WLCSP 부품 진공 적용 실험 진행
보이드와 브릿지의 연관 관계 유의해야
가스 보이드는 처음에는 존재하지 않고 있다가 용융 금속에서 형성될 수 있으며, 압력이 줄어듦에 따라 점점 더 많은 핵 생성 사이트에서 가스 거품을 생성 및 방출할 수 있게 된다. 솔더 조인트 보이드는 진공 리플로우로 제거할 수 없다. 진공 리플로우 프로세스는 또한 솔더 조인트 브릿지의 형태로 영역 어레이 솔더 조인트에 결함을 일으킬 수 있다. 공정 전반에 걸쳐 작은 보이드가 만연했다. 소수의 보이드가 큰 보이드로 합쳐져 없어지는 반면, 다른 보이드는 조인트에 갇힌 상태로 남을 수 있다. 보이드는 진공 리플로우 공정에서 늘어나지만, 대기압이 복원되면 다시 수축한다.
추상
보이드는 솔더 조인트의 열적 특성과 기계적 특성에 영향을 미치므로 솔더 인터커넥트의 신뢰성에 영향을 끼친다. 특히 자동차 산업계에서는 다양한 전자 제어 모듈 내의 솔더 보이드를 가능한 최소 수준으로 관리해야 한다. 보이드를 줄이기 위한 초창기 연구에서는 리플로우 프로파일, 페이스트 침전, 페이스트 합금 조성, 스텐실 애퍼처 및 두께를 변경하는 방법을 알아봤었다. 보이드 문제를 처리하는 데 도움을 주는 이들이 제공하는 다양한 이점으로 인해 BGA 패키지의 사용은 모든 산업계에서 일반적인 사항이 되었다. 본 연구는 진공 리플로우 프로세스가 에어리어 어레이 솔더 조인트의 보이드를 완화하는 데 도움이 될 수 있는지 확인하기 위해 수행되었다. 본 연구의 테스트 매개변수는 주로 진공 압력 수준과 진공 체류 시간에 중점을 두었다.
실험은 또한 진공 상태에서의 보이드 거동을 조사하기 위해 탁상형 오븐에서 수행하였다. 테스트는 인라인 대류 진공 리플로우 오븐에서는 가능하지 않았던 보이드를 굳히기 위해 진공 상태에서 응고된 샘플을 사용하여 다양한 압력 수준에서 수행되었다. 또한 테스트 보드는 비교 분석을 위해 선형 램프 방식으로 리플로우 프로파일 피크를 올린 대류 리플로우 우븐에서 어셈블리되었다.
서문
전자 어셈블리 공정의 중요한 단계 중 하나는 리플로우 솔더링이다. 솔더 조인트의 리플로우 프로세스는 솔더 페이스트와 솔더 구체를 녹이는 열 전달로 시작하여 가스 기포의 형성 및 유착이 뒤따른다. 이러한 기포는 플럭스 가스 방출, 솔더 페이스트 솔벤트/고체의 휘발, PCB 또는 부품의 습기로 인해 형성될 수 있다.
보이드는 PCB와 부품 간의 CTE 불일치, 열 순환, 진동 또는 낙하 충격으로 인한 응력/변형을 견디는 솔더 조인트의 기능을 저하하여 인터커넥트의 기계적 견고성에 손상을 준다. 솔더 조인트는 디바이스 회로의 고장을 방지하기 위해 동작 중 PCB로 전달된 열을 분산시키는 데 도움이 된다. 전달되는 열의 양은 솔더 조인트의 단면적에 의해 결정된다. 보이드의 존재는 솔더 조인트의 초기 부피를 유지하기 위해 스탠드오프 높이를 높일 수 있으나, 작아진 면적의 인터커넥트의 열 성능에 영향을 미칠 수 있다.
