궁합이 좋은 조합을 찾는 게 중요
애플리케이션별 최적의 조합을 골라야
다양한 솔더페이스트와 표면 마감재를 조합하여 프린팅, 리플로우 및 보이드 성능을 테스트하였다. 성능의 차이를 표시하였고, 정량화하려고 노력했다. 표면 마감재와 사용된 솔더페이스트를 자유롭게 선택할 수 있다면 함께 잘 어우러지는 조합을 선택하는 것이 좋다. 무세정 63/37 솔더페이스트는 대부분의 표면 마감재와 잘 맞는 경향이 있었다. 무연 솔더페이스트가 필요한 경우, 무세정 SAC305 솔더페이스트가 대부분의 표면 마감에게는 좋은 선택지였다. ENIG 및 납 HASL 표면 마감재는 대부분의 솔더페이스트와도 궁합이 나쁘지 않았다. 침지 은 및 침지 주석 표면 마감재는 다른 마감재만큼 퍼포먼스가 좋지 않았다. OSP와 무연 HASL 표면 마감재는 사용된 솔더페이스트에 따라 다양한 퍼포먼스가 나왔다. 퍼포먼스를 최적화하려면 솔더페이스트와 표면 마감재의 한계를 아는 것이 중요하다.
인쇄회로기판(PCB)에 일반적으로 사용되는 표면 마감재는 SMD 공정의 솔더페이스트 성능에 영향을 미친다. 일부 표면 마감재는 HASL(Hot Air Solder Level)과 같이 비-평면 표면이 나오기에 솔더페이스트 프린팅 시 불일치를 유발할 수 있다. 다른 표면 마감재는 OSP(organic solderability preservative)와 같이 리플로우 중의 습윤성이 떨어지는 제품도 있다. 솔더페이스트 성능에 끼치는 표면 마감재의 전반적인 영향은 무엇인가? 각 표면 마감재에 가장 적합한 솔더페이스트는 무엇인가? 이러한 질문에 답하는 것이 본 연구의 목적이다.
이번 연구에서는, SMD 공정에서 사용되는 HASL, OSP, 무전해 니켈 침지금(ENIG), 침지 주석 및 침지 은을 포함한 여러 가지 다른 표면 마감재를 무연 무세정/수용성, 유연 무세정/수용성 솔더페이스트 등과 함께 테스트하였다. 표면 마감재와 솔더페이스트를 각각 조합하여 프린팅 성능, 습윤성, 솔더 볼링, 그레이핑 및 보이드를 평가하였다. 테스트의 결과를 정량화하고 요약했다. 표면 마감재와 솔더페이스트의 최고의 조합을 찾는 시간을 보냈다.
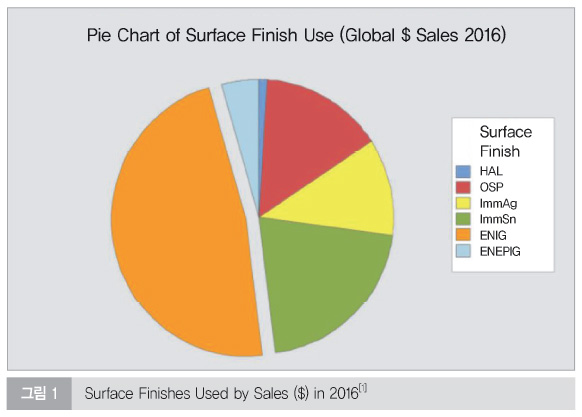
납땜성을 지닌 다양한 표면 마감재가 PCB에 사용되고 있다(그림 1 참조). 표면 마감재를 사용하지 않으면 구리 패드에 납땜이 된다. 구리는 매우 빠르게 산화되고 산화물 두께는 시간이 지남에 따라 두꺼워진다. 구리 산화물은 특히 저활성 무세정 플럭스로 납땜하기가 매우 어렵다. 납땜 가능한 표면 마감재는 구리 패드와 홀을 보호하는 동시에 우수한 납땜성을 가능하게 한다.
역사적으로 가장 일반적인 표면 마감재는 주석/납(Sn63/Pb37) HASL(Hot Air Solder Level)이다. 회로 기판을 HASL로 코팅하는 공정은 다음과 같다. 동박을 에칭하여 산화물을 제거한 다음 회로 기판을 열풍을 이용하여 플럭스로 코팅한다. 회로 기판은 용융된 솔더에 잠긴다. 솔더에서 회로 기판이 떼어질 때, 뜨거운 공기는 솔더를 ‘평면화’하여 상대적으로 평평하게 만들고 홀을 깨끗하게 한다. 마지막으로 회로 기판을 세척하여 플럭스 잔류물을 제거한다. 주석-납 HASL은 평평하지 않거나 혹은 ‘울퉁불퉁’하다는 고유한 문제가 존재해 있다. 이 문제는 솔더페이스트 프린팅 및 부품 실장에 해로운 영향을 미칠 수 있다. 주석-납 HASL은 또한 솔더링이 잘되는 것으로 알려져 있으며 다중 솔더링 사이클에 내성이 있다. 그래서 오늘날에도 여전히 일반적으로 사용되고 있다.
무연 HASL은 많은 애플리케이션에서 주석-납 HASL을 대체하는 일반적인 마감재이다. 무연 HASL로 회로 기판을 코팅하는 데 사용되는 공정은 본질적으로 주석-납 HASL의 공정과 동일하다. 유일한 예외사항은 사용되는 솔더 합금이다. 주석-납 HASL은 Sn63/Pb37 합금을 사용하는 반면 무연 HASL은 SN100C와 같은 주석-구리 기반의 합금을 사용한다. 무연 HASL도 비-평탄성이라는 고유한 문제가 있으나, 다중 솔더링 사이클에서도 역시 솔더링이 잘 된다. HASL 마감재는 내구성이 좋으며, 기계적 손상을 잘 견딘다.
OSP(Organic solderability preservative)는 다른 표면 마감재에 비해 비용이 저렴해서 널리 사용되고 있다. OSP로 회로 기판을 코팅하는데 사용되는 프로세스는 다음과 같다. 구리를 세척하고 에칭하여 오염 물질과 산화물을 제거한다. 그런 다음 구리를 아졸 혼합물(azole mixture)로 코팅한다. 과잉된 액체가 제거되고 코팅이 건조된다. OSP는 기계적 손상을 받기 쉬워서 조심스럽게 취급해야 한다. OSP가 코팅된 회로 기판은 보관 수명을 연장하기 위해 공기와 습기로부터 보호되어야 한다. OSP는 평면성을 보이므로, HASL과 같은 비-평면성 문제가 없다. OSP는 다중 솔더링 사이클에서 문제를 나타내는 것으로 알려져 있으며, 제한된 수의 솔더링 사이클이 필요한 비용에 민감한 애플리케이션에 주로 사용된다.
ENIG(Electroless nickel immersion gold)은 매우 인기 있는 표면 마감재이다. ENIG의 대응물(對應物)인 ENEPIG(electroless nickel electroless palladium immersion gold)가 점점 인기를 얻고 있다. ENIG로 회로 기판을 코팅하는데 사용되는 프로세스는 다음과 같다. 동박을 세척하고 에칭하여 오염 물질과 산화물을 제거한다. 그런 다음 동박은 팔라듐과 같은 금속 촉매로 코팅된다. 니켈은 니켈 침전물에 인(phosphorous) 물질을 포함하고 있는 무전해 도금 공정을 통해 도금된다. 니켈 금속이 용해되고 금(gold) 금속으로 대체되는 침지 공정을 통해 얇은 금 막이 니켈 침전물 위에 도금된다. ENIG는 일반적으로 ‘블랙 패드’로 알려진 니켈의 과부식 문제에 취약하다. ENIG 프로세스는 ‘블랙 패드’의 위험을 최소화하기 위해 수년에 걸쳐 개선되어 왔다. ENIG는 비용이 많이 드는 표면 마감재 중 하나이다. ENIG는 우수한 솔더페이스트 프린팅을 촉진하는 평탄성 좋은 마감재이다. 또한 다중 솔더링 적용이 가능하며, 유통 기한이 길다.
침지 주석(Immersion tin) 도금은 주로 유럽과 아시아에서 사용되는 인기 있는 표면 마감재이다. 침지 주석으로 회로 기판을 코팅하는데 사용되는 프로세스는 다음과 같다. 동박을 세척하고 에칭하여 오염 물질과 산화물을 제거한다. 동박 표면은 전처리 단계를 거쳐 주석 도금이 준비되고, 그 다음에 침지 주석으로 도금된다. 주석 금속이 회로 기판 패드에 도금되는 동안 동박은 도금 용액에 용해된다. 침지 도금 공정은 주석의 최대 두께를 제한하는 자체 한정적인 특성이 있다. 침지 주석은 평탄성이 좋아 처음에는 솔더링이 잘 된다. 고온의 무연 솔더링 온도는 마감재를 손상하여 후속 솔더링 단계를 어렵게 만들 수 있다. 침지 주석은 또한 상대적으로 얇아서 취급 손상에 취약하다.
