S 형성)이 있으면 변색이 예상되었지만, 이것은 단지 미용상의 문제였다. 이전 보고서에서는 전기화학적 이동이 문제가 되지 않는다고 말하고 있다.[3] 일반적인 MFG(혼합 유동 가스, mixed flowing gas) 부식방지 테스트에서도 크리프 부식이 나타나지 않았다.[4] 따라서 황 함량이 높은 산업 환경에서 전자 디바이스가 다소 빨리 고장 나는 점에 대해 업계에서는 놀라워하고 있다. 일부 제품은 가동 4주 이내에 고장 나기도 하며, 교체 시스템도 마찬가지로 수명이 짧았다. 대부분은 2~4개월 내에 고장이 났다. 제품을 추적해 본 결과, 6개월 이내에 불량이 발생하지 않으면 일반적으로 이 메커니즘으로 인한 불량이 차후에 나오지 않았다. 따라서 크리프 부식이 발생하지 않는 황 및 습도 임계 값이 있는 것으로 예측된다. 높은 기류는 크리프 부식을 증가시키는 것으로 보인다. 이는 공기 흡입의 직접적인 경로에서 가장 심각하기 때문이다. 이는 반응을 유발하는 황이 더 많기 때문일 수도 있다.
크리프 파손 분석에서는 부식 생성물이 상당히 저항성이 있는 것으로 나타났으므로 두 도체를 연결해도 즉각적인 파손이 발생하지 않는다. 부식 생성물의 두께가 두꺼워짐에 따라 기능적 단락이 발생할 때까지 저항이 감소한다. 이러한 이유로 크리프 부식의 결과로 발생할 수 있는 여러 가지 증상이 있다. 게다가, 많은 부식 불량이 생산현장 도착 시 전기 테스트를 통과한 것으로 나타났다. 높은 습도에 노출되면 고장 증상이 다시 발생한다. 저항 측정에 따르면 높은 습도에 노출되었을 때 부식 생성물의 저항이 10㏁ 이상에서 1㏁ 미만으로 떨어졌다. 이러한 고장 메커니즘의 특성으로 인해 각 기판을 자세히 검사하지 않고 부식 고장을 식별하기가 어렵다. 본고에서는 크리프 부식 메커니즘에 대해 더 자세히 논의할 것이다. 또한 크리프 부식에 대한 적절한 시험 방법과 대책을 다룰 것이다.
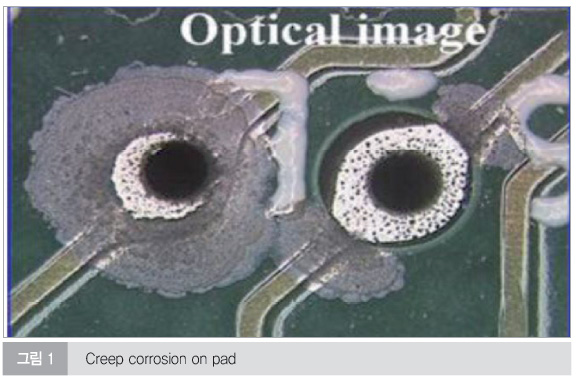
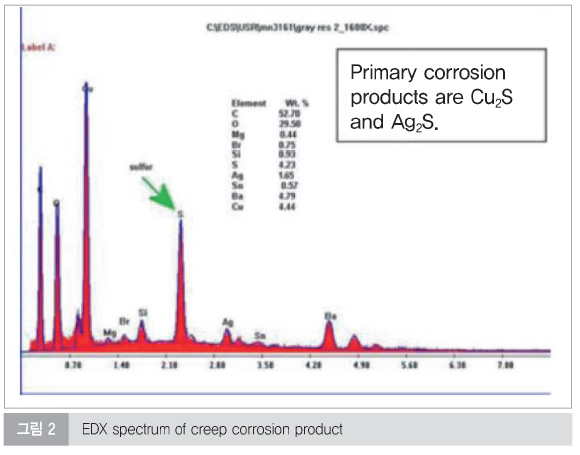
일반적인 크리프 부식 불량은 그림 1에 나와 있으며 그림 2는 부식 생성물의 EDX 스펙트럼을 보여주고 있다. 주로 황화은(Ag2S)이 소량 포함된 황화구리(Cu2S)이다. 연구에 따르면 다량의 Cu2S는 일반적으로 원소 황, 황화수소(H2S) 또는 유기 황 화합물과 같은 활성 황 화합물의 존재를 나타낸다.[5]
크리프는 수상 돌기의 성장에서부터 시작되는 것으로 보인다. 그러나 이것은 크리프가 모든 방향에서 동일하게 발생하고 보드에 전원을 공급할 필요가 없기 때문에 전기 화학적 이동(전압 전위 구동) 수지상 성장이 아니다. 오히려 Cu2S가 표면의 수분층에서 형성되고 그것이 형성될 때 용액에서 침전되는 것처럼 보인다(Cu2S는 물에 불용성이기 때문).
