파우더 크기별로 솔더에 미치는 영향이 달라
최상의 솔더링을 얻기 위해 미세한 생산공정 조정 필요
솔더 파우더의 크기는 다른 측면에서 솔더페이스트의 성능에 영향을 끼친다. 보관 수명, 스텐실 수명, 리플로우 성능, 보이드 발생 거동 및 반응성/안정성은 모두 솔더 파우더 크기와 관계가 깊다. IPC 기준 Type 3, Type 4, Type 5 그리고 Type 6 솔더 파우더로 제작된 수용성 및 무세척 SAC305 솔더의 성능 속성을 각각 측정하기 위해 테스트를 진행했다. 각 솔더 플럭스 내 각각의 솔더 파우더 크기에 따른 성능 데이터를 정량화하고 요약했다. 본 연구결과를 바탕으로, 최적의 솔더 파우더 크기를 선정할 수 있는 지침서를 작성하였다.
전자기기의 지속적인 소형화 추세에 따라 솔더 파우더 크기는 전자산업계에서 인기 있는 주제가 되었다. “언제 Type 3에서 더 작은 솔더 파우더로 전환해야 합니까?”라는 질문을 자주 받는다. 솔더 파우더 크기는 일반적으로 솔더페이스트의 프린팅 요구사항에 맞춰 선정된다. 권장 IPC 한계치인 0.66 미만의 면적 비율을 포함하는 스텐실 설계에 IPC 기준 Type 4 또는 Type 5 솔더 파우더를 사용하는 것이 일반적이다. 솔더페이스트의 프린팅성에 솔더 파우더의 크기가 미치는 영향에 대한 보고서들은 많이 존재해 있다.
솔더 파우더의 크기는 다른 측면에서 솔더페이스트의 성능에 영향을 끼친다. 보관 수명, 스텐실 수명, 리플로우 성능, 보이드 발생 거동 및 반응성/안정성은 모두 솔더 파우더 크기와 관계가 깊다. IPC 기준 Type 3, Type 4, Type 5 그리고 Type 6 솔더 파우더로 제작된 수용성 및 무세척 SAC305 솔더의 성능 속성을 각각 측정하기 위해 테스트를 진행했다. 각 솔더 플럭스 내 각각의 솔더 파우더 크기에 따른 성능 데이터를 정량화하고 요약했다. 본 연구결과를 바탕으로, 최적의 솔더 파우더 크기를 선정할 수 있는 지침서를 작성하였다.
‘크기가 중요하다’. 이 단순하고 명료한 표현은 일상생활의 많은 곳에 대입시킬 수 있다. 문자 메시지를 빠르게 보내는 데는 작은 손이 더 유리하다. 덩치 큰 사람들은 축구 경기에서 공격수 또는 수비수 역할을 훌륭하게 수행할 수 있다. 항체는 현미경으로 봐야만 보일 정도로 작지만, 우리의 건강과 웰빙에서 중요한 역할을 한다. 누군들 큰 커피 한 잔을 원하지 않겠는가?
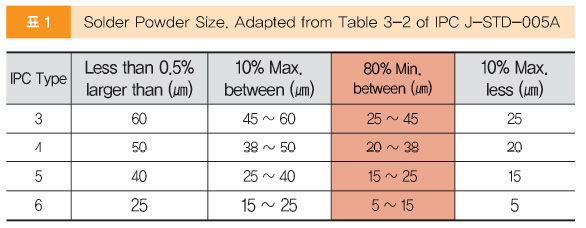
솔더페이스트의 세계에서도 크기는 중요하다. 솔더에 사용되는 파우더의 크기가 전체 솔더페이스트 성능에 영향을 미친다. IPC standard J-STD-005 Requirements for Soldering Pastes[1]에서 솔더 파우더 크기를 유형별로 분류하고 있다. 각 Type별 파우더 크기 범위를 자세히 설명하고 있는데, 표 1은 발췌한 내용이다.
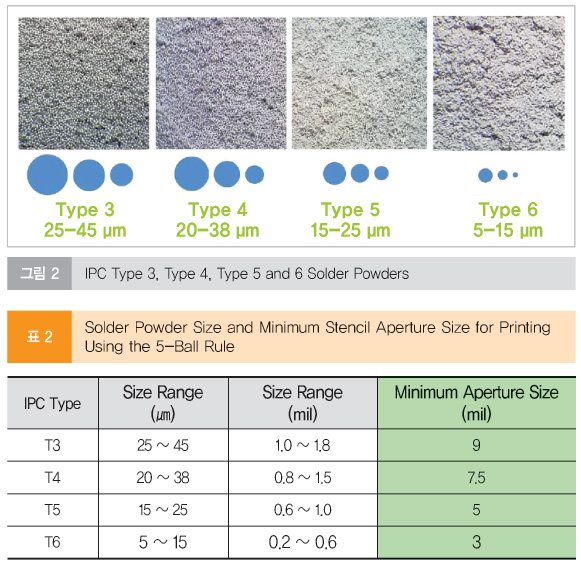
주요 입자 크기 범주는 일반적으로 솔더페이스트 Type과 관련이 있다. 예를 들어, Type 3 파우더는 주로 25~45μm 크기 범주에 속하므로 Type 3 솔더는 ‘Type 3(25~45μm)’로 표시될 수 있다. 그림 2에서는 Type 3, Type 4, Type 5 및 Type 6 크기의 파우더 이미지를 보여주고 있다.
Type 3이 아닌 Type 4, Type 5 또는 Type 6 파우더를 사용하는 이유가 무엇일까? 작은 파우더의 솔더페이스트를 찾는 주된 이유는 소형 부품의 프린팅 성능을 향상하기 위해서이다. 솔더 파우더 크기가 작아지면 더 작은 스텐실 개구로 솔더페이스트를 프린트할 수 있다. IPC-7525 스텐실 설계 지침 표준[2]의 ‘5-ball’ 규칙을 따르는 경우, 프린팅이 가능한 최소 개구 크기를 각 파우더 크기별로 계산할 수 있다[3]. 이러한 최소 개구 크기 계산은 주요 크기 범주에서 최대 파우더 크기를 5번 사용하여 수행하였다(표 2 참조).
일반적으로 Type 3 솔더페이스트는 0402(imperial) 패키지까지 다양한 크기의 부품에 사용할 수 있다. 대부분의 솔더페이스트 사용자는 0201(imperial), 마이크로-BGA 그리고 유사 부품에 Type 4의 제품을 선호하고 있다. Type 5 솔더는 01005(imperial) 부품[4]과 같은 더 작은 솔더링 애플리케이션에 사용되거나 Type 4 솔더가 적절하게 프린팅되지 않을 때 이용된다. Type 5 및 Type 6 솔더는 제트 프린팅과 같은 디스펜싱 애플리케이션에 사용되고 있다. Type 6 솔더는 또 다른 초미세 피치 애플리케이션에서도 활용되고 있다.[5][6]
소형 파우더에 의해 대두되는 프린팅 성능 외에도[7], 소형 파우더를 사용할 때 발생하는 또 다른 성능 변화가 있다. 작은 파우더를 사용하면, 스텐실 수명과 솔더페이스트의 저장 수명이 단축될 수도 있다. 솔더 파우더가 작을수록 랜덤 솔더볼링과 그레이핑 발생 가능성이 커진다. 파우더 크기의 변화는 보이드 발생 거동에도 또한 영향을 미친다.
본 연구의 목표는 수용성 및 무세척 솔더페이스트 모두에 IPC 기준 Type 3, Type 4, Type 5 및 Type 6 SAC305(Sn/Ag3.0%/Cu0.5%)용 솔더 파우더의 성능을 정량화하는 것이다. 각 솔더페이스트에 대한 실험 데이터를 비교하고 대조하여 최적의 솔더페이스트 사용을 위한 권장사항을 제공하고자 노력했다.
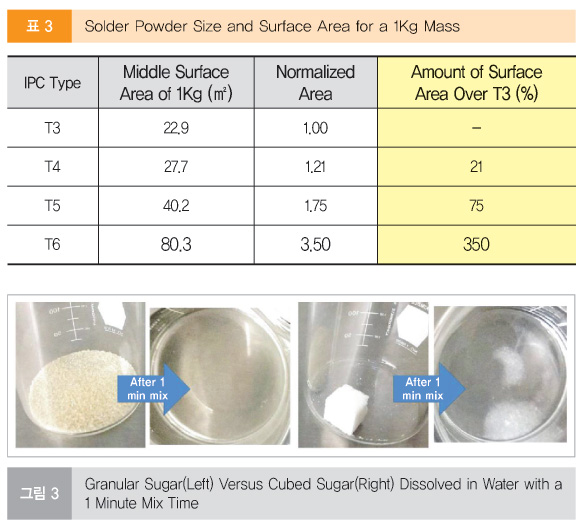
솔더 파우더 크기가 줄어들면, 솔더 파우더의 표면적은 커진다.[8](표 3 참조). 이러한 표면적은 주요 입자 크기 범주의 중간 값을 사용하여 계산하였다.
솔더 파우더의 표면적은 파우더의 반응성에 중대한 역할을 하기 때문에 중요하다. 표면적이 커지면, 반응 속도가 빨라진다. 물 한 잔에 각설탕을 녹이려고 한다고 상상해보라. 각설탕이 완전히 녹으려면 일정의 시간과 많은 젓기가 필요하다. 같은 양의 과립형 설탕을 물 한 잔에 섞으면 훨씬 더 빨리 용해되는 모습을 쉽게 볼 수 있다(그림 3 참조).
1분간 혼합한 후, 과립형 설탕은 완전히 용해된 반면, 각설탕은 부분적으로 용해되었다. 과립형 설탕은 각설탕보다 표면적이 더 커서 더 빨리 용해되었다.