보이드, 가스 및 증기 기포의 결정핵 생성은 리플로우 공정에서 피할 수 없으나, 해당 형성 시스템에서 그들을 방출하여 구조적 무결성 및 열 전도 성능을 갖도록 솔더 조인트 결과물에서 보이드 분포를 관리하는 것이 필요하다. 이것은 시스템의 외부 압력을 낮춤으로써 가능할 수 있고, 그렇게 함으로써 차압(differential pressure)을 늘리고, 기포의 성장 및 이동을 촉진하고 최종적으로 진공 납땜으로 알려진 프로세스를 통해 기포를 배출할 수 있다. 일반적으로 작은 기포가 합쳐져 큰 기포를 형성하고 결국 자유 표면의 용융 금속에서 빠져나간다. 용융 금속에서 기포의 움직임은 진공 공정 동안 흐름 저항이 줄어들고 부력이 켜지기 때문이다.
또한, 진공은 환원 분위기(reduction atmosphere)를 촉진하여 부분 산소압(partial oxygen pressure)을 낮춘다. 낮아진 산소 분압은 플럭싱 반응으로부터의 기체 부산물을 감소시켜 생성된 보이드의 양을 줄일 것으로 예상된다. 이로 인해 솔더 조인트에 갇힌 가스 부피가 감소한다. 진공 리플로우 프로세스의 효과와 솔더 조인트 보이드에 미치는 영향은 이전에 문서화되었다.[1],[2],[3],[4],[5],[6],[7]
SnAgCu(SAC) 솔더 조인트의 경우 주변의 솔더 페이스트는 국부 온도가 217℃에 도달하면 녹기 시작하여 매끄러운 표면을 형성하고 조인트 내부에서 형성된 가스는 가스 기포 상태로 갇히게 된다. 기포와 주변 환경 사이에 압력차가 발생하면 이상 기체 법칙(Ideal Gas Law)에 따라 기포는 PV = nRT 방정식으로 팽창한다. P는 주변 환경 압력, V는 보이드의 부피, n은 보이드 가스 분자의 몰수, R은 이상 기체 상수, T는 온도를 의미한다.
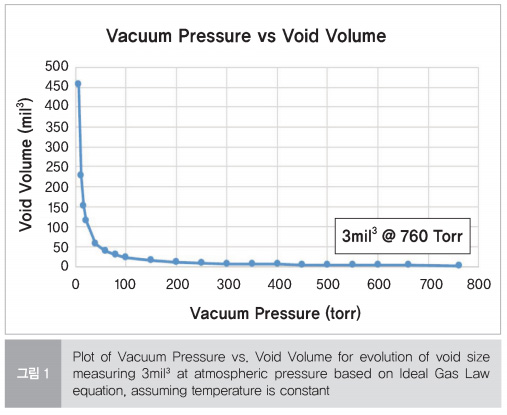
초기 작은 크기를 지닌 기포의 팽창이 일정한 온도의 진공 상태에서 평가된다. 기포는 움직임 없는 액상에서 구형 대칭(spherically symmetric) 구조로 성장한다고 가정한다. 보이드 크기와 환경 압력 간의 관계는 이상 기체 법칙을 적용하여 결정할 수 있다. 일정한 온도의 경우, PV는 일정하므로 보이드 체적은 압력에 반비례한다.
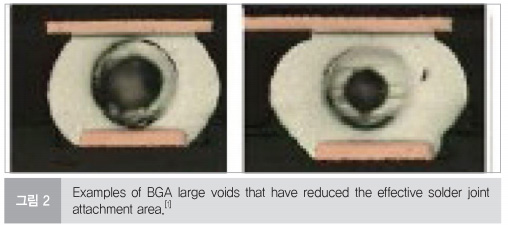
예를 들어, 1기압(760Torr)에서 3mil³의 작은 보이드는 그림 1과 같이 150Torr에서 15mil³, 20Torr에서 114mil³, 5Torr에서 456mil³로 확장될 수 있다. 실제 보이드 크기를 나타내지 않을 수도 있지만, 이전 연구에서는 BGA 솔더 조인트가 거대한 보이드를 가지고 있어 단면적을 감소시키는 것으로 나타났다(그림 2 참조).