황 화합물은 물에 쉽게 용해되어 약한 황산을 생성하여 차례로 산화구리를 감소시키고 밑에 있는 구리를 침식해 노출시킬 수 있는 것으로 알려져 있다.[6] 표면에 물의 박막을 형성하는 데 약 50% RH만 필요하다. 이 필름은 표면이 친수성(물을 끌어당기기 위해 극성화됨)이 있는 경우 더 두껍다.
이전 침지은 도금된 PCB의 크리프 부식 연구에서는 표면 상태에 매우 민감하다는 것을 발견했다.[2] 결과에 따르면 깨끗한 FR4나 깨끗한 솔더 마스크 표면은 크리프 부식을 지원하지 않는다. 또한 로진 플럭스와 어셈블리된 PCBA(웨이브 솔더링 및 리플로우 솔더링 모두)는 크리프 부식에 비교적 내성이 있다. 일부 유기산 플럭스는 크리프 부식의 시작 및 진행을 촉진하는 조건으로 표면에 남아 있을 것이다.
주요 부식 생성물이 황화구리인 경우, 이 크리프 부식이 침지은 마감 처리된 동박에서 주로 관찰되어 의아했다. 두 금속의 전극 전위차가 중요한 역할을 하는 것 같다. 구리는 은과 관련하여 양극(anodic)이므로 전해질 용액에서 구리가 존재하는 경우 훨씬 더 적극적으로 침식될 것이다(반면 구리 자체는 훨씬 느리게 침식을 받을 것이다). 이러한 양극의 침식은 음극의 노출된 영역에 비해 양극의 표면적이 작을 때 크게 향상된다.
침지은 표면 마감이 사용될 때 유사한 갈바닉 부식(galvanic corrosion) 메커니즘이 솔더 조인트의 마이크로보이드의 원인과 관련이 있다.[7] 이 우수한 연구는 은 도금 공정 동안 은과 구리 사이의 상호작용으로 인해 구리에 보이드(리플로우 시 마이크로보이드의 원인)이 발생한다는 사실이 밝혀졌다. 이러한 보이드는 은 코팅 하부와 구리가 가장 많이 노출된 솔더마스크 가장자리 하부에 형성되었다.
솔더마스크 가장자리의 불완전한 은 커버리지로 인해 침지은 도금 용액이 구리를 전기적으로 침식할 수 있다.
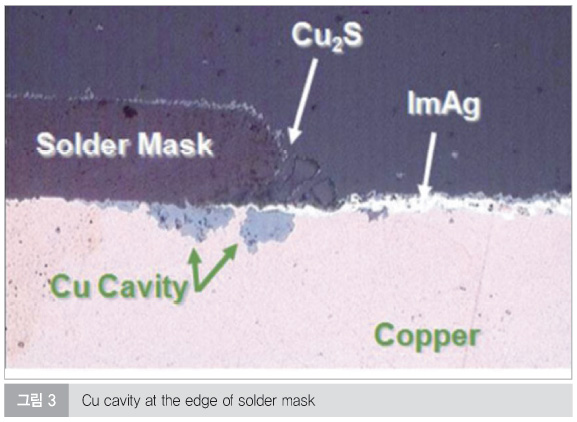
데이터에 따르면, 이와 같은 유형의 거동(솔더마스크 가장자리에 Cu 노출)은 SMD(solder mask defined) 피처로부터 발생하는 것으로 보이는 대부분의 크리프 부식의 주된 이유이다. 심하게 크리프 부식된 비아의 단면이 그림 3에 나와 있다. 많은 양의 구리가 솔더마스크 아래에서 에칭되어 Cu2S로 변환된다. 전체 은 코팅 영역(음극)은 노출된 작은 구리 영역(음극)보다 훨씬 크므로 황과 습기가 있는 상태에서 이러한 공격적인 갈바닉 부식을 유도하는 데 도움이 된다. 침지은 필름에 핀 홀이 있으면 Cu 영역도 유사하게 에칭된다.