침지 은(Immersion silver) 도금은 침지 주석과 유사하나, 은 금속이 동박 패드 위에 도금된다. 회로 기판에 침지 은을 도금하는 공정은 다음과 같다. 동박을 세척하고 에칭하여 오염 물질과 산화물을 제거한다. 동박 표면은 전처리 단계를 거쳐 은 도금이 준비되고, 그 다음에 침지 은으로 도금된다. 은 금속이 회로 기판 패드에 도금되는 동안 동박이 도금 용액에 용해된다. 침지 도금 공정은 은의 최대 두께를 제한하는 자체 한정적인 특성이 있다. 변색 방지제(Anti-tarnish)는 은 도금 단계에 포함되거나 최종 단계에서 적용된다. 침지 은은 평탄성이 좋고, 처음에는 솔더링이 잘 되지만, 공기 노출과 납땜에 가해지는 열에 의해 변색될 수 있다. 변색된 침지 은은 납땜하기가 매우 어렵다. 침지 은은 상대적으로 얇아서 취급 손상에 취약하며 공기 및 황 노출로부터 보호되어야 한다. 침지 은 및 침지 주석은 모두 비용 효율적인 마감재이다.
표면 마감재를 선택할 때 프린팅 및 리플로우 퍼포먼스 외에 고려해야 할 다른 특성이 있다. 다음은 표면 마감재와 관련하여 고려해야 할 기타 특성 목록이다.[2]
▶ SMD 솔더 조인트 신뢰성
▶ 볼 그리드 어레이 및 하단 종단 부품 솔더 조인트 신뢰성
▶ 도금된 쓰루홀 신뢰성
▶ 유통 기한
▶ 다중 리플로우 사이클 후 납땜성
▶ 리플로우 솔더링 후 도금된 쓰루홀 충진
▶ 코팅 공정의 복잡성
▶ 마감재의 평탄성
▶ 핀 프로브 테스트를 위한 전도도
▶ 크리프 부식 위험
▶ 주석 휘스커 위험
본 연구에서는 다양한 표면 마감재를 사용하여 여러 솔더페이스트를 적용하여 테스트했다. 표면 마감재와 솔더페이스트의 각 조합에 대한 프린팅 및 리플로우 특성을 정량화하는 데 중점을 두었다. 이러한 결과는 솔더페이스트와 표면 마감재의 최적 조합에 대한 권장 사항을 제공하는 데 사용될 수 있다.
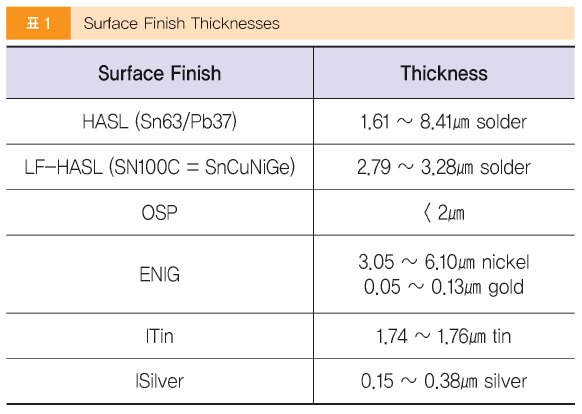
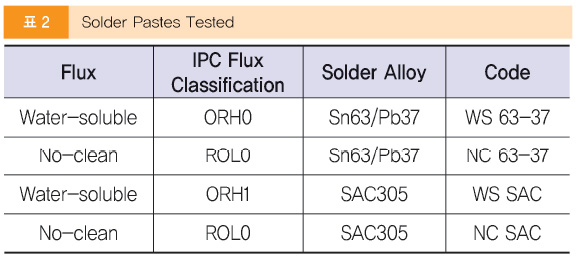
이번 연구에 주석-납 HASL, 무연 HASL, OSP, ENIG, 침지 주석 및 침지 은의 표면 마감재를 사용하였다. 측정한 코팅 두께를 표 1에 나타냈다. 테스트에 사용된 솔더페이스트는 표 2에 나열하였다.
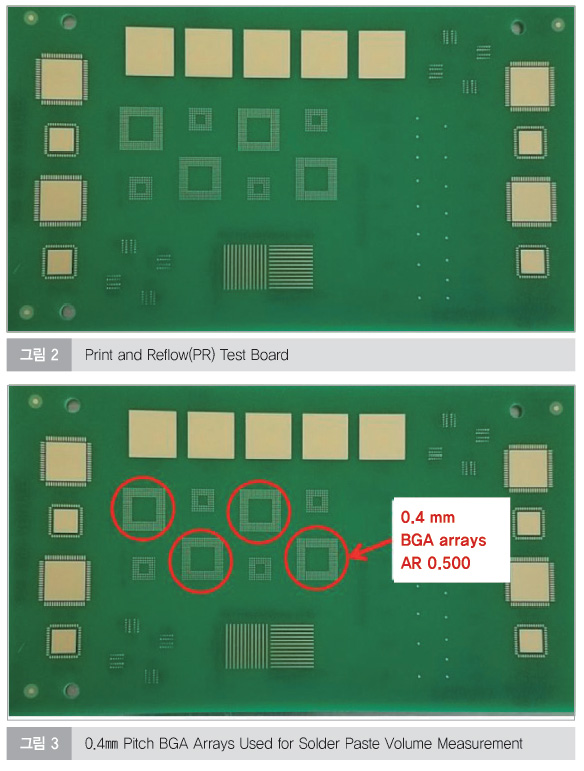
각 솔더페이스트에 사용된 솔더 파우더 크기는 IPC Type 4(20~38㎛)였다. 선택한 솔더페이스트는 모두 한 제조업체에서 시판되는 제품이었다. 테스트에 사용된 회로 기판을 프린팅 및 리플로우(PR) 테스트 기판이라고 하며 그림 2에서 이미지를 보여주고 있다.
프린팅/리플로우 테스트 보드에는 솔더페이스트 성능을 정량적으로 측정할 수 있는 까다로운 패턴을 설계했다. 이러한 패턴은 이전 연구[3],[4]에서 솔더페이스트 성능을 측정하는 데 사용되었다. 프린팅된 솔더페이스트 부피 측정에 사용되는 패턴은 0.4㎜ 피치의 BGA이었다. 스텐실의 두께는 127㎛(5mils)이고 개구는 254㎛(10mil)의 둥근 사각형 모양으로 하였다. 이러한 패턴의 면적비(AR)는 0.50으로 솔더페이스트의 프린팅 성능에 문제를 유발할 수 있는 수준으로 잡았다(그림 3).
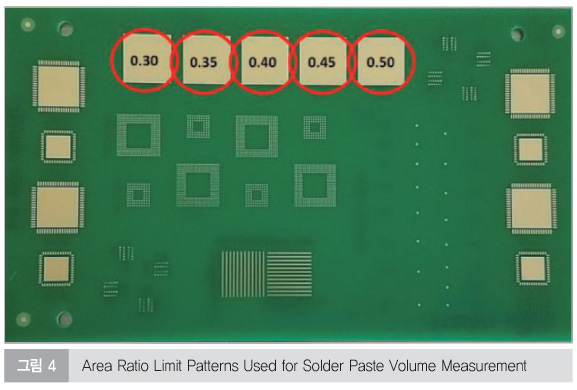
게다가 솔더페이스트 프린팅 체적 데이터는 면적비 한정 패턴으로부터 수집하였다. 스텐실 개구는 254㎛(10mil) ~ 152㎛(6mil)의 크기 범위와 0.50~0.30AR 면적비의 둥근 사각형 모양으로 하였다(그림 4 참조).
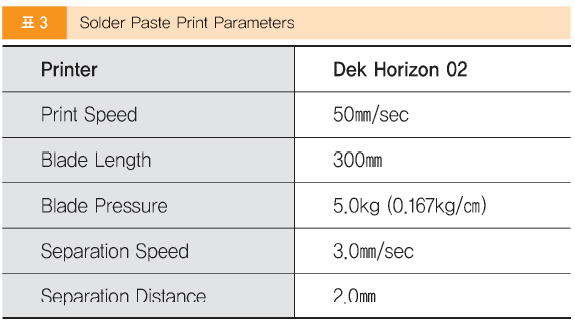
면적비 한정 패턴은 솔더페이스트의 프린팅 가능성의 하한선을 보여준다. 많은 솔더페이스트가 가장 작은 0.30 및 0.35 AR 패턴을 통해 프린팅되지 않았다. 솔더페이스트와 표면 마감재의 각각의 조합에 10회의 프린팅 테스트를 수행하였다. 프린팅된 솔더페이스트 체적을 측정하고 전송효율백분율(TE%)을 계산했다. 통계 분석은 데이터 세트를 비교하고 대조하는 데 사용되었다. 테스트에 사용된 솔더페이스트 프린팅 파라미터는 표 3에 나와 있다.
프린팅/리플로우 테스트 보드에는 리플로우 성능을 정량적으로 측정할 수 있는 몇 가지 리플로우 패턴을 적용하였다. 이를 통해 측정할 수 있는 특성은 습윤, 솔더 볼링, 그레이핑 및 보이드이다.
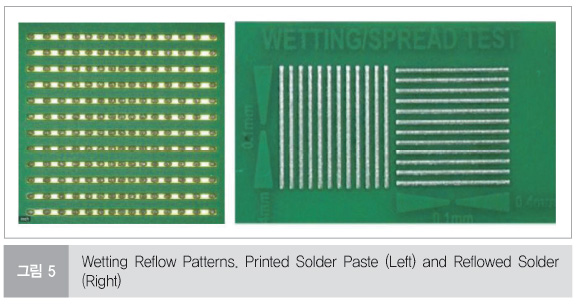
습윤 패턴은 수직 및 수평 방향으로 12개의 평행선을 포함하고 있다. 0.4㎜ 너비의 15개의 솔더페이스트 브릭이 각 라인의 가장자리에서 0.4㎜에서 중앙에서 0.1㎜까지 다양한 피치로 각 라인 중앙에 프린팅된다(그림 5).