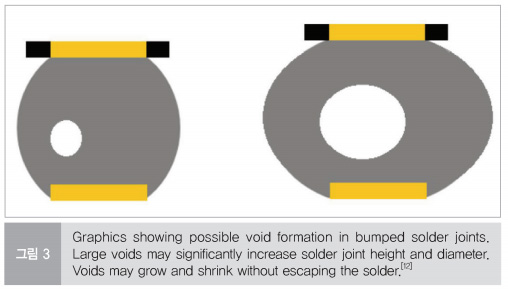
BGA 솔더 조인트에서 형성된 기체 보이드는 PCB 또는 부품 패드 근처에서 관찰되거나 작은 표면적을 갖는 구형 형상의 벌크 솔더에 떠 있다.[8] 가끔 기포가 커져서 전체 솔더 조인트 높이를 채운다. 액체는 비압축성이므로 그림 3[9],[10]과 같이 보이드가 솔더 조인트 경계면과 접촉하여 빠져나가지 못하도록 여러 방향으로 성장하는 예측 가능한 기포를 수용하기 위해 솔더 조인트의 직경이 커진다.[9],[10]
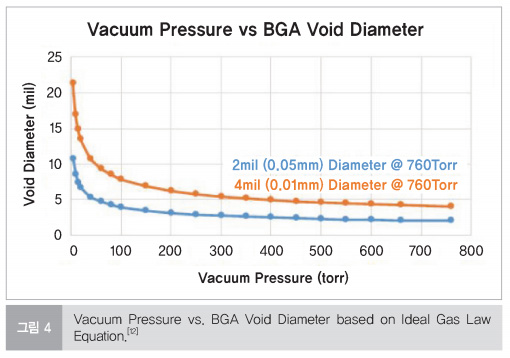
진공 리플로우 공정 동안 인접한 솔더 조인트가 충분히 큰 내부 가스 기포를 수용하기 위해 팽창하는 경우 서로 접촉할 수 있다.[11],[12] 이는 부품의 피치에 의해 결정되는 가능성이 있는 솔더 조인트 브릿지로 이어질 수 있다. 이상 기체 법칙을 사용하고 내부 보이드 성장이 있는 구형 솔더 조인트를 시뮬레이션하면 진공 적용이 솔더 조인트의 크기에 상당한 영향을 미친다는 것을 알 수 있다. 그림 4에서 볼 수 있듯이 보이드는 대기압에서 100Torr 진공까지는 원래 크기(직경)의 두 배, 5Torr 진공에서는 원래 크기의 5배로 커진다. 대부분의 BGA 애플리케이션이 직경 30mil 이하의 솔더 구체를 사용한다는 점을 고려하면 보이드 체적이 진공 압력 하에서 솔더 체적의 대부분을 차지한다는 것이 분명하다.
그림 4를 통해서, 진공을 적용하기 전에 초기 보이드 크기가 비슷하면 파인 피치의 작은 솔더 조인트가 큰 피치의 큰 조인트보다 브릿지 현상에 더 취약하다는 것을 추론할 수 있었다. 진공 적용 시 보이드의 팽창 효과로 인해 용융된 솔더 조인트는 솔더 조인트의 확장으로 인해 인접 조인트와 물리적으로 접촉할 수 있다. 솔더 조인트가 원래 위치로 되돌아가거나 대기압이 복원된 후에도 연결 상태를 유지하는 것도 가능하다.[13]
기포의 성장과 거동을 정량적으로 확인하고 조사하는 유일한 방법은 진공 상태에서 다양한 매개변수로 일련의 실험을 수행하고 데이터를 표준 리플로우 오븐의 결과와 비교하는 것이다.