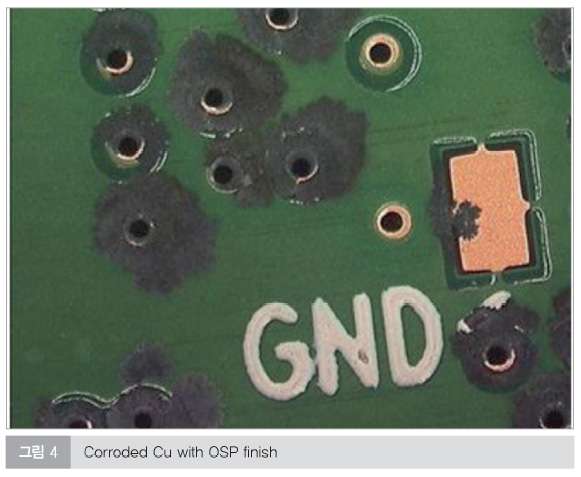
하지만, 이것이 베어 동박 자체적으로 크리프 부식이 되지 않는다는 것을 의미하지 않는다(침지은 도금 없이). OSP 마감 처리된 PCB 카드는 습도가 높은 가혹한 황 환경에서 사용할 때 크리프 부식으로 인해 불량이 발생하는 것으로 알려져 있다. 그 예가 그림 4에 나와 있다. 이 경우 잔존 OSP 도금을 통해 구리가 노출되어 침식된다. 단면을 보면 이 침식이 솔더 마스크 가장자리 아래에서 발생하지 않지만(침지은 도금과 같이), 더 균일하다는 것을 알 수 있다. 극단적인 경우 구리의 전체 두께를 사용했다.
2005년 후반에 크리프 부식 문제가 처음 발생했을 때 일관된 기준을 적용해 크리프 부식을 재현하는 테스트 방법이 없었다. 따라서 크리프 부식이 발생한 산업 현장에서 다양한 표면 마감 대안에 대한 초기 분석이 수행되었다. 표면 마감이나 디자인의 새로운 변화를 조사할 때마다 현장 테스트를 수행하기 위해 산업 환경을 사용하는 것은 실용적이지 않다. 업계에서는 황 함량이 높은 산업 환경에서 관찰되는 방식으로 침지은 도금 대조 샘플에서 크리프 부식을 일관되게 생성하는 테스트 방법이 필요하다. 현재 업계의 다양한 그룹에서 여러 테스트 방법을 모색하고 있다.
Schueller[1]에 의해 조사된 시험 방법은 크리프 부식을 유도하기 위해 모델링 스튜디오에서 고 유황 점토를 사용했다. 테스트는 클램프 뚜껑이 있는 플라스틱 용기에 점토를 넣어 진행하였다. 소량의 물(1~2ml)을 사용하여 점토를 적시고 점토가 담긴 용기를 전자레인지에 넣고 점토가 부드러워지고 작업할 수 있게 될 때까지 가열한다(~50℃). PCBA 샘플을 용기 내 수직 위치에 놓고 뚜껑을 교체한다. 크리프 부식이 나오도록 2~4파운드의 점토를 사용하였으며, PCBA는 용기에 넣기 전에 냉장고에서 5분 동안 냉각했다. PCBA는 실온에서 11~13시간 동안 용기에 남아 있으며 이 시점에서 프로세스를 반복하였다(하루에 2주기).
침지은 도금 PCBA의 크리프 부식은 일반적으로 2일 후에 나타나며 5일 후에 상당히 뚜렷해졌다. 이 공격적인 테스트에서는 또한 OSP 표면 마감 처리된 일부 PCBA에서 크리프 부식을 일으키는 것으로 나타났다. 따라서 이 테스트 방법은 가혹한 클래스 GX 환경을 시뮬레이션한 것 같다. OSP 코팅이 적용된 사전 조립된 베어 PCB가 이러한 공격적인 테스트 환경에 노출되었을 때 크리프 부식이나 변색도 관찰되지 않았다는 점은 주목할 가치가 있다.
OSP 코팅 PCBA의 크리프 정도는 조립 후 패드에 남아 있는 OSP의 양과 환경의 공격성에 따라 달라진다. 무연 HASL은 이 극한의 테스트를 잘 견디지만, 무연 HASL 보드에 구리가 노출되어 있으면 약간의 크리프 부식도 나타날 수 있다. 덜 심각한 버전의 테스트는 더 일반적인 G2 또는 G3 산업 환경(OSP 마감재가 크리프 부식되지 않음)을 더 잘 나타내기 위해 개발되었다.