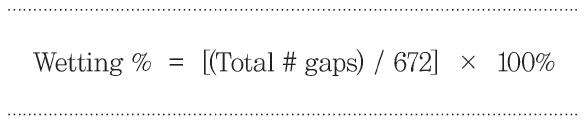
이상적인 습윤은 전체 라인을 완전히 덮는 솔더로 입증된다. 표면 마감재와 솔더페이스트의 각 조합의 습윤 또는 퍼짐 비율을 집계하였다. 두 개의 회로 기판에서 각 패턴에 대해 솔더로 덮이지 않은 갭의 수를 세었다. 습윤 백분율은 식 (1) 방정식으로 계산되었다.
습윤 백분율이 높을수록 습윤성이 더 우수함을 나타낸다. 이상적인 습윤은 100%이다.
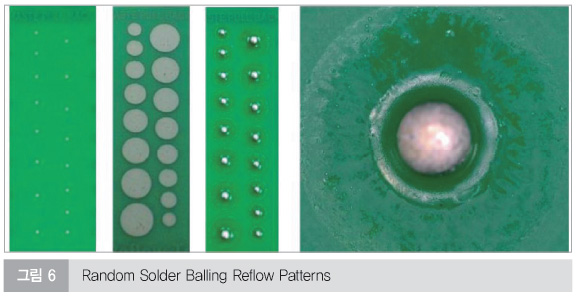
무작위 솔더 볼링은 오버-프린트/풀백(overprint/pullback) 패턴을 사용하여 측정하였다(그림 6).
회로 기판의 패드 크기는 0.51㎜(20mils)이다. 패드와 솔더 마스크 주변의 오버프린트된 솔더페이스트의 비율은 500%~1250% 범위인데, 2.55㎜(100mils) ~ 6.35㎜(250mils)의 스텐실 개구 직경에 해당한다. 리플로우 동안 솔더페이스트는 플럭스 풀 이후에 무작위적인 솔더 볼을 남기는 하나의 중앙 구형으로 당긴다. 솔더 볼링 성능은 두 개의 회로 기판에서 측정하였으며, 다음과 같이 세 가지 범주로 기록하였다.
▶ 0개의 솔더 볼이 있는 가장 큰 오버프린트 %
▶ 5개 미만의 솔더 볼이 있는 가장 큰 오버프린트 %
▶ 10개 미만의 솔더 볼이 있는 가장 큰 오버프린트 %
각 범주에서 오버프린트 비율이 높을수록 더 나은 솔더 볼링 성능을 의미한다. 이상적인 성능은 각 범주에서 1250%의 오버프린트이다.
솔더 볼링 성능은 자주 회로 기판마다 다르다. 판정을 내리고 평균 솔더 볼링 성능을 기록하였다. 이론적으로 표면 마감재는 솔더 볼링 성능에 약간의 영향을 미쳐야 하고, 사용된 솔더페이스트가 솔더 볼링의 주요 원인이 되어야 한다.
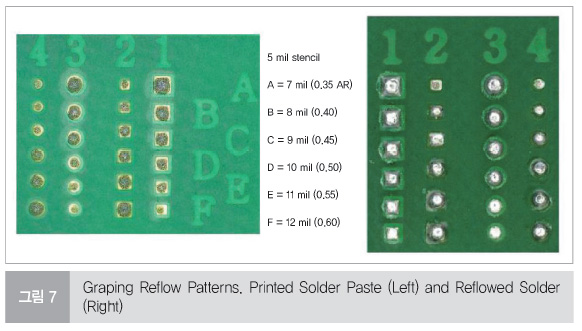
SMD(solder mask defined)와 NSMD(non-solder mask defined) 원형 및 정사각형 모양의 다양한 크기 패드를 포함하는 패턴을 사용하여 그레이핑을 측정했다. 스텐실 개구의 면적 비율은 0.60~0.35AR이다(그림 7).
이들 작은 솔더페이스트 침전물은 리플로우 후 그레이핑을 나타내도록 설계되었다. 2개의 회로 기판 각각에 4개의 패턴으로 그레이핑을 보이는 솔더 증착물의 총 수를 집계했다. 그레이핑 백분율은 식 (2) 방정식을 사용하여 계산하였다.
더 낮은 그레이핑 백분율은 더 나은 성능을 나타낸다. 이상적인 성능은 그레이핑 0%이다.
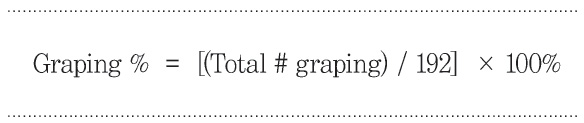
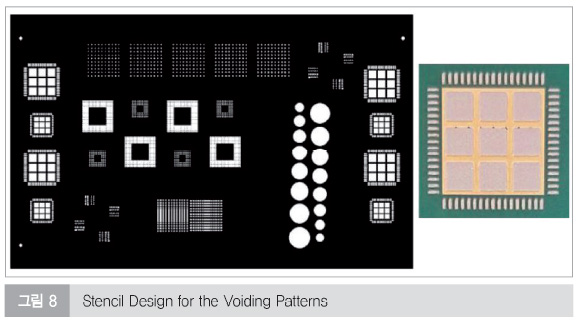
2D X-ray 시스템을 사용하여 10㎜ QFN(Quad Flat No Lead) 부품의 열 패드에서 보이드를 측정하였다. 이전의 연구[5],[6]에서 수행된 테스트와 비슷하게 진행했다. 솔더페이스트 프린트는 0.51㎜(20mil) 웹 너비와 열 패드의 65% 영역 적용 범위를 가진 표준 9개의 크로스 해치 패턴으로 분할되었다(그림 8).
총 20개의 QFN을 10개의 회로 기판에서 실행하였고, 회로 기판당 2개의 QFN을 배치하였다. QFN 열 패드에서 보이드를 측정하였으며 보이드 면적(%)과 최대 보이드 비율(%)을 기록했다. 데이터 세트를 비교하고 대조하기 위해 보이드 데이터에 대한 통계적 분석을 수행했다. 보이드 면적이 적고 보이드 크기가 작을수록 성능이 더 낫다는 것을 의미한다. 이상적인 보이드 성능은 보이드 면적 0%이며, 보이드 크기 0%이다.
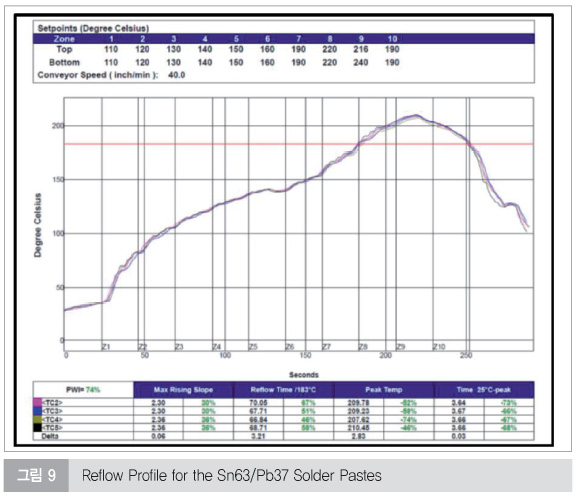
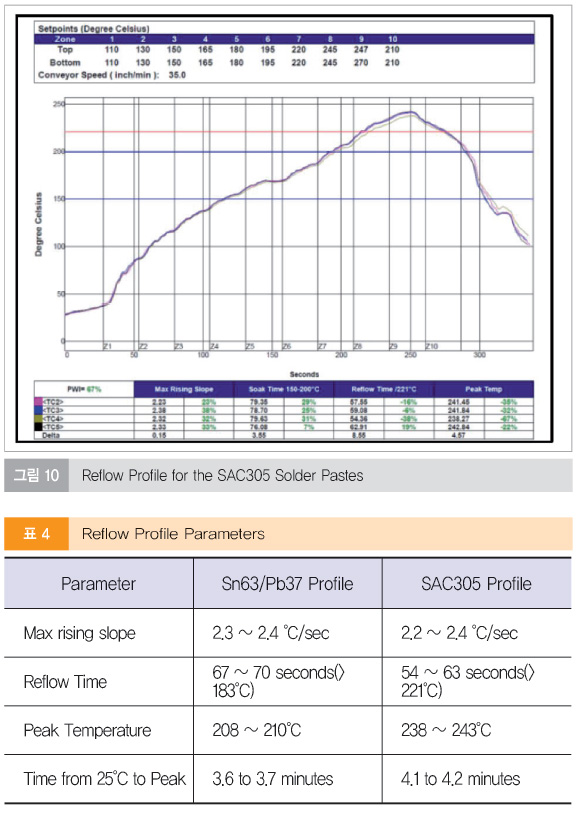
사용된 리플로우 프로파일은 선형 램프-스파이크 유형이었다. Sn63/Pb37 솔더페이스트에 사용된 리플로우 프로파일은 그림 9에서 보여주고 있다. SAC305 솔더페이스트에 적용된 리플로우 프로파일은 그림 10에서 보여주고 있다.
표 4에서는 각 리플로우 프로파일에서 측정된 파라미터를 요약하였다.
진행된 테스트의 절차는 다음과 같다.