동일한 원리를 솔더 파우더에도 대입할 수 있다. 소형 솔더 파우더의 더 높은 표면적은 대형 파우더보다 반응 속도가 빠르다. 따라서 소형 파우더는 공기에 노출될 때 산화되기 쉽다.[9] 주석(Sn)의 산화화학 반응식은 다음과 같다.
산소가 솔더 파우더와 반응하면 금속 산화물이 생성된다. SAC305 합금에 형성되는 1차 산화물은 Sn0이다.[10] 솔더페이스트 플럭스는 금속 산화물을 제거하고 추가적인 산화를 늦추는 데 도움이 된다.[8] 솔더페이스트가 대기 중에 노출되는 동안 솔더 파우더의 산화는 느리지만 계속된다. 혼합하고 온도를 높이면 이 과정이 가속화된다. 솔더 파우더 산화 반응과 플럭스에 의한 산화물 제거과정은 솔더페이스트를 두껍게 만드는 경향이 있다. 시간이 지날수록 스텐실의 개구가 막히고 솔더가 스퀴지 블레이드에 달라붙는 현상이 잦아진다. 소형 솔더 파우더 사용은 스텐실 수명을 단축한다. 좋은 소식은 솔더페이스트 플럭스가 이러한 산화 과정을 상당히 늦춰주도록 솔더 파우더를 보호하는 성분으로 만들어졌다는 것이다.
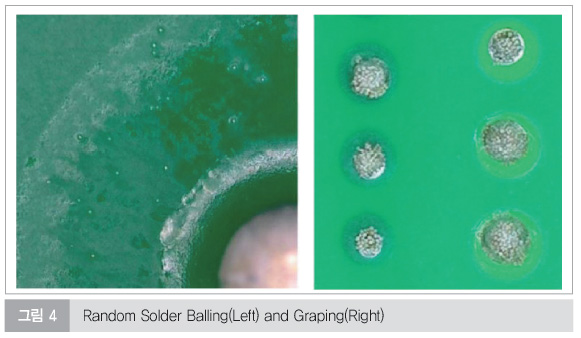
솔더 파우더의 산화는 리플로우 도중에도 발생한다. 솔더 플럭스는 리플로우 중에 솔더 파우더와 반응하여 파우더의 산화물을 제거한다. 파우더 크기가 줄어듦에 따라 이러한 산화물을 처리하기 위해 더 많은 플럭스가 필요하다. 소형 파우더로 제작된 솔더를 리플로우 할 때 플럭스의 활동이 부족해질 수 있으며, 파우더에 산화물이 남게 되어 솔더의 적절한 유착을 방해할 수도 있다. 그래서 소형 파우더를 이용한 솔더페이스트는 무작위적인 솔더볼링 발생과 그레이핑과 같은 잠재적인 문제에서 자유롭지 못하다(그림 4 참조).
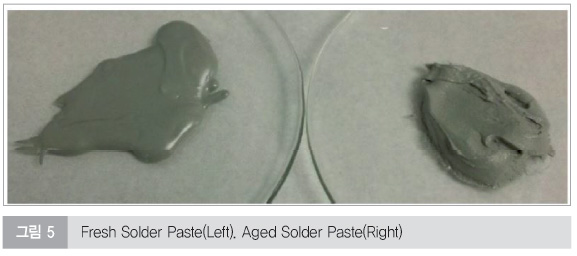
소형 파우더로 제작된 솔더페이스트의 저장 수명은 대형 파우더로 만든 제품에 비해 짧을 수도 있다. 저장 중에 플럭스는 합금과 반응하여 금속성 염분을 생성할 수 있다. 이러한 반응으로 인해 시간이 흐를수록 플럭스 활성도가 떨어지는데, 이러한 반응은 소형 파우더의 경우에 더 빨라진다. 반응성이 높은 솔더페이스트가 노화됨에 따라 솔더페이스트가 두꺼워지고 부드럽고 크림 같은 모양에서 더 칙칙한 입자 모양으로 바뀔 수 있다(그림 5 참조).
솔더페이스트의 반응성이 너무 높으면 시간의 경과에 따라 프린팅 및 리플로우 특성이 저하 될 수 있다. 솔더는 이러한 과정을 방지하거나 늦추기 위해 만들어졌다. 솔더를 냉장고에 보관하면 이러한 과정을 늦추고 의도한 성능 특성을 보존하는 데 도움이 된다. 소형 파우더 크기로 만든 솔더페이스트의 유효 기간을 연장하려면 적절한 보관이 특히 중요하다.
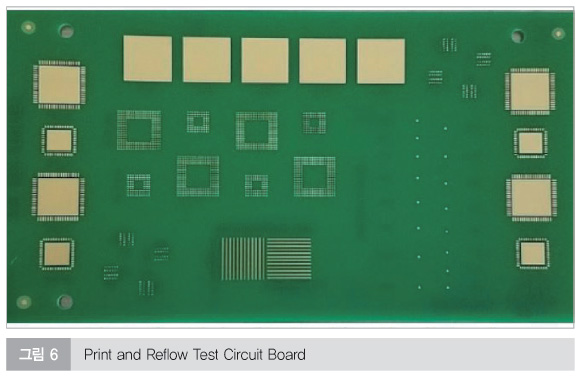
그림 6의 PCB를 본 실험에 사용했다. 해당 PCB는 FR4 0.062″ 두께로, 에칭된 구리 패드와 무전해 니켈침지금(ENIG) 표면 마감이 처리되었다.
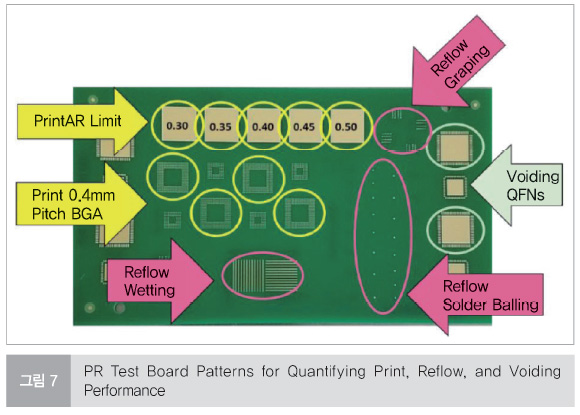
프린팅 및 리플로우 테스트용 보드에는 프린팅된 솔더페이스트 체적, 습윤 또는 확산, 무작위 솔더볼링, 그레이핑과 보이드를 정량화하기 위해 패턴을 사용했다(그림 7 참조).
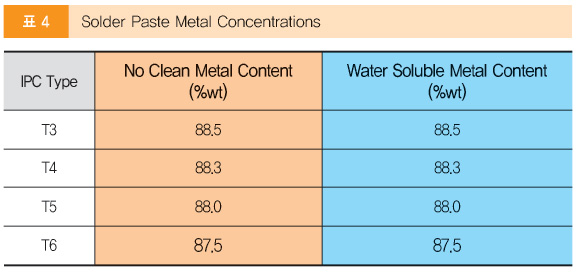
본 연구를 위해 4개의 수용성 솔더와 4개의 무세척 솔더를 포함하여 총 8개의 솔더를 제작했다. 무세척 플럭스는 IPC J-STD-004 등급인 ROL0이며 수용성 플럭스는 ORH1로 분류되었다. 선택한 솔더 합금은 SAC305였다. 솔더페이스트 합금 농도는 솔더 파우더 크기에 따라 다양하게 했으며 표 4에 자세하게 설명하고 있다.
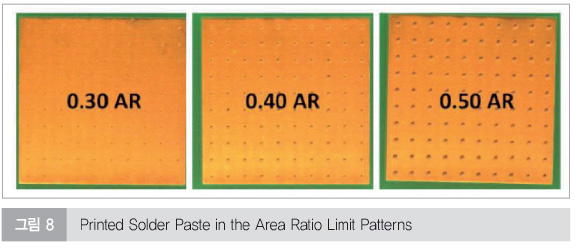
프린팅 성능은 0.05 AR(Area Ratio) 단계에서 0.30~0.50 범위의 스텐실 개구 면적비율을 지닌 면적비율 제한 패턴을 사용하여 측정했다. 스텐실은 나노 코팅이 없이 5mil(127㎛) 미세 입자(2~5μm) 스테인리스 스틸로 제작되었다. 개구 크기는 면적비율 제한 패턴에서 6~10mil 범위로 하였다. 이러한 작은 면적비율은 솔더페이스트의 프린팅 한계를 보여준다(그림 8 참조).
스텐실 개구 면적비율이 0.50인 0.4mm 피치 BGA를 사용하여 프린팅 성능도 측정했다. 개구는 10mil 정사각형으로 하였고, 2mil 반경의 모서리에 둥근 정사각형(squircle) 모양을 주었다. 솔더 체적은 SPI와 솔더 성능 비교를 위해 통계 분석을 사용하여 면적비율 제한 및 0.4mm BGA 패턴에서 측정되었다. 각 솔더페이스트에 대해 면적비율의 하한선을 제안하였다.
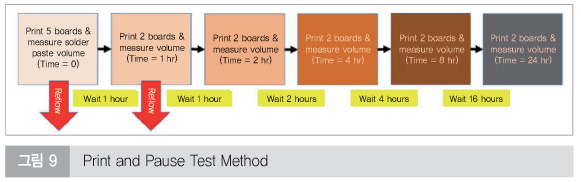
스텐실 수명과 일시 중지에 대한 응답반응을 측정하기 위해 각 솔더페이스트에 대해 프린팅 및 일시 중지 테스트를 수행했다. 사용된 프로세스는 그림 9와 같다.