MFG(혼합 유동 가스, Mixed flowing gas) 테스트는 부식성 요소를 시뮬레이션하는 데 사용되었다. Alcatel-Lucent는 황(H2S) 농도가 상당히 높은 보다 공격적인 환경을 시뮬레이션하기 위해 새로운 테스트를 개발했다.[2] 황 농도가 높은 주된 이유는 황화구리 형성이 현장에서 부식 생성물의 주성분으로 결정되었기 때문이다. 더욱이, 황화구리 형성은 H2S 농도가 증가함에 따라 커진다.
크리프 부식 이면의 물리학이 확인되었지만 사용할 표면 마감을 결정하는 게 어렵다. 무연 제품의 어셈블리에는 고려하고 작업해야 하는 많은 복잡성이 포함되기 때문에 어렵다. 일부 주요 옵션은 아래에서 간략하게 설명한다.
앞서 언급했듯이 OSP 마감 처리된 PCB는 황 함량이 높은 최악의 산업 환경을 제외하고는 모두 살아남았다. OSP는 가장 저렴한 표면 마감이지만 이러한 비용 이점은 어셈블리 과정에서 손실될 수 있다. 습윤 특성이 침지은 도금만큼 좋지 않으므로 IPC 표준 홀 충진을 달성하는 것은 두께가 0.062인치를 초과하는 양면 보드에서 커다란 도전과제이다. OSP는 리플로우 오븐을 통한 두 번째 통과하면서 분해될 수 있으므로 웨이브 솔더에서 홀 충진을 달성하려면 더 많은 플럭스, 더 높은 예열 온도, 느린 라인 속도 및/또는 그 이상이 필요할 수 있다.
값비싼 웨이브 솔더 합금, 인-서킷-테스트도 중요한 과제이다. OSP 코팅을 통해 직접 테스트하는 것은 권장되지 않으므로 솔더 페이스트가 테스트 패드와 테스트 비아에 증착된다. 솔더의 플럭스 잔류물은 프로브에 빠르게 축적되어 잘못된 오류를 유발할 수 있다. 테스트 비아에 증착된 솔더 페이스트는 홀의 약간 아래로 흘러내리는 경향이 있어서 더 많은 플럭스 잔류물을 수집하는 상단의 딤플이 생성된다. 이러한 테스트 문제를 극복해야 한다.
SnPb HASL은 RoHS 이행 이전에 지배적으로 사용된 표면 마감재였다. 무연 HASL은 내식성 및 습윤성이 우수하다는 점에서 유사하다. 우려 사항은 1) 라미네이트 손상 가능성, 2) 불량한 평면도, 3) 높은 구리 용해이다. 무연 HASL 합금으로 SnCu를 사용한 실험 builds는 2번과 3번 지점이 실제로 문제라는 것을 보여주었다.[1] 그러나 SnCuNi 합금으로 변경했을 때 우수한 평면성이 달성되었고(일반적으로 2~14㎛ 두께 범위) 구리 용해도는 매우 낮았다(1~3㎛). 이것은 Fellman[8]의 이전 연구 결과와 일치한다.
고려해야 할 또 다른 요소는 표면 마감의 습윤 거동이다. 사용하지 않은 FET 패드에 프린팅된 솔더 페이스트를 연구하여 직접 비교할 수 있다. OSP에서 가장 적은 양의 젖음, 침지은에서 적당한 양, LF HASL에서 가장 많은 양을 보여주었다. 이러한 결과는 Stevens[9]에 의해 해당 주제로 연구된 조사와 일치한다. 홀 충진과 함께 열악한 습윤에 대한 우려는 특히 대형 열 패드 하부의 높은 솔더 조인트 보이드 발생 경향이다. 무연 HASL이 드롭인 대체품으로 보이지만, 반면 OSP는 솔더 조인트 보이드를 줄이기 위해 표면 실장 조건의 최적화가 요구될 수도 있다.
Alcatel Lucent의 연구에 따르면, 표면 청정도가 PCBA의 크리프 부식에 큰 영향을 미치는 것으로 나타났다.[2] 이를 위해서는 재료(예: 플럭스, 솔더 마스크) 선택을 신중하게 고려해야 한다. 어셈블리 완료 이후 PCBA를 청소하는 것도 매우 중요한 요소이다. 그들은 또한 전자 이동을 방지하기 위해 현재의 기준이 개발되었기 때문에 새로운 청정도 기준을 고려해야 한다고 제안한다.