1. 회로 기판에 솔더페이스트 프린팅
2. 프린팅된 솔더페이스트 체척 측정
3. 보드당 2개의 QFN 부품 배치
4. 적절한 프로파일을 적용한 리플로우
5. 리플로우 통관한 솔더 모습 캡쳐
6. 습윤, 솔더 볼링 및 그레이핑 데이터 집계
7. QFN 열 패드의 보이드 측정
8. 표면 마감재와 솔더페이스트를 각각 조합한 10개의 회로 기판 생성 위해 상기 테스트 절차 반복
프린팅된 솔더페이스트 전사 효율과 보이드의 데이터 세트를 비교하기 위해 통계 분석을 수행하였다. 데이터는 박스 플롯 형식으로 표시되었으며 Tukey-Kramer HSD(honest significant difference) 테스트를 사용하여 데이터 세트를 비교했다. Tukey-Kramer HSD 테스트는 Student’s T 테스트와 유사하며 데이터 세트가 크게 다른 지 여부를 결정하는 데 사용된다. Tukey-Kramer HSD 테스트에 95% 신뢰 수준이 사용되었다.
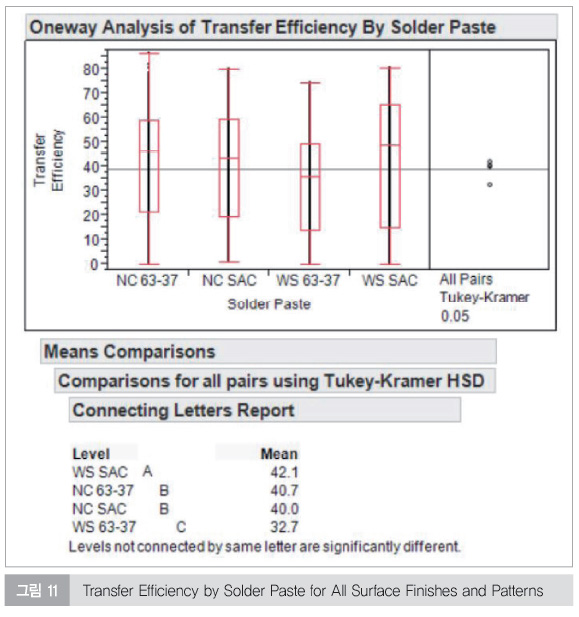
프린팅된 솔더페이스트의 전사 효율은 솔더페이스트 유형에 따라 다르다(그림 11). 이 데이터에는 모든 표면 마감재과 함께 그룹화된 모든 패턴을 포함하고 있다.
이들 데이터 세트의 박스 플롯은 상당히 겹쳐진 모습을 보이고 있다. Tukey-Kramer HSD connecting letters report는 각 데이터 세트에 문자 코드를 할당한다. 문자 코드가 다른 경우, 데이터 세트는 95% 신뢰 수준에서 크게 달라진다. Connecting letters report(그림 11)를 보면, 수용성 SAC305 솔더페이스트가 가장 높은 전사 효율을 보인 반면에 수용성 63/37 솔더페이스트는 가장 낮은 전사 효율을 보였다. 무세정 63/37 및 SAC305 솔더페이스트는 두 수용성 솔더페이스트에서 거의 동일한 전사 효율을 보였다. 이 프린팅 성능은 정상이며 이들 솔더페이스트에서 동일하게 나올 것으로 예상했다.
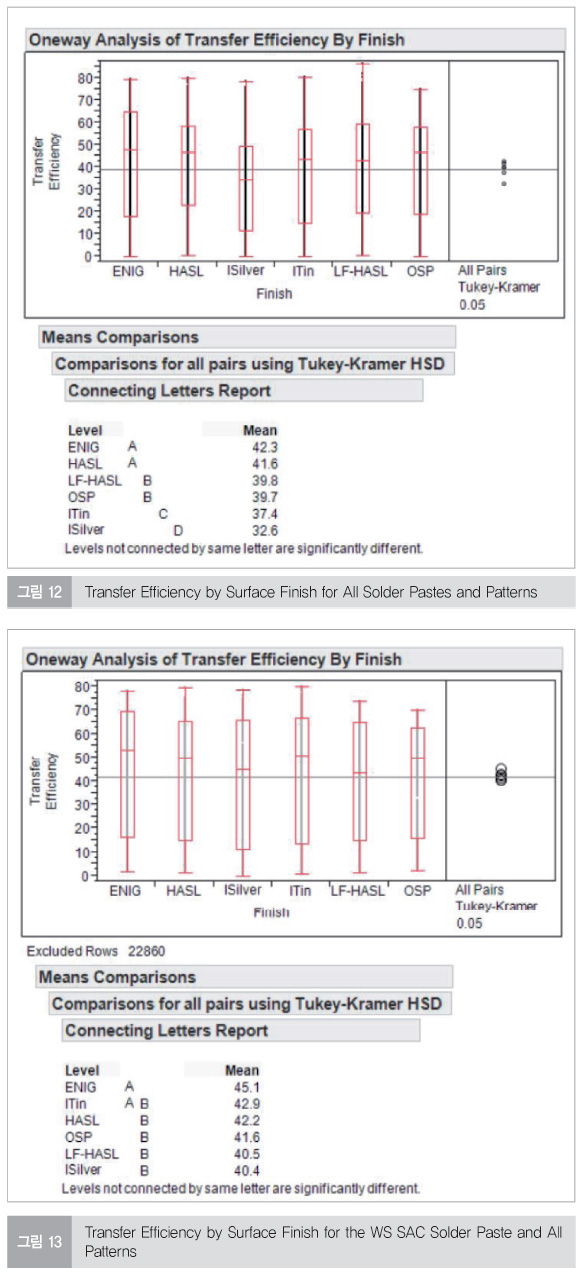
각 표면 마감재의 전사 효율을 비교했다(그림 12). 이 데이터에는 모든 솔더페이스트와 함께 그룹화된 모든 패턴을 포함하고 있다.
일반적으로 ENIG 및 HASL(유연)이 가장 높은 TE(전사 효율) 비율을 보였다. 침지 주석 및 침지 은은 가장 낮은 TE 비율을 나타냈다. 무연 HASL 및 OSP의 TE 비율은 중간 수준이었다.
표면 마감재에 따른 전사 효율의 이러한 일반적인 경향은 수용성 SAC305 솔더페이스트를 제외하고 각 솔더 페이스트에서 유사한 모습이었다(그림 13).
수용성 SAC305 솔더페이스트를 모든 표면 마감재에서 거의 비슷하게 프린트해 보았다. ENIG TE는 나머지 마감재보다 약간 높았다. 다른 표면 마감재는 수용성 SAC305 솔더페이스트와 동등한 TE 비율을 보였다.
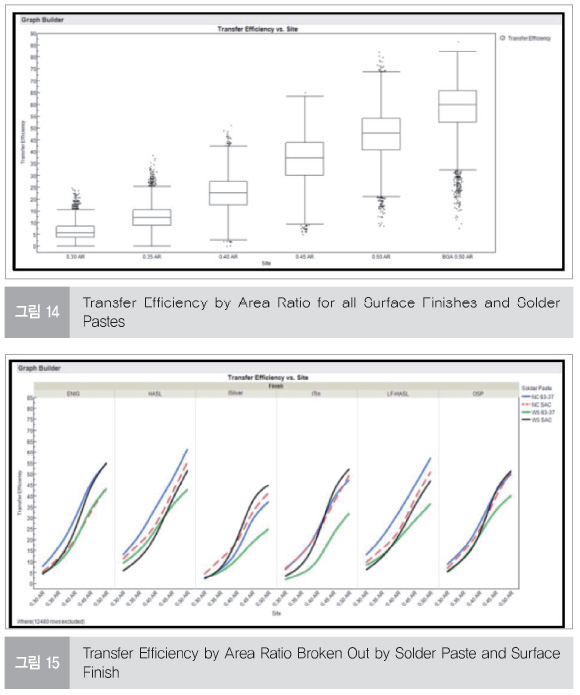
다음으로는 0.30, 0.35, 0.40, 0.45 및 0.50 면적비 패턴에 대한 프린팅된 솔더페이스트 SPI 데이터를 자세히 살펴보았다. 이러한 패턴은 의도적으로 솔더페이스트의 빠짐성을 나쁘게 하고, 프린팅 프로세스를 어렵게 만들기 위해 낮은 면적 비율로 설계되었다. 면적비 패턴에 대한 전사 효율 박스 플롯은 0.4mm 피치 BGA 패턴(0.50AR)과 비교하여 그림 14에 나와 있다.
가운데 TE 값의 범위는 0.30 AR에서 약 5%, 0.50 AR 패턴의 경우에 약 50%이었다. 비교를 위해 0.4mm 피치 BGA(0.50AR) 패턴의 가운데 TE 값을 대략 60%으로 하였다. 평평한 접지 패드에 프린팅하면 솔더 마스크 간격으로 정의된 구리인 BGA 어레이 패드에 프린팅하는 것보다 낮은 TE가 생성되었다.
전사 효율은 분명히 면적 비율에 따라 다르지만, TE가 솔더페이스트 및 표면 마감재와 관련하여 플롯이 될 때 몇 가지 흥미로운 경향을 볼 수 있었다.
일부 표면 마감재는 HASL 및 LF-HASL과 같이 면적 비율이 증가함에 따라 TE의 선형 증가 모습과 유사했다. 다른 표면 마감재는 TE와 면적 비율 사이의 비선형 관계를 보여주었다. 0.40 이상의 면적 비율에서 전사 효율은 면적 비율이 증가함에 따라 더 빠르게 높아졌다.