면적비율 제한 패턴과 0.4mm BGA 패턴에 대한 솔더 체적 데이터를 매번 비교했다. 이 테스트 동안 솔더 체적이 크게 줄어드는 것은 솔더가 두꺼워지거나 건조되었음을 나타낸다. 비교 데이터는 각 솔더페이스트별 스텐실 수명을 제공하기 위해 사용하였다.
프린팅과 일시 중지 테스트에서, 처음 5개 PCB는 리플로우 성능과 보이드 측정을 위해 사용하였다. 이후 2개의 PCB를 카운터에 놓고 밤새 대기 중에 노출해 두었다. 다음날(24시간 후) 리플로우하고 리플로우 성능을 측정했다.
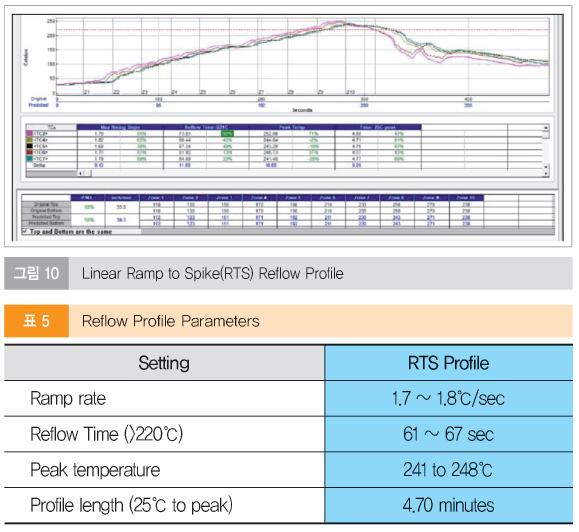
리플로우 공정은 10존 대류 리플로우 오븐에서 수행하였다. RTS(Linear Ramp to Spike) 타입의 프로파일을 사용하였다(그림 10 참조). 해당 프로파일의 파라미터는 표 5에 요약했다.
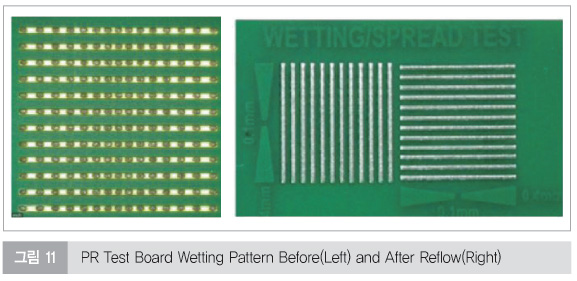
각 솔더에 대해 습윤, 솔더볼링 및 그레이핑을 측정했다. 이 작업은 새로 프린트된 솔더페이스트와 24시간 동안 대기 중에 노출한 PCB로 수행하였다. PR 테스트 보드의 습윤 패턴은 그림 11에서 보여주고 있다.
이 패턴에는 12개의 수직 및 12개의 수평 평행선이 포함되었으며, 각 줄에 15개의 솔더 브릭이 프린트되어 있다. 솔더 브릭의 너비는 0.4mm(15.7mil)이고, 간격 범위는 0.1mm~0.4mm(3.9mil~15.7mil)이다. 리플로우 동안 솔더 브릭은 각 라인 아래로 함께 퍼졌다. 습윤 또는 퍼짐 비율은 서로 연결된 솔더 브릭의 수를 세고 총 브릭 수로 나눠서 계산하였다. 이상적인 솔더페이스트 성능은 젖음이 100%이다.
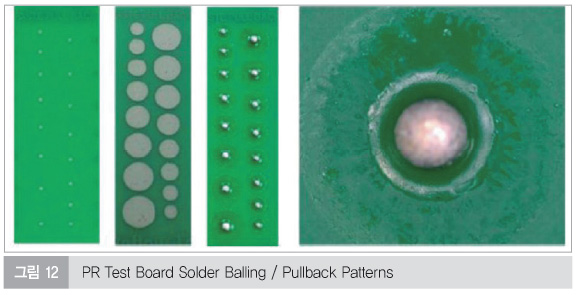
솔더볼링은 솔더볼링/풀백 패턴을 사용해 측정했다. 솔더페이스트는 솔더 마스크 상에 오버-프린트된다. 솔더가 리플로우될 때, 솔더의 중앙 구형으로 되돌아간다. 무작위적인 솔더볼은 플럭스 풀에 남아 있었다(그림 12 참조).
오버-프린트 비율 범위는 패드 크기에 500%~1250%까지이다. 솔더볼링은 솔더볼 0개, 5개 미만, 10개 미만의 최대 오버-프린트 비율로 평가했다. 이상적인 솔더페이스트 성능은 각 카테고리에서 1250%의 오버-프린트에서 나온다.
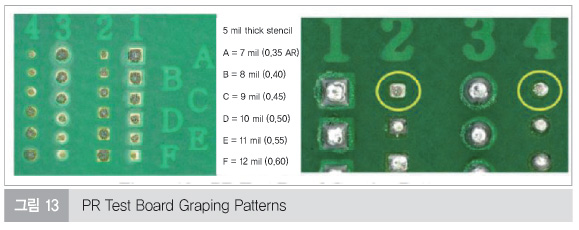
그레이핑 측정을 위해 그레이핑 패턴을 사용했다. 패턴에 정사각형 및 원형, SMD(solder mask defined)형/NSMD(non-solder mask defined)형 패드를 포함하였다. 패드 크기는 0.18mm(7mil)~0.30mm(12mil)이며 해당 스텐실 개구 면적비율은 각각 0.35~0.60이었다(그림 13 참조).
리플로우 이후 솔더 침전물은 그레이핑을 위해 평가되었다. 그레이핑은 일반적으로 소형 솔더페이스트 침전에서 발생한다(그림 13 참조). 그레이핑 비율은 그레이핑 발생 수를 총 솔더 침전 수로 나눠서 계산한다. 이상적인 솔더페이스트 성능은 0% 그레이핑이다.
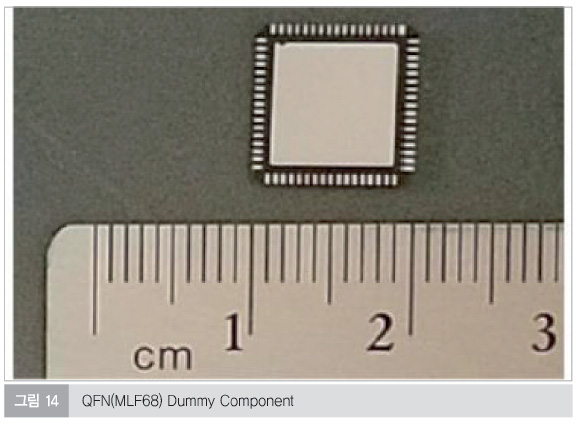
보이드 측정을 위해 대형 QFN 열 패드를 사용했다. QFN 부품은 0.5mm 피치, 10mm 몸체 크기 및 무광 주석 마감에 68개의 주변 리드를 가지고 있다(그림 14 참조).
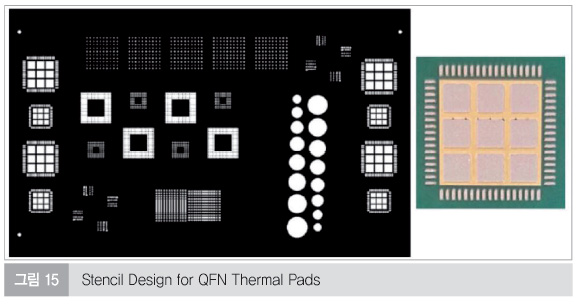
스텐실 디자인은 각 QFN 위치에 맞춰서 제작했다(그림 15 참조). 각 솔더 커버리지는 열 패드 면적의 약 65%였다.
QFN 열 패드 스텐실 디자인은 9개의 페인(pane)이 있는 ‘윈도우-페인’ 유형으로 하였다. QFN 윈도우-페인의 웹 너비는 0.51mm(20mil)였다. 5개의 PCB에 4개의 QFN 부품을 각각 올려 20개의 QFN과 솔더 당 20개의 보이드를 측정했다. 각 솔더의 보이드 성능을 비교하기 위해 통계 분석을 사용했다.
솔더의 성능을 비교하고 대조하기 위해 여러 업계의 표준 솔더페이스트 테스트를 실행했다. T-바 스핀들과 나선형 펌프를 이용한 점도 테스트, 슬럼프 및 솔더볼링 테스트는 모두 J-STD-005[1]에 따라 실시했다. 이들 업계 표준 테스트의 데이터는 주로 솔더의 기본적인 차이점을 설명하기 위해 각 제품을 비교 및 대조하는 데 사용하였다.
점착력 테스트는 새로 준비된 쿠폰에 JIS Z 3284[11] 지침에 따라 진행하였다. 점착력 테스트 쿠폰에 추가적으로 프린팅하고, 21~24℃(70~75℉), 50~55% 상대 습도의 제어된 환경에서 놓았다. 테스트 쿠폰을 저장하고 24, 48, 72시간을 유지한 후에 점착력을 측정하였다. 시간 경과에 따른 점착력의 변화는 솔더의 반응성 또는 안정성에 대한 정보를 준다. 72시간 동안 점착력에 변화가 없어야 이상적인 성능으로 간주하였다.
솔더는 밀봉된 용기에 72시간 동안 50~55℃(122~131℉)의 오븐에 두었다. 이 온도는 권장되는 솔더 보관 온도보다 훨씬 높게 설정했다. 일반적으로 권장되는 대부분의 솔더 보관 온도는 5~10℃(40~50℉)이다. 온도가 상승하면 솔더 내부에서 잠재적인 반응성이 가속화되는 경향이 있다. 이로 인해 활성도가 낮아지고, 솔더가 두꺼워져 전반적인 성능 저하를 유발할 수도 있다.