실험 계획
테스트 보드 설명
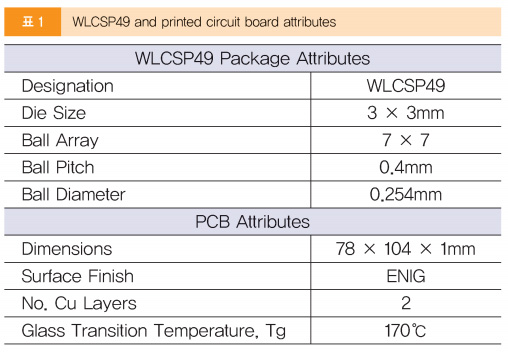
사용된 진공 리플로우 테스트 보드는 ENIG 표면 마감처리된 제품이다. 1mm 두께로 78mm × 104mm 사이즈이며, 2개의 시그널 레이어를 가지고 있다. WLCSP(Wafer Level Chip Scale Package) 풋프린트 외에도 보드의 1차 측에는 QFN(Quad Flat No-Lead), LGA(Land Grid Array), SMR(Surface Mount Resistor) 및 D2PAK MOSFET 디바이스 타입의 풋프린트도 포함하고 있다. 표 1에서는 부품 및 보드의 속성을 설명하고 있다.
구성 어셈블리 프로세스
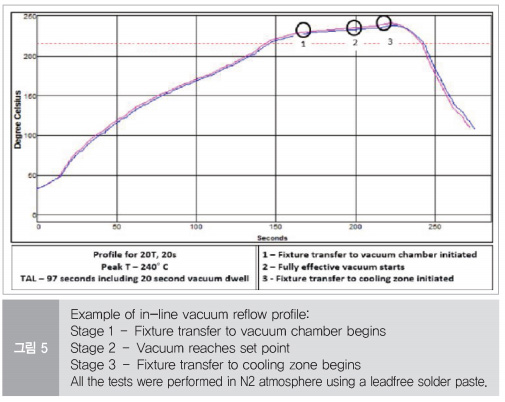
테스트 보드는 10개의 대류 히팅 존과 밀폐된 진공 챔버 내부에 위치한 2개의 히팅 존 그리고 2개의 쿨링 존으로 구성된 인라인 대류 진공 리플로우 오븐을 사용하여 어셈블리하였다. 적용한 리플로우 프로파일은 그림 5와 같이 242℃의 피크 온도에 도달하는 Ramp-To-Peak 유형이다. 기본 온도 프로파일은 실험 전반에 걸쳐 유지하였지만, 진공 체류 시간은 5초에서 40초까지 실험에서 다양하게 하였다. TAL(time above liquidus) 조건을 가장 짧게는 80초, 가장 길게는 120초로 추가하였다. 진공 챔버 내부의 체류 시간이 길수록 피크 온도가 약간 높아졌다.
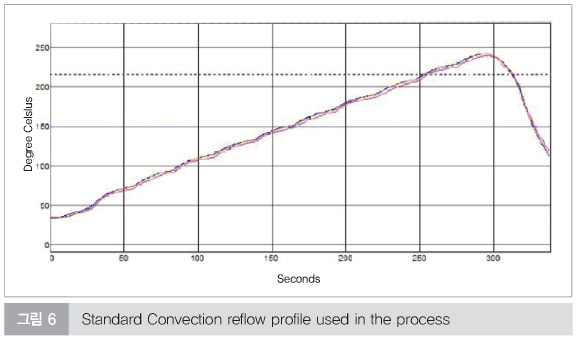
비교를 위해 테스트 보드를 표준(주변 압력) 강제 공기 대류 리플로우 오븐(10개의 히팅 존과 2개의 냉각 존)에서 어셈블리하였다. 샘플을 그림 6과 같이 ~240˚C의 피크 온도, 57초의 TAL까지 가열하였다.