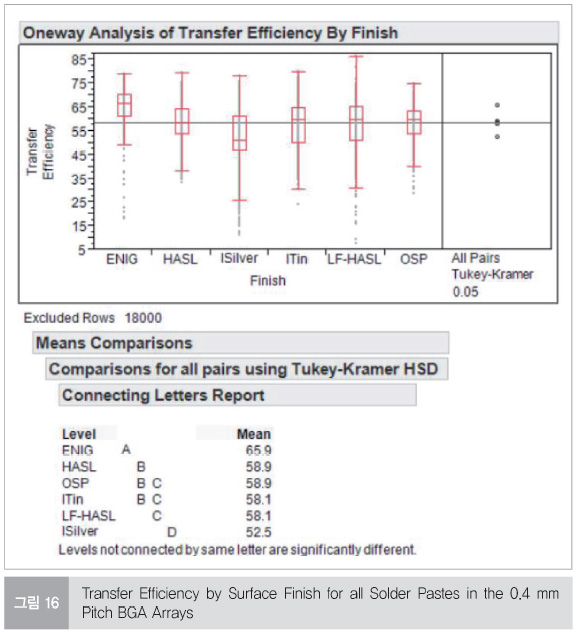
다음은 0.50의 스텐실 개구 면적 비율을 갖는 0.4mm 피치 BGA 어레이에 프린팅된 솔더페이스트 SPI 데이터를 자세히 살펴보겠다. TE는 BGA 패턴의 표면 마감재에 따라 달랐다(그림 16 참조).
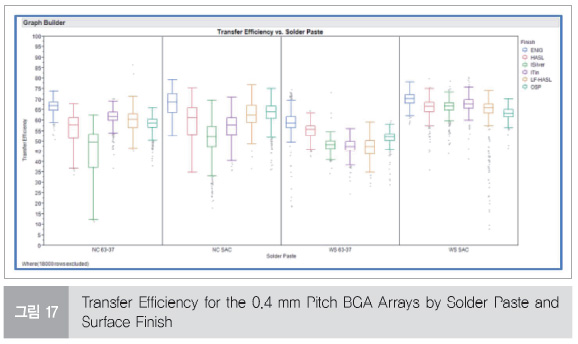
그림 12에서 볼 수 있는 것과 비슷한 일반적인 경향이 여기에서 볼 수 있었다. ENIG는 HASL(납 함유) 두 번째로 가장 높은 TE%를 보인 반면에 침지 은이 가장 낮았다. OSP, 침지 주석 및 무연 HASL은 모두 중간 수준의 TE %를 나타냈다. 솔더페이스트와 표면 마감재로 프린팅 데이터를 분리하면 몇 가지 흥미로운 경향을 접할 수 있었다(그림 17 참조).
수용성 SAC305 솔더페이스트는 각 표면 마감재에서 비슷한 전사 효율을 보였다. 다른 솔더페이스트는 표면 마감재에 따라 프린팅 성능이 다양했다. 침지 은은 무세정 63/37 및 무세정 SAC305 솔더페이스트에서 가장 낮은 전사 효율을 나타냈다. ENIG는 모든 솔더페이스트에서 가장 높은 TE를 보였다.
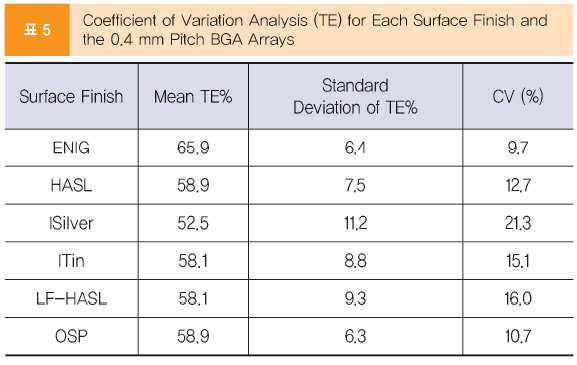
각 표면 마감재의 TE 값에 대한 변동 계수(CV) 분석은 표 5에서 보여주고 있다. 표 5의 데이터에는 함께 그룹화된 모든 솔더페이스트가 포함되었다.
ENIG만이 10% 미만의 CV를 보였는데, 이는 일반적으로 잘 관리되는 공정에서 허용되는 상한선이다. 침지 은은 모든 표면 마감재 중 가장 높은 20% 이상의 CV를 나타냈다. 다른 모든 표면 마감재의 CV는 10%에서 20% 사이로 이상적이지 않았다. 이러한 변화 계수의 경향은 이들 표면 마감재의 전사 효율 성능의 경향을 따랐다. TE가 증가함에 따라 CV는 감소하는 경향이 있었다.
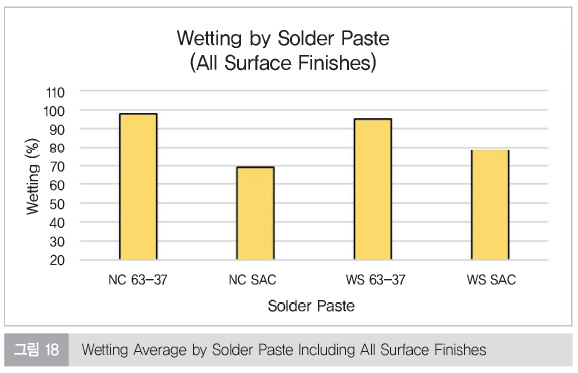
각 솔더페이스트의 습윤성 또는 퍼짐성을 평가하고 요약했다(그림 18 참조). 이 데이터에는 모든 표면 마감재가 포함되어 있다.
100%의 습윤 비율이 이상적으로, 이는 솔더페이스트의 완전한 퍼짐을 의미한다. 무세정 및 수용성 63/37 솔더페이스트 모두 거의 100%의 습윤 수치를 보였다. 수용성 SAC305 솔더페이스트는 80%, 무세척 SAC305 솔더페이스트는 70%의 습윤 값을 각각 내보였다. SAC305 솔더페이스트가 보여주는 더 낮은 습윤 값은 전체 평균에 못 미치는 일부 표면 마감재에서도 퍼지지 않았음을 나타냈다.
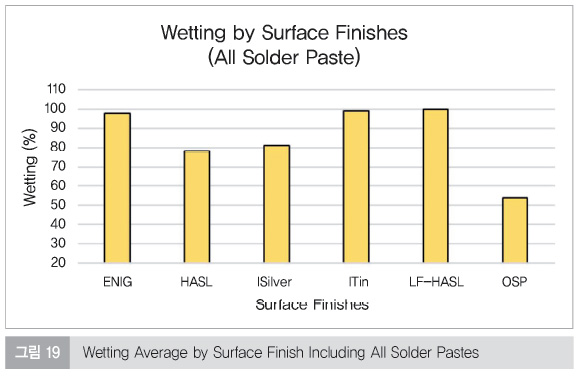
표면 마감재에 따라 분류된 습윤 데이터는 그림 19에 나와 있다. 이 데이터에는 모든 솔더페이스트가 포함되어 있다.
ENIG, 침지 주석 및 무연 HASL은 모두 거의 100% 습윤을 보였다. 주석/납 HASL 및 침지 은은 거의 80% 습윤을 나타냈다. OSP는 53% 습윤을 나타냈다. 평균적으로; ENIG, 침지 주석 및 무연 HASL은 다양한 솔더페이스트로 더 쉽게 습윤되었다. OSP는 솔더페이스트가 습윤되기 가장 어려운 표면 마감재이었다.
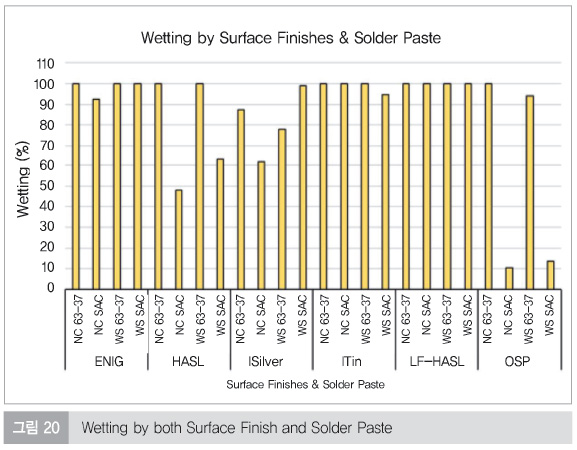
표면 마감재와 솔더페이스트 양쪽에서 나타나는 습윤을 그림 20에서 보여주고 있다.
ENIG, 침지 주석 및 무연 HASL은 각 솔더페이스트에서 거의 100% 습윤을 보였다. 주석/납 HASL은 무세정 SAC305의 경우 50%, 수용성 SAC305의 경우 62%의 습윤성을 나타냈다. 이는 특정 솔더페이스트가 주석/납 계열의 마감재에서 습윤되는데 이상적이지 않다는 것을 의미한다.