열 노화 이후, 솔더를 PR 테스트 보드에 프린팅하고 리플로우했다. 그 이후에 점도, 솔더볼링 및 점착력을 측정하였다. 이들 결과를 신규 솔더(열 노화 전)로부터 얻은 결과와 비교하였다. 안정적인 솔더는 성능에 거의 변화가 없는 반면, 반응성이 높은 솔더는 drop 성능이 강해지는 경향이 있었다.
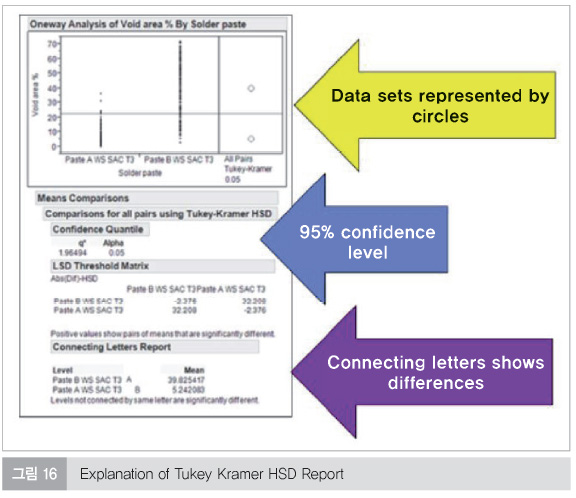
보이드 데이터 세트의 정보를 비교 및 대조하기 위해 Tukey Kramer HSD(honest significant difference) 테스트를 수행했다. Tukey Kramer HSD 분석은 여러 데이터 세트가 심각하게 다른지 아니면 통계적으로 유사한지를 결정하는 데 활용하였다. 이 테스트는 평균을 비교하는 데 사용되는 Student`s t-test와 비슷하다. Tukey Kramer HSD 테스트의 결과에서는 데이터 세트, 여러 데이터 계산 및 보고서 차트를 보여주고 있다(그림 16 참조).
Tukey Kramer HSD 분석은 비교 중인 데이터 세트가 심각하게 다른지 여부를 보여준다. 이 분석은 일반적인 결론을 도출하고 성능 추세를 보여주는 데 사용하였다.
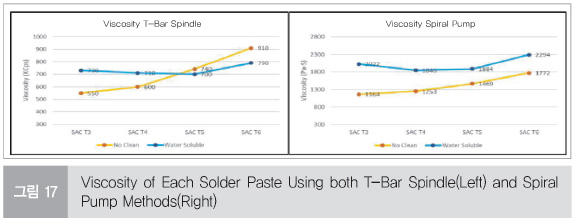
J-STD-005[1]의 T-바 스핀들과 나선형 펌프 방법을 사용하여 각 솔더페이스트의 점도를 측정했다. 그림 17에 결과를 나타냈다.
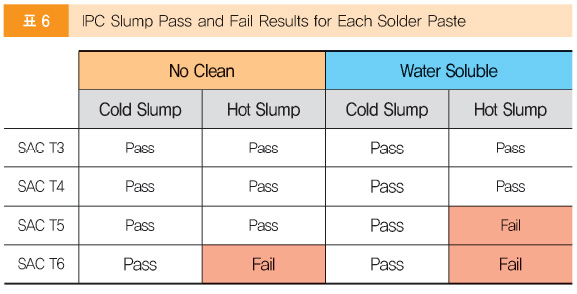
무세척 솔더페이스트의 점도는 T-바 스핀들 및 나선형 펌프 방법 양쪽에서 솔더 파우더 크기가 줄어들수록 높아졌다. 수용성 솔더의 점도는 측정 방법과 관계없이 더 안정적이었다. T-바 스핀들 방법에서는 수용성 솔더보다 무세척 SAC Type 5 및 Type 6 솔더가 더 높은 점도를 보였지만, 나선형 펌프 방법에서는 이러한 현상이 보이지 않았다. 각 솔더의 슬럼프는 IPC-J-STD-005 방법에 따라 측정하였다. Pass와 Fail 결과는 표 6에서 보여주고 있다.
모든 솔더는 Cold slump(25℃)에서 pass했지만, Hot slump(180℃)에서 일부 fail이 발생했다. 무세정 Type 6와 수용성 Type 5, Type 6 솔더는 Hot slump에서 fail이 나왔다. 이들 솔더는 Type 3 및 Type 4의 파우더와 함께 사용하도록 기본적으로 공식화되었으며 반드시 소형 솔더 파우더에 최적화되지는 않았다.
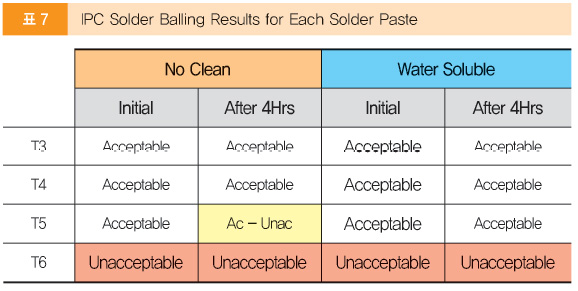
IPC J-STD-005 솔더볼링 테스트는 반투명 유리 슬라이드와 245~250℃로 설정한 핫 플레이트를 사용하여 수행하였다. 표 7에 결과를 나타냈다.
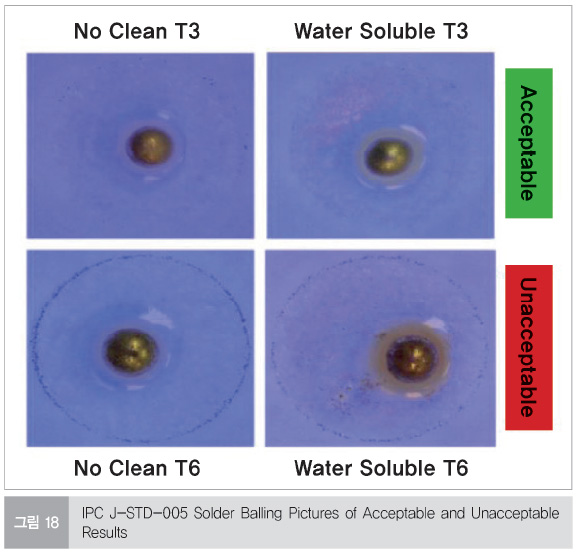
Type 3, Type 4 및 Type 5 솔더 모두 허용 가능한 솔더볼링 결과를 보였다. 무세척 Type 5 솔더는 허용 가능/허용 불가의 경계를 넘나들었다. 모든 Type 6 솔더에서는 허용 불가한 솔더볼의 링과 솔더 볼의 뭉치 결과를 나타냈다(그림 18 참조).
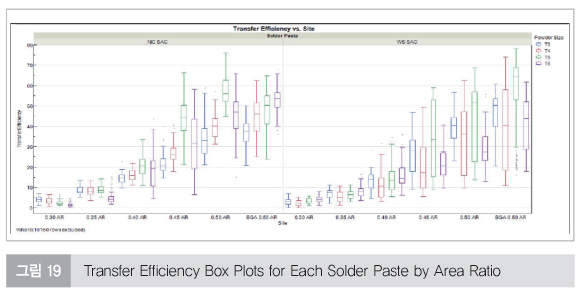
PR 테스트 PCB 위에 패턴을 프린팅하는 것은 솔더페이스트에게 있어서 어려운 과제이다. 패턴 프린팅의 개구 크기는 6mil(0.152mm)에서 최대 10mil(0.254mm)로 하였으며, 스텐실의 두께는 5mil(127㎛)로 제작했다. 이는 각각 1.2에서 2.0까지의 종횡비와 0.30에서 0.50까지의 면적비율에 해당하는 수준이다. IPC-7525[2]의 가이드라인에 따르면, 허용 가능한 솔더 프린팅은 1.50 이상의 종횡비와 0.66 이상의 면적비율이다. 0.30 및 0.35 면적비율의 개구는 각각 1.2 및 1.4의 종횡비를 가지며 가이드라인의 1.50보다 낮다. 모든 면적비율은 업계 가이드라인 0.66 미만을 기준으로 두었다.
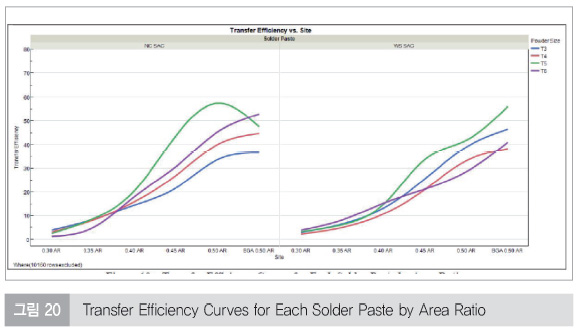
이들 패턴에 프린팅된 솔더의 전사효율(TE%) 값은 일반적으로 5%에서 최대 60%까지 다양하다. 면적비율로 분류된 프린팅 솔더의 전사 효율은 그림 19와 같다.
이들 전사효율 수치는 스텐실 설계에 있어서 일반적으로 허용되는 업계 한계치인 80%보다 훨씬 낮았다. 일반적으로 솔더 파우더 크기가 줄어들면 전사효율이 커진다. 이 데이터에는 해당 추세를 따르지 않는 몇 가지 예외 사항이 존재했다. 무세척 Type 6 솔더는 다른 솔더 파우더 크기보다 0.30 및 0.35 면적비율에서 낮은 전사 효율을 보였다. 이것은 예상치 못한 결과였다. 동일한 데이터 세트는 그림 20의 부드러운 곡선으로 표시되었다.