침지은 도금을 사용하는 경우 부식 불량 가능성을 낮추기 위해 몇 가지 설계가 변경되어야 한다. SMD(Solder mask defined) 타입의 메탈 피처가 제거되어야 한다. 최소한 어셈블리 도중에 솔더링되지 않는 피처는 제거되어야 한다. 비-테스트 비아는 솔더 마스크로 완전히 덮여야 한다. 부품 패드는 모서리가 둥글고 스텐실이 패드를 완전히 덮게 페이스트가 프린팅되도록 설계되어야 한다.
수동 부품 패드의 경우에도 마찬가지이다.
보드의 나머지 납땜되지 않은 영역에는 테스트 포인트(패드 및 비아)가 포함될 수 있다. 이들은 NSMD(non-solder mask defined) 타입이어야 하며, 크리프 부식 브리징 및 단락을 줄이는 데 도움이 되도록 2.5mm 이상 분리하는 것이 좋다.
PCBA에 활용 가능한 다양한 컨포멀 코팅이 있다. 이들 중 대부분은 적용하기 어렵고, 너무 비싸서 대량 소비자 전자 제품에는 실용적이지 않다. 그러나 이러한 코팅은 알려진 황 함량이 높은 환경에 포함되는 제품군을 대상으로 할 수 있다. 코팅에 스프레이를 사용할 수 있지만, 부품 하부 영역은 스프레이로 덮이지 않기 때문에 여전히 크리프 부식 가능성이 존재한다. 따라서 컨포멀 코팅은 미미한 보호 기능만 제공한다.
은막이 하부 동박에 엑세스할 수 있도록 절충되지 않으면, 크리프 부식이 발생하지 않을 것이다. 당연히 은은 여전히 변색될 것이고, 표면에 Ag2S 막을 형성하겠지만, 불량은 일어나지 않는다. 문제는 솔더마스크 가장자리 하부에 적용 범위를 확보하는 것이다. 마스크 하부의 습기 침투를 방지하려면 솔더 마스크와 구리의 접착력을 개선해야 한다. 이는 PCB 제조업체와 솔더마스크 제조업체가 풀어내야 한다.
대량 생산 전자기기 제품군에서 은을 침지하는 방식으로 전환하면서 이러한 제품이 높은 습도에서 높은 황 환경에 노출될 때 크리프 부식이 발생했다.
크리프 부식 생성물은 주로 솔더마스크 가장자리 하부 동박의 갈바닉 구동 침식에 의해 생성되는 Cu2S이다. 이 크리프 부식을 재현하기 위해 테스트 방법이 개발되어 메커니즘을 더 잘 이해할 수 있고 구현 전에 시정 조치의 효과를 테스트할 수 있다. 테스트에 따르면 무연 HASL은 이러한 크리프 부식에 내성이 있으며 고온 OSP도 대부분의 산업 환경에서 효과적인 것으로 보인다. 침지은 도금을 사용해야 하는 경우 PCB 레이아웃 변경을 통해 실패 가능성을 줄일 수 있다. 설계 권장 사항에는 모든 비-테스트 비아를 SMD로 플러깅, NSMD 테스트 비아 및 패드 사용, 서로 충분히 멀리 간격 확보, PCB에 남아 있는 모든 메탈 피처 커버하는 솔더 페이스트 사용 등이 있다.
REFERENCES
[1] R. Schueller, “Creep corrosion on lead-free printed circuit boards in high sulfur environments”, SMTA International, Orlando, Florida, Oct. 2007
[2] C. Xu, W. Reents, J. Franey, J Yaemsiri, J. Devaney, “Creep corrosion of OSP and ImAg PWB finishes”, I Connect 007, http://pcbdesign007.com/pages/zone.cgi?artcatid=0&a=59954&artid=59954
[3] D. Cullen and G. O’Brien, “Underwriters Labs Compliance of ImAg PCB Finish”, OnBoardTechnology, October, 2004.
[4] D. Cullen, “Surface Tarnish and Creeping Corrosion on Pb-free Circuit Board Surface Finishes”, IPC Works, 2005.
[5] C. Muller, “The Use of Reactivity Monitoring as an Alternative to Direct Gas Monitoring for Environmental Assessment in Cleanrooms”, Purafil Inc., Doraville, GA.
[6] W.H. Vernon, Trans. Faraday Soc., vol 23,pp 113, 1921, vol 31, pp1668, 1935.
[7] M. Mukadam, N. et. al, “Planar Microvoiding in Lead-Free Second Level Interconnect Solder Joints”, Intel, SMTA Proceedings, p. 293, Chicago, 2006.
[8] J. Fellman, Printed Circuit Design and Manuf, p. 26, October, 2005.
[9] H. Stevens and N. Liyanage, “Is HAL Viable for LF Assemblies”, Circuits Assembly, Oct. 2006.