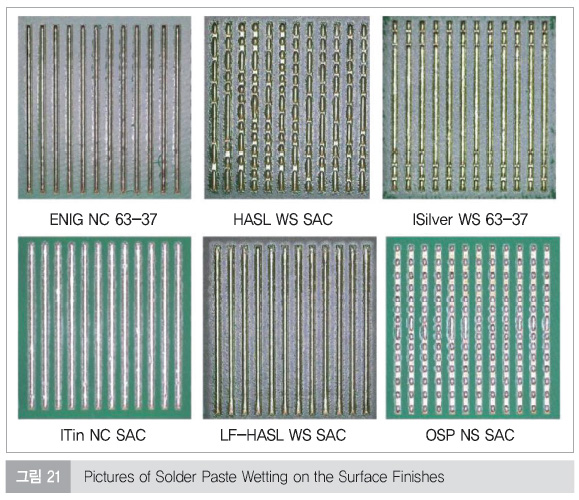
침지 은은 수용성 SAC305 솔더페이스트로 100%, 무세정 63/37 솔더페이스트로 88% 습윤성을 보였다. 이는 수용성 63/37 솔더페이스트의 경우 78%로 습윤성이 떨어졌고 무세정 SAC305 솔더페이스트의 경우에 62%로 낮아졌다. OSP는 수용성 63/37 솔더페이스트와 무세정 63/37 솔더페이스트로 각각 95~100% 습윤성이 나타났다. OSP는 거의 10% 습윤을 나타내는 무세정 및 수용성 SAC305 솔더페이스트로 습윤이 어려웠다. 습윤 성능의 대표적인 이미지는 그림 21에 나와 있다.
일반적으로 침지 은과 OSP는 다른 표면 마감재보다 리플로우 도중에 쉽게 산화된다. SAC305 솔더 페이스트에 사용된 리플로우 프로파일은 이러한 마감재의 습윤성을 제한하는 산화를 유발할 수 있다.
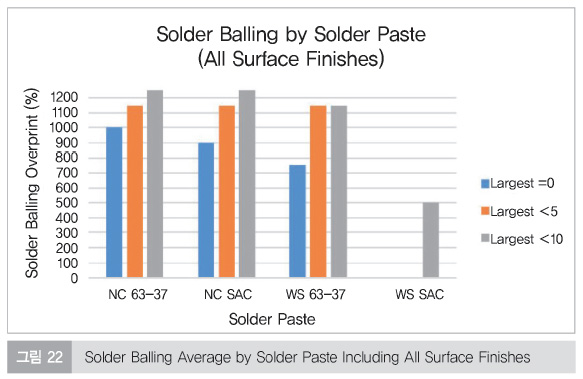
무작위 솔더 볼링 테스트는 솔더페이스트로 실시하였다. 그림 22에는 모든 표면 마감재에 대한 데이터가 포함되어 있다.
오버-프린팅 비율(%)이 높을수록 이 테스트에서 더 나은 성능을 나타냈다. 1250%의 오버-프린팅 수준이 각 범주에서 이상적이었다. 일반적으로 무세정 63/37 및 SAC305 솔더페이스트 모두 솔더 볼링 성능이 매우 우수했다. 수용성 63/37 솔더페이스트도 좋은 성능을 보였다. 수용성 SAC305 솔더페이스트는 최악의 솔더 볼링 성능을 보였다.
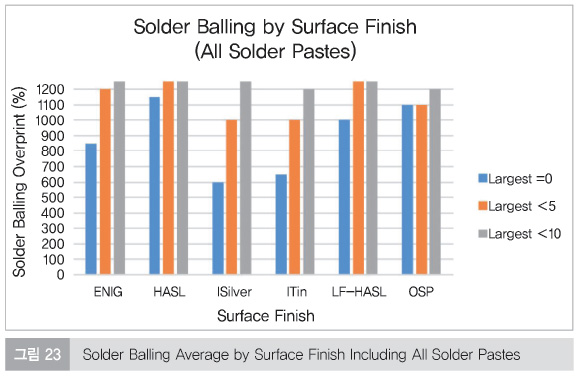
무작위 솔더 볼링 테스트에는 모든 솔더페이스트에 관한 데이터를 포함하는 표면 마감재로 수행하였다(그림 23 참조).
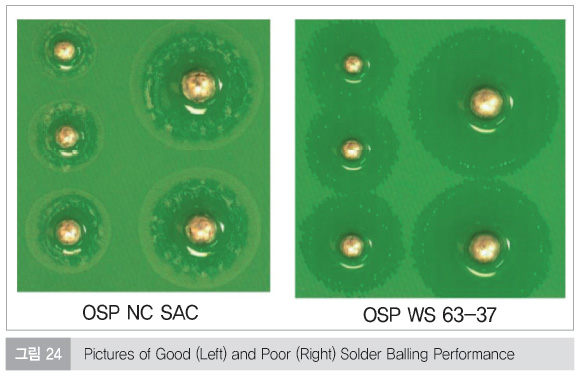
솔더 볼링 성능은 표면 마감재에 영향을 받는 것처럼 보인다. 일반적으로 ENIG, 주석/납 HASL, LF-HASL 및 OSP가 최고의 성능을 보였다. 침지 은과 침지 주석은 평균적으로 더 나쁜 솔더 볼링 성능을 보였다. 이 특정 테스트에서는 표면 마감재로 덮인 작은 패드에 솔더페이스트를 솔더 마스크가 뒤로 당기는 특성에 따라 달라졌다. 침지 은과 침지 주석을 적용한 제품을 사용하는 공정에서는 이러한 솔더 마스크 특성에 영향을 미칠 수 있다. 이를 확인하려면 추가 조사가 이루어져야 한다. 그림 24에서는 솔더 볼링의 대표적인 이미지가 나와 있다.
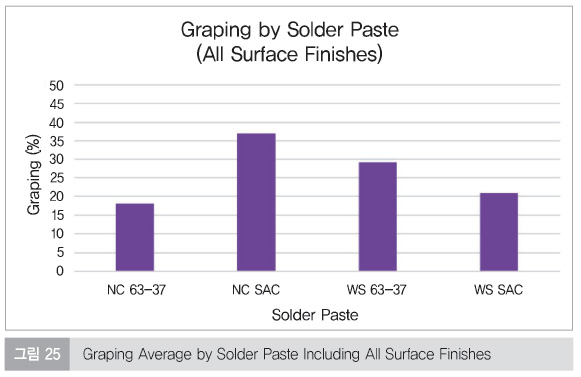
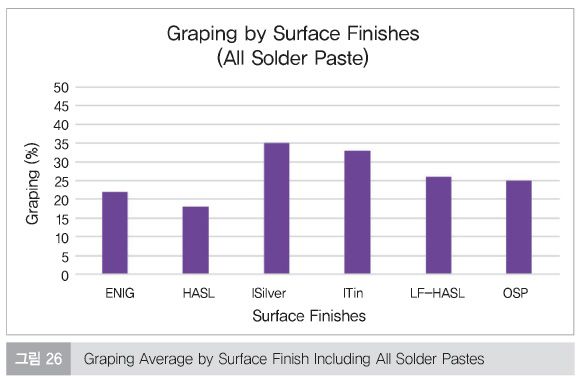
그레이핑은 솔더 페이스트로 측정했다. 그림 25의 차트에는 모든 표면 마감에 대한 데이터가 포함되어 있다.
이번 테스트에서 낮은 그레이핑 비율(%)이 더 나은 성능을 의미했다. 이상적인 그레이핑 값은 0%이다. 무세정 SAC305 솔더페이스트가 가장 높은 그레이핑을 보였고 수용성 63/37 솔더페이스트가 그 뒤를 이었다. 가장 낮은 그레이핑은 수용성 SAC305와 무세정 63/37 솔더페이스트에서 나타났다. 그림 26에서는 모든 솔더 페이스트에 대한 그레이핑 데이터를 보여주고 있는데, 모든 표면 마감재로 측정한 결과이다.
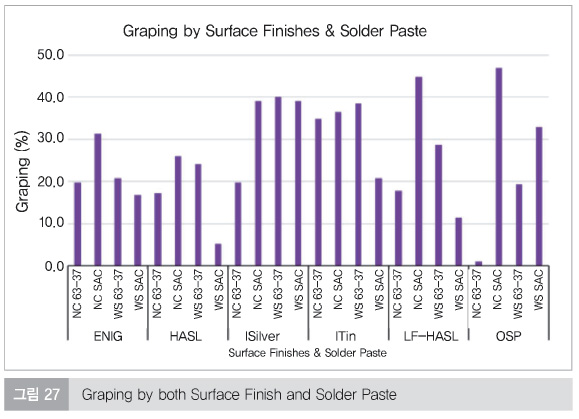
침지 은과 침지 주석이 가장 높은 그레이핑 비율을 보였으며, 그 다음이 무연 HASL 및 OSP였다. 가장 낮은 그레이핑 비율은 ENIG 및 주석 납 HASL에서 나타났다. 이 테스트는 솔더 파우더와 보드 패드에서 산화를 제거하는 솔더페이스트 플럭스의 능력에 달려 있는데, 이는 매끄러운 침전물에 솔더 파우더를 완전하게 유착시키기 위해서이다. 프린팅된 솔더페이스트의 체적도 여기에서 중요한 역할을 한다. ENIG 및 주석/납 HASL 마감재는 가장 높은 전사 효율을 보인 반면(그림 12 참조) 침지 주석과 침지 은은 전반적으로 가장 낮은 전사 효율을 나타냈다. 일반적으로 솔더페이스트의 양이 많을수록 그레이핑 값이 낮아졌다. 그림 27에서는 표면 마감재와 솔더페이스트의 그레이핑을 보여주고 있다.