Type 5 솔더의 전사효율은 일반적으로 다른 모든 파우더 크기보다 높았다. 예상치 못한 결과였다. Type 6 솔더는 다른 파우더 크기보다 더 높은 전사 효율을 제공할 것으로 예상되었다. 수용성 Type 6 솔더는 가장 낮은 TE% 값을 보였다.
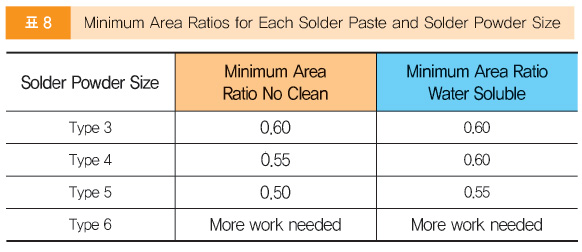
Type 3 솔더에 0.60 면적비율 규칙을 적용하면, 본 연구에서 다른 솔더 Type의 최소 면적비율을 TE 기반으로 하여 추정할 수 있다고 여겼다. 표 8에 솔더페이스트별 최소 면적비율을 나열하였다.
이들 최소 면적비율 규칙은 본 평가에 사용된 패턴 프린팅에 기반을 둔 가이드라인으로 삼았다. Type 6 솔더의 프린팅 성능을 평가하려면 더 많은 작업이 필요하다. 이 규칙에서는 솔더 조인트의 품질이나 신뢰성을 고려하지 않았다. 생산 환경에서 이러한 규칙을 적용하기 전에 솔더 조인트의 품질과 신뢰성을 먼저 확인해야 한다.
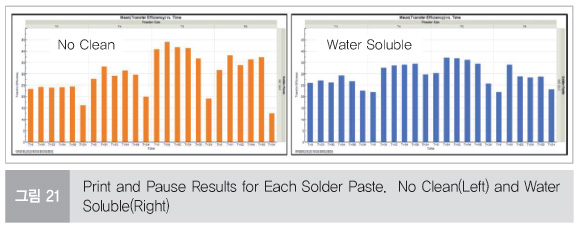
프린팅 및 일시 중지 테스트는 솔더가 프린터에서 대기 중에 열려있을 때 안정성을 결정하는 하나의 방법이다. 시간의 경과에 따라 전사효율이 떨어지는 것은 스텐실 수명을 추정하는 방법이다. 시간 경과에 따른 전사효율에 대해서는 그림 21에서 보여주고 있다.
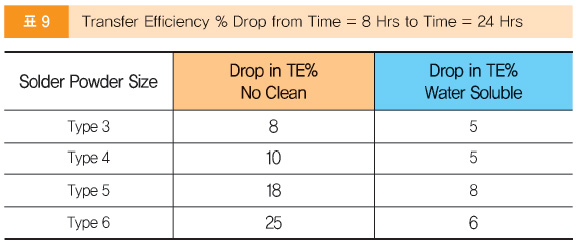
무세척 솔더는 프린팅 및 일시 중지 테스트에서 유사한 성능을 보였다. 전사효율은 0시간, 1시간, 2시간, 4시간, 8시간에서 안정적이었다. 24시간의 경과 후에 전사효율성이 크게 떨어졌다. 파우더 크기가 작을수록 전사효율이 크게 떨어졌다. 수용성 솔더는 비슷한 성능을 보여주었다. 24시간 후에 TE%가 크게 감소했다. 8시간~24시간의 TE% 하락은 표 9에 요약되어 있다.
Type 3과 Type 4의 솔더 파우더는 각각의 솔더에서 시간이 지남에 따라 유사한 전사효율 저하를 나타냈다. Type 5와 Type 6의 파우더 크기는 시간이 경과함으로써 전사효율이 더 크게 떨어졌다. 무세척 솔더는 수용성 제품보다 솔더 파우더 크기 감소 측면에서 덜 안정적이었다. 무세척 솔더는 특히 소형 파우더 크기일 경우에, 스텐실에 앉아있을 때 더 ‘말라지는’ 경향이 있었다.
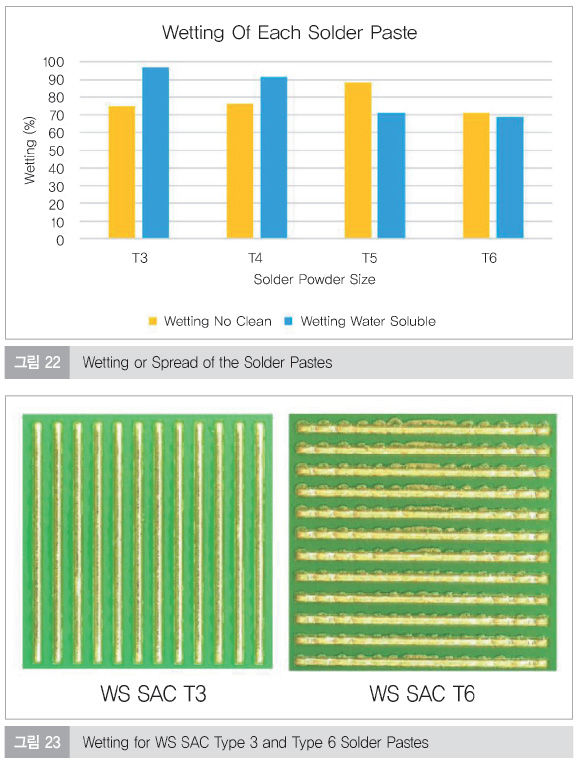
ENIG 표면마감처리 된 PR 테스트 PCB를 사용하여 각 솔더의 습윤 또는 확산 비율을 측정했다. 습윤 결과는 그림 22에서 보여주고 있다.
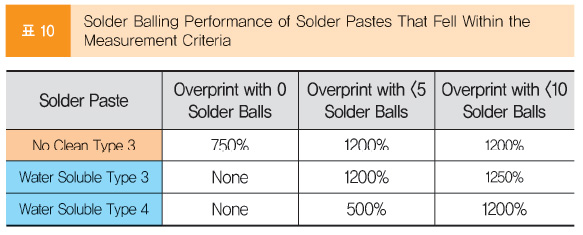
무세척 솔더는 파우더 크기와 관계없이 약 70~75%의 상당히 안정적인 습윤을 나타냈다. 이 경향의 유일한 예외는 무세척 Type 5 솔더로, 90에 근접한 습윤 %를 보였다. 수용성 솔더는 파우더 크기가 감소함에 따라 습윤이 줄어드는 경향을 나타냈다. 수용성 Type 3 솔더의 습윤은 97%였고, Type 6 솔더에서는 70% 미만으로 줄어들었다(그림 23 참조).
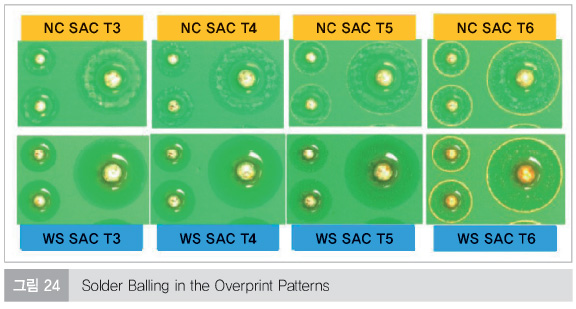
솔더볼링은 PR 테스트 보드의 풀-백 패턴을 사용하여 측정하였다. 솔더볼 0개, 솔더볼 5개 미만 그리고 솔더볼 10개 미만을 표시하는 가장 큰 오버-프린트 비율을 각 솔더페이스트별로 기록하였다. 각 범주의 최대 오버-프린트 비율은 1250%로 하였다. 이 기준으로 측정 가능한 솔더의 결과는 표 10에서 보여주고 있다.
솔더볼링은 표 10에 표시되지 않은 솔더의 모든 패턴에서 10보다 컸다. 오버-프린트 패턴에서 솔더볼링의 대표적인 사진은 그림 24에 나와 있다.
이러한 오버-프린트 수준은 상당히 극단적인 경우로, 전형적인 SMT 설계에 일반적으로 사용되지 않는다. Type 3, Type 4 솔더에서 생성된 솔더볼링은 적었으며, 대부분의 전자산업계 어셈블리 공정에서 허용되는 수준이었다. 그림 24를 통해 Type 5, Type 6 솔더 파우더는 무세척 솔더에 사용될 때 과도한 솔더볼링이 생성된다는 점을 확인할 수 있었다. 수용성 Type 5 솔더는 무세척 Type 5보다 더 우수한 솔더볼링을 보였다. 이는 솔더의 상대적인 활성도 수준 때문인 것 같다. 수용성 솔더는 무세척 제품보다 활성도 수준이 높으므로 수용성 제품은 솔더 파우더 크기가 작을수록 솔더볼링이 적었다. 무세척 및 수용성 Type 6 솔더에서는 모두 과도한 솔더볼링이 나타났다.
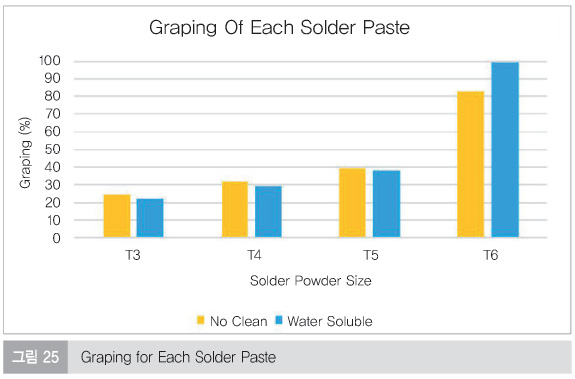
솔더페이스트의 그레이핑 레벨은 솔더 파우더 크기에 따라 달랐다(그림 25 참조).
무세척 및 수용성 솔더페이스트에 대한 그레이핑 수준은 Type 3, Type 4 및 Type 5 솔더 파우더에서 매우 유사하게 나왔다. 전반적으로 Type 6 솔더의 그레이핑이 매우 높았다. 수용성 솔더는 Type 6 파우더를 사용하는 무세척 제품보다 더 높은 그레이핑을 보였다.
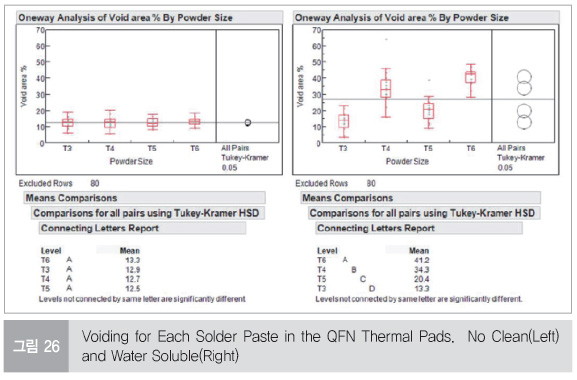
각 솔더페이스트별 보이드는 QFN 열 패드를 사용하여 측정하였다. 보이드 데이터는 그림 26에서 보여주고 있다.
무세척 솔더는 각 솔더 파우더 크기에 있어서 통계적으로 동일한 보이드 거동이 나타났다. 수용성 솔더는 파우더 크기에 따라 보이드가 약간의 차이를 보였다. 가장 큰 솔더 파우더(Type 3)는 가장 낮은 보이드를 보였고 가장 높은 보이드는 무세척 Type 6 솔더에 의해 생성되었다. 이러한 현상에 대한 한 가지 가능한 설명은 무세척과 수용성 제품의 로진 함량 차이이다. 무세척 솔더에 포함된 로진은 리플로우 공정 중에 산화로부터 솔더 파우더를 보호해준다. 플럭스와 솔더 산화물의 반응에 의한 부산물로 보이드가 발생한다는 이론이 있다. 로진이 제공하는 추가 보호 기능으로, 리플로우 중에 생성되는 산화물의 양은 수용성 솔더보다 무세척 제품에서 훨씬 적다. 이것이 이번 실험에서 관찰된 보이드 거동 현상을 설명할 수도 있다.
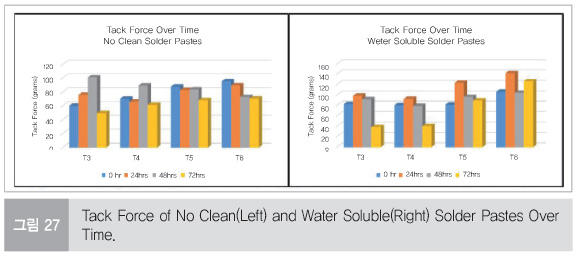
각 솔더의 점착력은 JIS 방법을 사용하여 측정했다.[11] 실험용 점착력 쿠폰에 프린팅하고, 실온의 챔버에 50~55% 상대습도로 72시간 동안 보관했다. 점착력은 24시간, 48시간, 72시간 후에 새롭게 프린팅한 솔더로 측정하였다(그림 27 참조).
일반적으로 점착력은 각각의 솔더 Type과 각 솔더 파우더 크기에서 시간의 경과에 따라 떨어졌다. 대부분의 솔더에서 점착력은 72시간 후에 크게 떨어졌다. 수용성 Type 5, Type 6 솔더는 예외였다. 수용성 Type 5 솔더는 72시간 동안 상대적으로 안정적인 점착력을 나타냈다. 수용성 Type 6 제품은 72시간에 점착력이 증가한 것으로 나타났다. 이러한 수용성 페이스트의 성능 차이는 소형 솔더 파우더에 늘어난 플럭스 함량과 관련이 있는 것 같다.
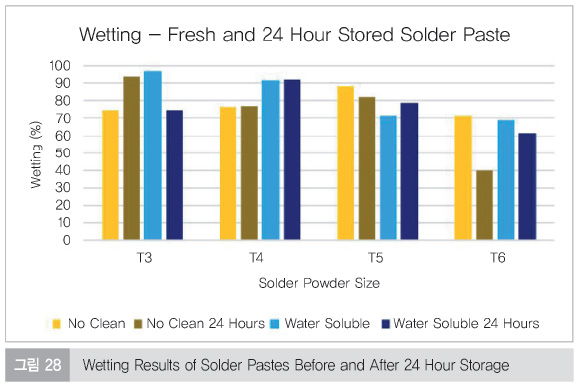
각 솔더의 리플로우 성능은 새롭게 프린트된 PR 테스트 보드와 24시간 동안 대기 중에 보관하고 프린팅한 테스트 보드로 다시 측정하였다. 프린팅한 솔더를 대기 상에 두면, 솔더 산화물 수준이 증가하고 솔더의 활성도가 고갈될 수 있다. 이 테스트는 솔더의 안정성을 보여주고 소형 솔더 파우더로 안정성이 저하되는지를 확인하는 하나의 방법이다. 습윤 결과는 그림 28에 나와 있다.
신규 무세척 솔더로 프린팅했을 때의 습윤과 24시간 저장 후의 무세척 제품 습윤은 Type 6 솔더 파우더 크기를 제외하고 모든 파우더 크기에서 유사하게 나왔다. 무세척 Type 6 솔더는 24시간 대기에 개방하여 보관했을 때 습윤이 약해졌다. 수용성 페이스트는 보관 시 습윤이 감소한 Type 3 솔더를 제외하고 신규 제품과 24시간 후의 제품에서 유사한 습윤을 나타냈다.
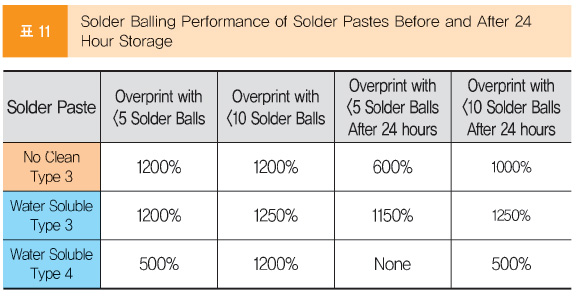
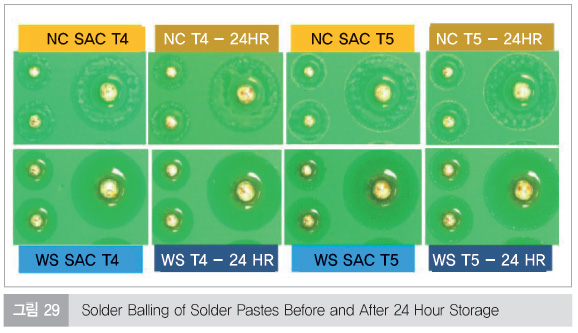
솔더볼링은 신규 솔더로 프린팅한 PR 테스트 보드의 오버-프린트 패턴과 24시간 보관 후 프린팅한 보드를 사용하여 측정하였다(표 11 참조).
프린팅된 솔더는 24시간 동안 보관 후에 오버-프린트 비율이 감소했다. 이는 보관시 무작위적인 솔더볼링이 일반적으로 증가했음을 나타낸다. 무작위 솔더볼링의 증가는 솔더 파우더 크기가 작을수록 더 나빴다. 24시간 보관 전후의 솔더볼링의 대표적인 이미지는 그림 29에 나와 있다.
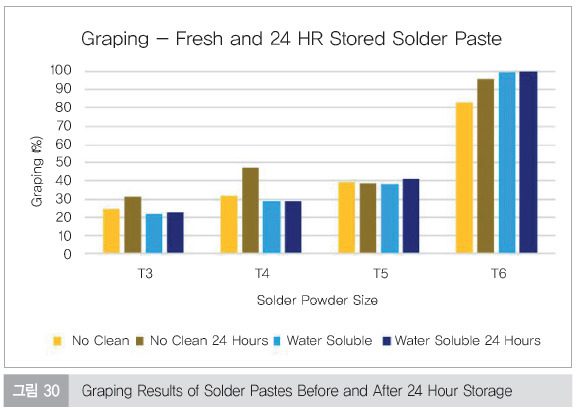
24시간 보관 전후의 그레이핑 비율을 측정했다(그림 30 참조).
무세척 솔더는 24시간 동안 보관했을 때 Type 3, Type 4, Type 6 솔더 파우더 크기에서 그레이핑 증가를 보였다. 그레이핑 증가는 Type 3의 경우 6%, Type 4의 경우 16%, Type 6의 경우 13%였다. Type 5 솔더는 24시간 보관의 영향을 받지 않았다. 수용성 솔더는 24시간 유지 시간 전후에 동일한 수준의 그레이핑을 나타냈다. 무세척 솔더를 사용한 그레이핑은 소형 솔더 파우더 크기로 유지 시간에 대한 감도가 증가함을 보여주었다.
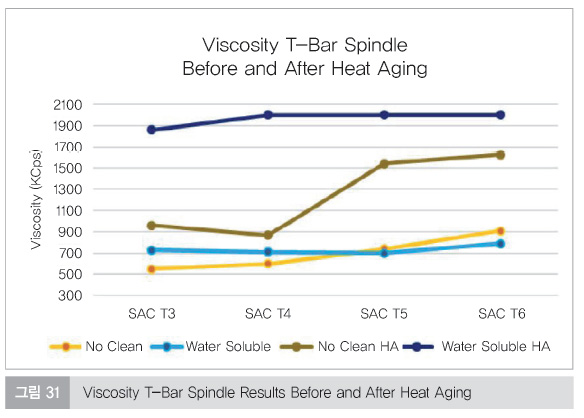
솔더를 용기에 밀봉하고 오븐에서 50℃(122℉)로 3일 동안 열 노화시켰다. 열 노화 후 점도, IPC 솔더볼링, 점착력, 프린팅 및 리플로우 성능을 측정했다. 이들 결과를 신규 솔더의 결과와 비교하였다. 열 노화 전후의 점도 결과는 그림 31에서 보여주고 있다.