일부 표면 마감재는 ENIG와 같이 솔더페이스트에 관계없이 상당히 균일한 그레이핑 성능을 보였다. NC 63-37, WS 63-37 및 WS SAC 솔더페이스트를 사용한 ENIG의 그레이핑은 17~21%였다. OSP와 같은 다른 표면 마감재는 사용된 솔더페이스트에 따라 다양한 그레이핑 성능을 나타냈다. 무세정 63/37 솔더페이스트를 사용한 OSP는 전반적으로 가장 낮은 그레이핑(1%)을 보인 반면, 무세정 SAC305 솔더페이스트를 사용한 경우에는 전반적으로 가장 높은 비율(47%)이 관찰되었다. 그레이핑 성능은 표면 마감재와 솔더페이스트 모두에 따라 달라진다.
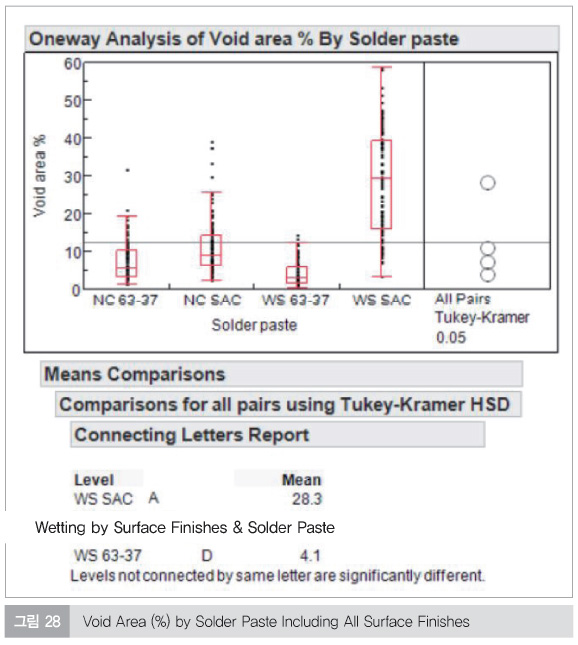
보이드 면적 비율은 솔더페이스트별로 측정 및 분류되었으며 모든 표면 마감재에 대한 데이터가 포함되었다(그림 28 참조).
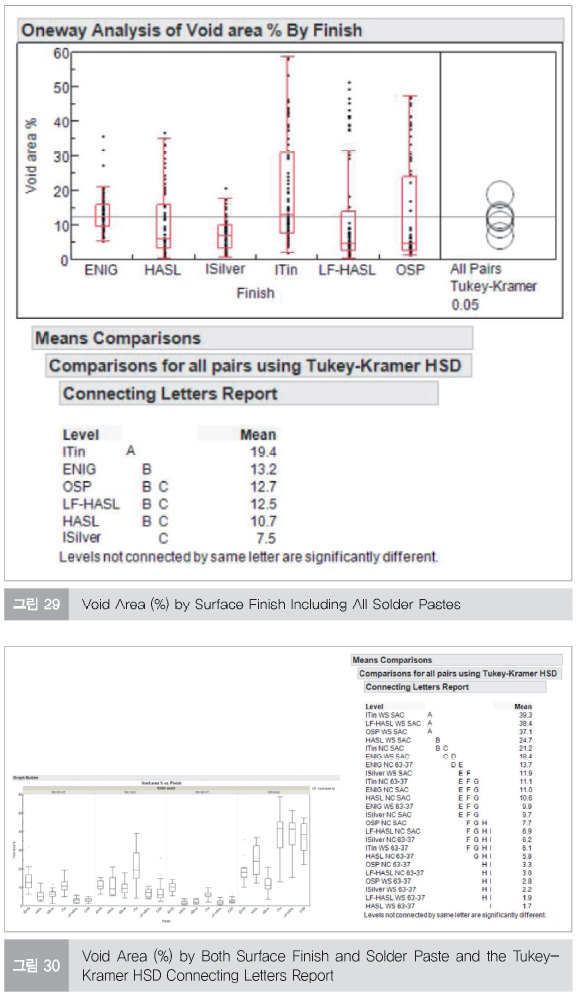
이러한 각 솔더페이스트의 보이드 영역에는 뚜렷한 차이가 있었다. 수용성 SAC305 솔더페이스트는 무세정 SAC305보다 더 넓은 보이드 면적을 보였으며, 이는 무세정 63/37보다 높았고, 수용성 63/37 솔더페이스트가 가장 낮은 보이드 면적을 나타냈다. 각 표면 마감재에 대한 보이드 영역 데이터는 그림 29에 나와 있다. 이 데이터에는 모든 솔더페이스트가 포함되었다.
표면 마감재에 따른 보이드 면적의 차이는 솔더페이스트에 의한 보이드 면적의 차이만큼 명확하지 않다. 즉, 보이드 영역은 표면 마감재에 따라 다소 다르다. 침지 주석은 통계적으로 더 낮은 보이드 영역을 나타내는 다른 모든 마감재와 함께 가장 높은 보이드 영역을 보여주었다. ENIG는 OSP, LF-HASL 및 HASL에 유사한 보이드를 보였지만, 침지 은보다 보이드가 더 높다. 침지 은에 의해 생성된 보이드 영역은 침지 주석 및 ENIG보다 낮았지만 통계적으로 OSP, LF-HASL 및 HASL 표면 마감재와 유사했다. 보이드 영역은 각 표면 마감재와 솔더페이스트 조합에 따라 달랐다(그림 30 참조).
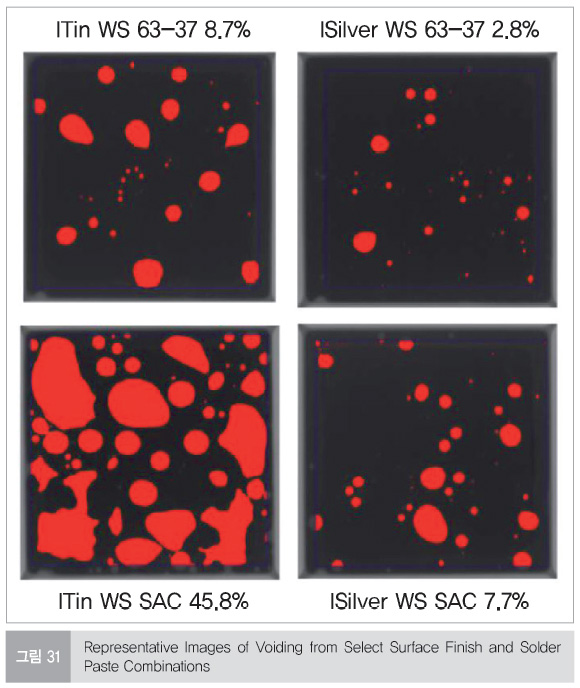
침지 주석, LF-HASL 및 OSP 표면 마감 처리된 수용성 SAC305 솔더페이스트에서 전반적으로 가장 높은 보이드가 나타났다. 반면, HASL 표면 마감 처리된 수용성 63/37 솔더페이스트에서 전반적으로 보이드가 가장 낮았다. 일부 조합의 대표적인 보이드 이미지는 그림 31에서 보여주고 있다.
보이드 이미지에서는 두 가지 다른 표면 마감재와 함께한 수용성 솔더페이스트의 다른 보이드 거동을 보여주고 있다. 수용성 63/37 솔더페이스트는 침지 은 마감재로 매우 낮은 보이드를 보였고, 침지 주석 마감재에서는 중간 정도의 보이드가 나왔다. 수용성 SAC305 솔더페이스트는 침지 주석 마감재로 매우 높은 보이드를 보였고, 침지 은 마감재에서는 훨씬 더 낮은 보이드를 나타냈다. 솔더페이스트와 표면 마감재가 모두 보이드 거동에 영향을 준다는 점을 보이드 데이터와 이미지에서 확인할 수 있었다.
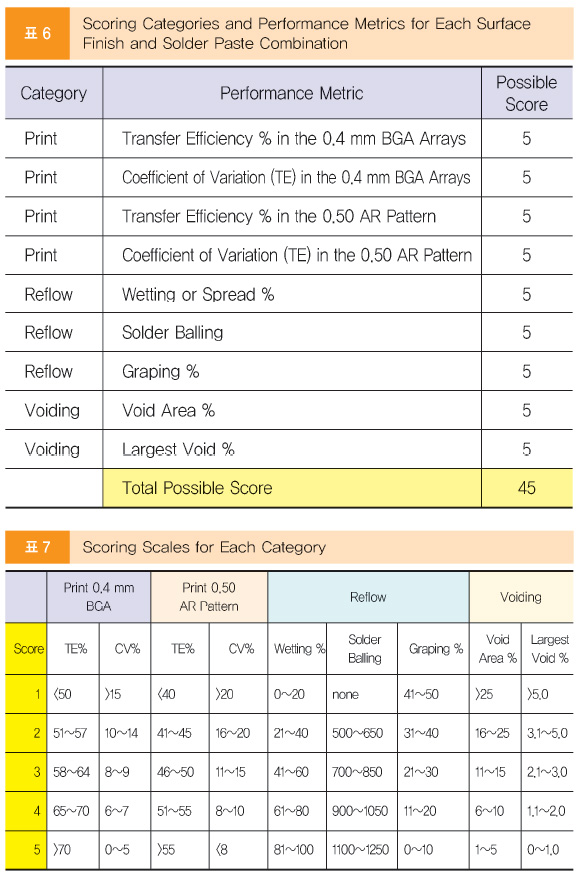
점수 시스템은 각 표면 마감재와 솔더페이스트 조합의 퍼포먼스를 평가하는 데 사용되었다. 이 점수 시스템은 1에서 5까지의 척도를 기반으로 했다. 1의 점수는 해당 특정 범주에서 가장 낮은 성과를 나타낸다. 2에서 4 사이의 점수는 ‘중간 수준’을 의미한다. 5점은 해당 범주에서 가능한 최고의 성능을 뜻한다. 각 표면 마감재와 솔더페이스트 조합의 raw 데이터가 사용되었으며 각 범주 및 퍼포먼스 메트릭 내에서 점수를 할당했다(표 6 참조). 표 7에서는 각 범주에 대한 점수 척도를 보여주고 있다.