수용성 솔더의 점도는 열 노화와 함께 극적으로 증가했다. 수용성 솔더는 모두 사용할 수 없을 정도로 반응했다. 무세척 솔더는 이 테스트에서 약간의 안정성을 보여주었다. 무세척 Type 3, Type 4 솔더는 점도가 약 40~70% 증가했지만, 여전히 사용할 수 있는 수준이었다. 무세척 Type 5, Type 6 솔더는 점도가 100% 이상 증가했다. 이들 솔더는 두꺼웠으나 블레이드 압력을 높이면 프린팅할 수 있다.
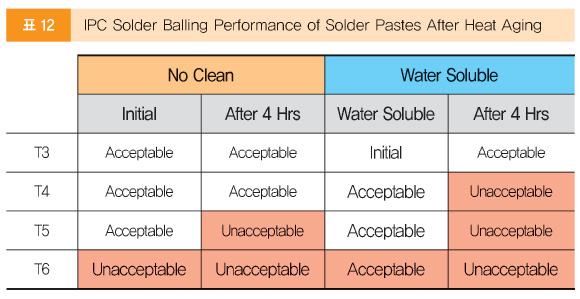
IPC 솔더볼링 테스트는 열 노화된 솔더페이스트에서 실행되었으며, 그 결과는 표 12에 요약되어 있다.
초기에, 신규 솔더는 수용 불가능한 Type 6을 제외한 모든 파우더 크기에서 허용 가능한 솔더볼링을 보였다. 열 노화 후, Type 5, Type 6의 무세척 솔더는 수용 불가능이라는 결과가 나왔다. Type 4, Type 5, Type 6 수용성 솔더는 수용 불가능한 결과를 나타냈다. 이 테스트를 통해 솔더 파우더 크기가 작을수록 시간의 경과에 따라 반응에 더 취약하여 사용 가능한 저장 수명이 단축될 수 있음이 알 수 있었다.
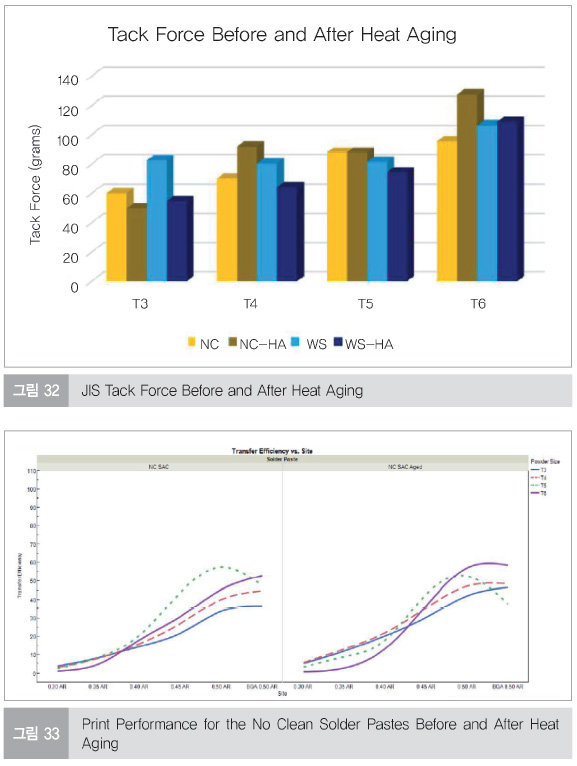
JIS 점착력은 열 노화시킨 솔더에서 측정하였다. 신규 솔더와 열 노화 제품의 점착력 데이터는 그림 32에 나와 있다.
무세척 Type 3 솔더는 열 노화 후 점착력이 약간 감소했다. 반면, Type 4 및 Type 6의 무세척 솔더는 열 노화로 점착력이 증가했다. Type 5 제품의 점착력은 열 노화와 관련해서 안정적이었다. 수용성 Type 3, Type 4 솔더는 열 노화에 따라 점착력이 감소하는 것으로 나타났으며, 수용성 Type 5와 Type 6는 열 노화에 따른 점착력 변화가 거의 없었다. 이는 점착력이 열 노화에 의해 반드시 영향을 받는 것은 아니며 유통 기한 동안 변하지 않을 수 있음을 보여주었다.
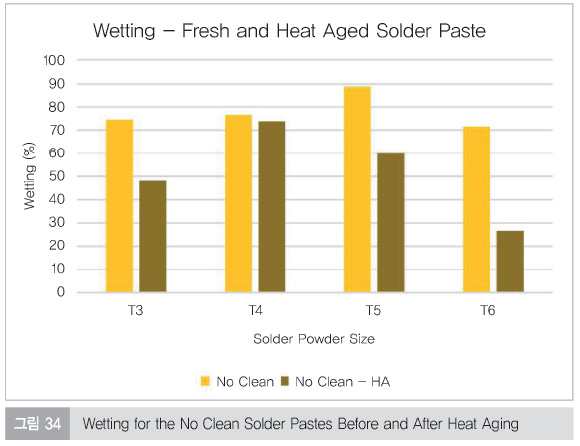
열 노화 전후를 측정하여 프린팅 성능을 확인하였다. 수용성 솔더는 점성이 너무 커서 프린팅할 수 없었다. 그림 33에서는 무세척 제품의 성능을 보여주고 있다.
이들 전사효율 값은 열 노화 전후에 통계적으로 동일했다. 열 노화는 무세척 솔더의 점도를 증가시켰으나 프린팅 성능에는 영향을 끼치지 않았다. 그에 비해 열 노화는 수용성 솔더의 점도를 프린팅할 수 없는 지점까지 증가시켰다.
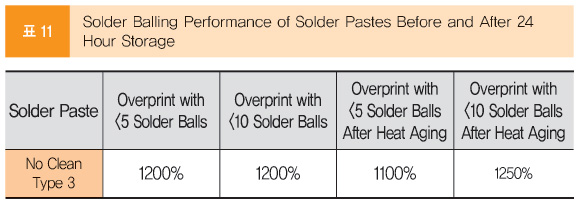
무세척 열 노화 솔더페이스트의 리플로우 성능은 PR 테스트 보드를 사용하여 측정했고, 신선한 무세척 제품과 비교하였다. 습윤 데이터는 그림 34에 나와 있다.
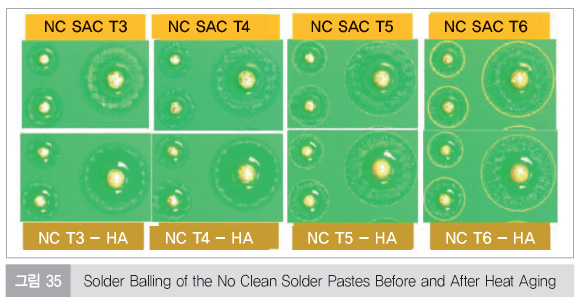
각각의 무세척 솔더에서 열 노화로 인해 습윤 성능이 감소했다. Type 5와 Type 6 솔더에서 매우 많이 감소했다. 열 노화에 대한 솔더볼링 성능은 표 13에서 보여주고 있다.
Type 4, Type 5 및 Type 6 파우더가 포함된 무세척 솔더는 이러한 기준으로 측정할 수 없었으므로 표 13에 표시하지 않았다. 솔더볼링 성능은 무세척 솔더의 열 노화에 따라 크게 변하지 않았다. 대표적인 솔더볼링 이미지는 그림 35에 있다.
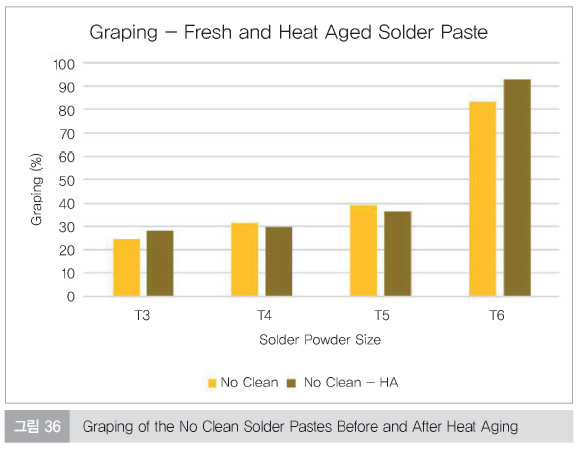
그레이핑 비율은 열 노화 후 측정하였으며, 신규 무세척 제품과 비교하였다(그림 36 참조).
그레이핑 비율은 열 노화된 Type 3, Type 4 및 Type 5의 무세척 솔더와 신규 제품에서 비슷한 모습을 보였다. Type 6 무세척 솔더는 열 노화로 인해 그레이핑이 약간 증가하는 것을 확인했다.
열 노화에 따른 습윤 및 그레이핑 성능의 감소는 큰 솔더 파우더 크기의 솔더보다 소형 파우더 크기의 제품에서 더 빠르게 활성도를 잃어버리는 것을 보여주었다. 소형 솔더 파우더 크기로 제작된 솔더의 경우 저장 수명이 단축될 수 있다.
솔더 파우더 크기는 확실히 솔더페이스트 성능에 영향을 미친다. 특정 솔더에 모든 솔더 파우더 크기를 사용할 수는 없다는 것은 익히 잘 알려져 있다. 솔더가 제 역할을 수행할 수 있도록 적용하는 파우더 크기가 공식화되어야 한다. 다음은 본 작업에 기반한 각 솔더페이스트와 솔더 파우더 크기의 최적 사용을 위한 권장사항이다.
무세척 Type 6과 핫슬럼프 테스트에서 불량을 보인 수용성 Type 5와 Type 6 솔더를 제외한 모든 솔더페이스트는 IPC 슬럼프 테스트에서 잘 동작했다. 이들 솔더의 플럭스 농도는 솔더의 유동성을 변화시키는 솔더 파우더 크기가 작을수록 훨씬 더 높았다. 이는 솔더 파우더 크기가 작을수록 리플로우 중에 브리징 가능성이 커질 수 있음을 나타낸다.
수용성 Type 3, Type 4, Type 5 솔더와 무세척 제품은 IPC 테스트에서 허용 가능한 솔더볼링을 보였다. 무세척 솔더와 수용성 Type 6 제품 모두는 IPC 솔더볼링 테스트에 불량이 나타났다. Type 6 파우더는 다른 솔더 파우더 크기에 비해 상대적으로 큰 산화물 함량을 가지고 있다. 그래서 Type 6 솔더는 다른 솔더보다 솔더 볼링에 더 취약했다.
일반적으로 솔더 파우더 크기가 감소하면, 프린팅 솔더 체적은 증가한다. 전사효율은 솔더 파우더 크기가 줄어들 때마다 약 5%씩 증가했으며 이는 면적비율의 0.05 변화에 해당한다. 각 Type의 솔더에 대한 최소 면적비율 권장 사항은 다음과 같다.
▶ 무세척 Type 3 솔더페이스트 : 0.60 AR
▶ 무세척 Type 4 솔더페이스트 : 0.55 AR
▶ 무세척 Type 5 솔더페이스트 : 0.50 AR
▶ 수용성 Type 3, Type 4 솔더페이스트 : 0.60 AR
▶ 수용성 Type 5 솔더페이스트 : 0.55 AR
프린팅 파라미터, 스텐실 기술 및 디자인이 프린팅 성능과 이들 최소면적비에 영향을 미친다는 점을 명심해야 한다.
무세척 Type 5, Type 6 솔더는 스텐실에서 16시간 동안 일시 중지한 후의 전사효율이 가장 크게 떨어졌다. 수용성 Type 5, Type 6 솔더는 16시간 동안 일시 중지한 후 전사효율이 더 낮아졌다. 스텐실에서 16시간의 일시 중지와 24시간 온종일 후의 솔더 프린팅을 권장하지 않는다. 테스트 된 모든 솔더는 1시간, 2시간 그리고 4시간의 프린팅 중지에 잘 응답했으며, 스텐실에서 8시간 동안은 우수한 프린팅 성능을 보였다. 본 연구에 기반을 두면, 테스트한 모든 솔더의 권장 스텐실 수명은 8시간이다. 환경 조건, 신규 솔더 첨가비율 그리고 다른 요인들이 스텐실 수명에 영향을 끼친다.
무세척 솔더의 습윤 또는 확산은 파우더의 크기와 상관없이 일관적인 모습을 보였다. 수용성 솔더의 습윤 또는 확산은 솔더 파우더 크기가 줄어듦에 따라 약해졌지만, 전체적으로 무세척 제품보다 높았다. 무세척 및 수용성 Type 3, Type 4, Type 5 솔더의 솔더볼링 성능은 대부분의 전자 어셈블리에서 허용되는 수준이었다. IPC 솔더볼링 테스트에서 볼 수 있듯이 무세척 및 수용성 Type 6 솔더의 솔더볼링 성능은 과도한 수준이었다. 무세척 및 수용성 Type 3, Type 4, Type 5 솔더의 그레이핑 성능은 매우 좋았다. Type 6 솔더 모두는 그레이핑이 허용할 수 없는 수준이었다. 솔더에 Type 6 파우더를 사용하면 과도한 솔더볼링과 그레이핑이 발생할 수 있다.
무세척 솔더는 모두 동일하게 낮은 보이드 거동을 보였다. 수용성 솔더의 경우, 솔더 파우더 크기가 감소함에 따라 보이드는 증가하는 것으로 나타났다. 보이드는 파우더 크기와 기타 여러 요인의 영향을 받는다. 보이드 거동은 파우더 크기의 변화에 따라 변경될 수 있으며, 보이드를 최소화하기 위해 공정을 조정해야만 한다.
모든 솔더의 점착력은 48시간 동안 안정적이었지만 72시간이 넘어가면 떨어졌다. 점착력의 안정성은 프린팅과 리플로우 사이의 정상적인 시간을 훨씬 초과한다. 24시간 유지 후의 리플로우 성능은 Type 3, Type 4, Type 5 솔더에서 안정적이었다. Type 6 솔더는 24시간 유지 전후 모두에서 의심스러운 리플로우 성능을 보였다. 리플로우 이전에 24시간 유지를 권장하지 않지만, Type 3, Type 4, Type 5 솔더가 환경적으로 안정적이라는 것을 보여주었다. 더욱 극단적인 환경 조건은 솔더의 안정성을 변화시킨다.
무세척 Type 3, Type 4 솔더의 점도는 열 노화에 따라 증가했지만 쉽게 프린팅할 수 있었다. 무세척 Type 5, Type 6 솔더의 점도가 매우 증가했지만, 프린팅 파라미터를 조정하여 프린팅할 수 있었다. 모든 수용성 솔더의 점도는 열 노화로 인해 극적으로 증가하여 프린팅할 수 없었다. 무세척 솔더의 프린팅 성능은 본질적으로 변하지 않았다. 열 노화는 무세척 Type 5, Type 6 솔더와 수용성 Type 4, Type 5, Type 6 솔더의 IPC 솔더볼링 결과에서 불량을 일으켰다. 점착력은 모든 솔더에서 열 노화 전후에 안정적인 모습이었다. 열 노화 후 무세척 솔더만 프린팅 및 리플로우가 가능했다. 열 노화는 모든 무세척 솔더의 습윤성 저하를 불러왔다. 무세척 솔더의 솔더볼링 성능은 열 노화로 인해 약간 악화되었다. 그레이핑 성능은 무세척 솔더의 열 노화에도 변하지 않았다.
이들 결과는 솔더 파우더 크기가 줄어들면, 솔더의 반응성이 늘어난다는 것을 보여주고 있다. 이는 소형 솔더 파우더 크기, 특히 Type 5, Type 6 솔더 파우더로 제작된 솔더의 저장 수명이 더 단축된다는 것을 나타낸다.
본 연구에서는 SAC305 Type 3, Type 4, Type 5, Type 6 솔더 파우더를 사용하는 무세척 및 수용성 솔더페이스트의 성능에 관한 주요 차이점을 나타냈다. 소형의 파우더 기반의 솔더를 사용하는 경우, 작업자는 여러 성능 차이를 인식하여 SMT 공정을 적절하게 조정할 수 있어야 한다.
솔더페이스트 제조업체는 미래지향적인 전자산업의 요구에 대응하려고 노력하고 있다. 전자 디바이스의 소형화로 인해 더 작은 솔더 파우더 크기가 점점 보편화 되어 가고 있다. 솔더페이스트 제조업체는 소형화 요구를 해결하기 위해 더 작은 솔더 파우더 크기와 함께 사용할 제품을 공식화하고 있다.
요약하자면, 전기 테스트는 분리된 조인트를 식별하는 데 효과적이지 않다. 가능한 면외 CTE가 낮거나 매우 높은 Tg 특성을 지닌 PCB 재료를 선택하거나 혹은 얇은 PCB 사용하여 열팽창 선형 길이를 줄임으로써 문제를 초기에 완화하거나 예방할 수 있다.
REFERENCES
[1] Solder Paste Task Group (5-24b), “Requirements for Soldering Pastes”, J-STD-005A, February 2012.
[2] Stencil Design Task Group (5-21e), “Stencil Design Guidelines”, IPC-7525B, October 2011.
[3] T. O’Neill, C. Tafoya, G. Ramirez, “The Impact of Reduced Solder Alloy Powder Size on Solder Paste Print Performance”, Proceedings of IPC APEX Expo, 2016.
[4] R. Gray, “Development of a Robust 03015 Process”, Proceedings of IPC APEX Expo, 2015.
[5] B. Roggeman, B. Keser, “Improved SMT and BLR of 0.35mm Pitch Wafer Level Packages”, Proceedings of SMTA International, 2015.
[6] S. Harter, J. Franke, C. Lantzsch, “Evaluation of the Stencil Printing for Highly Miniaturized SMT Components with 03015 mm in Size”, Proceedings of SMTA International, 2015.
[7] A. Nobari, S. St-Laurent, “Solder Powder Characteristics and Their Effect on Fine Pitch Printing of Solder Paste”, Proceedings of SMTA International, 2017.
[8] E. Bastow, “Does Solder Particle Size Impact the Electrical Reliability of a No-Clean Solder Paste Flux Residue?”, Proceedings of IPC APEX Expo, 2016.
[9] A. Nobari, S. St-Laurent, “Effect of Fine and Ultra-Fine Lead-Free Solder Powder Characteristics on The Reflow Property of Pastes”, Proceedings of SMTA International, 2016.
[10] A. Nobari, S. St-Laurent, “Investigation of Characteristics of Lead-Free Powders for Solder Paste Application”, Proceedings of IPC APEX Expo, 2017.
[11] Japanese Standards Association, “Japanese Industrial Standard Solder Paste”, JIS Z 3284, 1994.