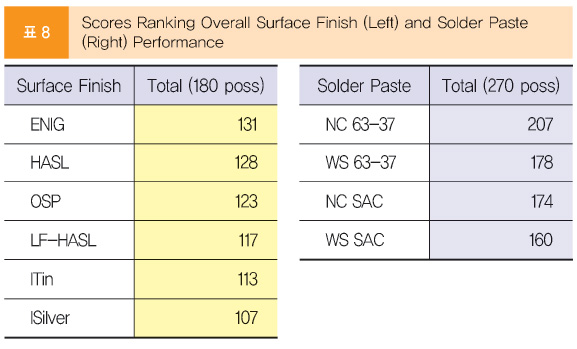
점수 매기기에 사용된 raw 데이터는 간소함을 위해 이 문서에 포함하지 않았다. 표 8에서는 사용된 표면 마감재와 솔더페이스트의 전체 점수가 요약되어 있다.
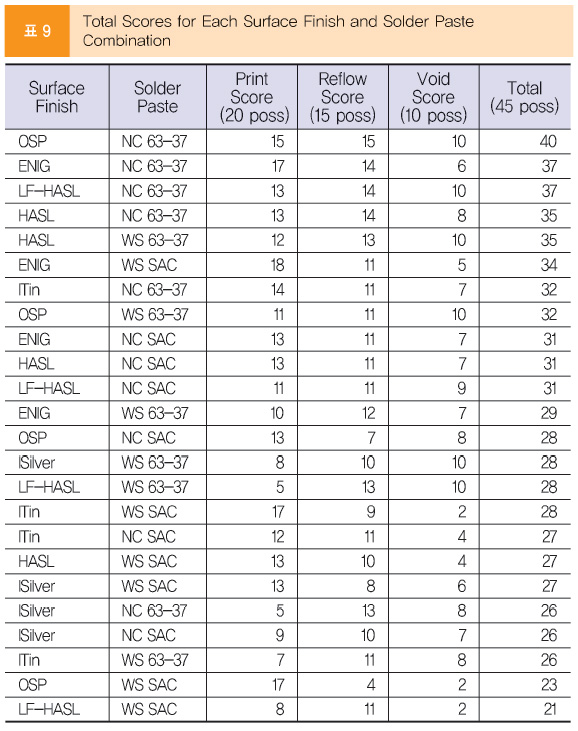
ENIG 표면 마감재는 전체 점수가 가장 높은 반면, 침수 은이 가장 낮았다. 무세정 63/37 솔더페이스트는 전체 점수가 가장 높았고 수용성 SAC305 솔더페이스트가 가장 낮았다. 이 점수는 이 테스트 배터리에 사용된 표면 마감재와 솔더페이스트가 적용되었다. 다른 재료나 테스트를 사용하면 성능이 다를 수 있다. 표 9에서는 각 표면 마감재와 솔더페이스트 조합에 대한 전체 점수가 나와 있다.
가장 높은 점수를 받은 조합에는 OSP, ENIG, LF-HASL 및 HASL 표면 마감재와 함께 무세정 63/37 솔더페이스트가 포함되었다. 이어서 HASL 표면 마감 처리된 수용성 63/37 솔더페이스트가 뒤따랐다. 하단 부근의 점수는 수용성 SAC305, 무세정 63-37, 무세정 SAC305 솔더페이스트를 사용한 침지 은 표면 마감재와 수용성 63/37 솔더페이스트를 사용한 침지 주석의 것이었다. 가장 낮은 전체 점수는 OSP 및 LF-HASL 표면 마감 처리된 수용성 SAC305 솔더페이스트의 것이었다.
일부 조합은 비슷했지만 프린팅에 관한 완벽한 점수는 없었다. 무세정 63-37 솔더페이스트를 사용한 OSP만이 완벽한 리플로우 점수를 가졌지만 나머지는 거의 비슷했다. 몇몇 조합은 완벽한 보이드 점수를 가졌고 모두 Sn63/Pb37 솔더페이스트를 사용했다.
Sn63/Pb37 솔더페이스트는 이러한 테스트에서 SAC305 솔더페이스트보다 더 나은 성능을 보이는 경향이 있었다. 상위 10개 점수 중 7개는 Sn63/Pb37 솔더페이스트 조합에서 나왔다. 이와 대조적으로 SAC305 솔더페이스트는 하위 10개 중 7개 점수를 받았다. 납이 함유된 HASL 및 ENIG 표면 마감재는 각각 상위 10개 점수 중에서 3개를 차지했지만, 침지 은은 상위 10개 점수에서 나오지 않았다. 침지 은은 침지 주석과 마찬가지로 하위 10개 점수 중 3개를 차지했다. OSP는 가장 높은 점수를 얻었고 2위는 가장 낮은 점수를 받았습니다. 무연 HASL은 3번째로 높은 점수와 가장 낮은 점수를 받았다. OSP 및 LF-HASL 성능은 사용된 솔더페이스트에 따라 크게 다르다.
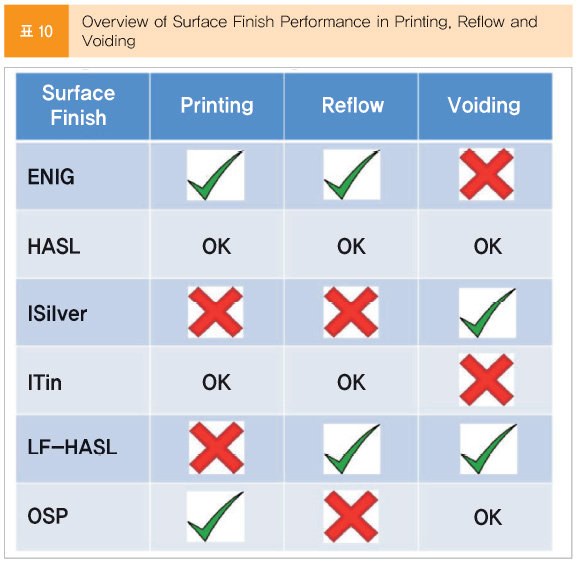
표 10에서는 프린팅, 리플로우 및 보이드 거동과 관련하여 각 표면 마감의 장단점에 관한 일반적인 개요를 보여주고 있다.
표 10의 녹색 표시는 해당 영역에서 좋은 성과를 의미한다. ‘OK’는 평균 성능을 나타낸다. 빨간색 ‘X’는 최적의 퍼포먼스 미만을 뜻한다. 이 요약은 각 표면 마감재의 성능에 대한 일반적인 지침으로 사용하기 위해 작성되었다. 녹색 체크 표시가 해당 표면 마감재의 최적 성능을 보장하지는 않는다. 마찬가지로 빨간색 ‘X’는 수행 실패를 나타내지 않는다. 이러한 장단점은 이 작업의 결과를 기반으로 각 표면 마감의 장단점에 대한 일반적인 관찰일 뿐이다.
다양한 솔더페이스트와 표면 마감재를 조합하여 프린팅, 리플로우 및 보이드 성능을 테스트하였다. 성능의 차이를 표시하였고, 정량화하려고 노력했다. 표면 마감재와 사용된 솔더페이스트를 자유롭게 선택할 수 있다면 함께 잘 어우러지는 조합을 선택하는 것이 좋다. 무세정 63/37 솔더페이스트는 대부분의 표면 마감재와 잘 맞는 경향이 있었다. 무연 솔더페이스트가 필요한 경우, 무세정 SAC305 솔더페이스트가 대부분의 표면 마감에게는 좋은 선택지였다. ENIG 및 납 HASL 표면 마감재는 대부분의 솔더페이스트와도 궁합이 나쁘지 않았다. 침지 은 및 침지 주석 표면 마감재는 다른 마감재만큼 퍼포먼스가 좋지 않았다. OSP와 무연 HASL 표면 마감재는 사용된 솔더페이스트에 따라 다양한 퍼포먼스가 나왔다. 퍼포먼스를 최적화하려면 솔더페이스트와 표면 마감재의 한계를 아는 것이 중요하다.
REFERENCES
[1] M. Bunce, L. Clark, J. Swanson, “Achieving a Successful ENIG Finished PCB Under Revision a of IPC 4552 MacDermid Enthone”, Proceedings of SMTA International, 2017.
[2] R. Rowland, R. Prasad, “Comparing PCB Surface Finishes and Their Assembly Process Compatibility”, Proceedings of SMTA International, 2015.
[3] T. Lentz, “Dispelling the Black Magic of Solder Paste”, Proceedings of IPC Apex Expo, 2015.
[4] T. Lentz, “Water-soluble Solder Paste, Wet Behind the Ears or Wave of the Future?”, Proceedings of IPC Apex Expo, 2016.
[5] T. Lentz, P. Chonis, J.B. Byers, “Fill the Void II: An Investigation into Methods of Reducing Voiding”, Proceedings of IPC Apex Expo, 2016.
[6] T. Lentz, “Fill the Void III”, Proceedings of SMTA International, 2017.