보이드 분석 방법론
미세 피치의 BGA 솔더 조인트에 관한 진공 리플로우 프로세스의 영향을 조사하기 위해 WLCSP49를 선택했다. 어셈블리된 샘플은 Dage XD7600 X-Ray 이미징 시스템을 사용하여 검사했다. X-Ray 검사 공정은 반자동 방식을 사용했다. X-Ray 이미징 시스템은 실제 보이드 크기를 결정하지 않는 대신, 규정된 영역(ROI, Region of Interest)의 백분율 영역 비율로써 보이드를 정량화하는 데 사용하였다. WLCSP 솔더 조인트의 경우, 솔더 조인트 경계의 2D X-ray 영역을 기반으로 ROI를 규정하는 자동화된 방법에는 ‘플로팅’ 기준점이 있다. 여기서 크기가 다른 두 개의 보이드는 큰 보이드가 있는 큰 솔더 조인트가 동일한 영역 백분율을 갖고, 보이드가 더 작은 유사한 조인트보다 더 큰 조인트 면적을 갖게 된다. 플로팅 기준점으로 인한 영향은 무시할 수 있는 것으로 여겨진다.
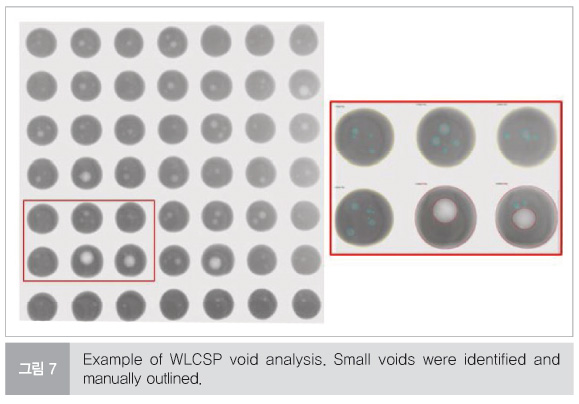
하나의 전체 WLCSP 패키지에 관한 ROI, 대비, 레이아웃을 정의하여 function을 형성하고, 보이드 영역을 결정하는 자동화된 방법으로 활용했다. 그러나 이 기술의 단점은 솔더 조인트 크기가 일반 치수와 다른 경우 ROI를 사용자가 정의해야 한다는 것이다. 따라서 기능을 완전히 신뢰할 수 없으며 다르게 정의된 ROI에 대비해 때때로 수정해야 했다. 또한, 솔더 조인트 경계와 중앙 방향의 다양한 대비로 인해 소프트웨어에서 모든 보이드를 인식하는 것이 어려웠다. 따라서 WLCSP 솔더 조인트를 6개 그룹으로 분석하면 가장 작은 보이드를 식별하는 것이 편리해 더 나은 결과를 얻을 수 있다고 판단되었다. 누락되거나 잘못된 보이드가 그림 7과 같이 프로세스 중에 추가되거나 삭제되었다.
결과
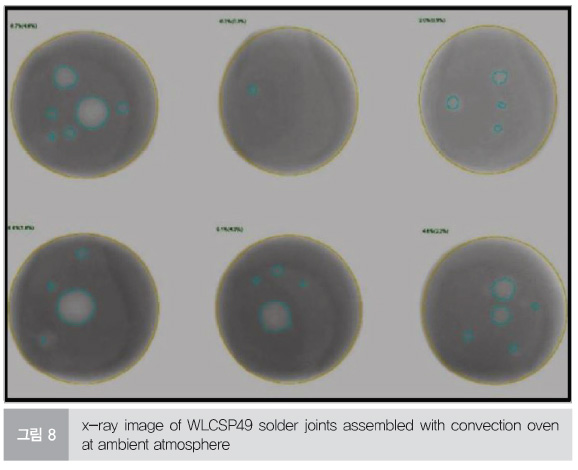
누적 보이드를 포함한 보이드 레벨 분석은 단일 솔더 조인트의 X-ray 영역에서 수행되었다. 이러한 방식으로 보이드가 없는 솔더 조인트는 매우 적었지만 모든 공정 조건에서 존재하여 연구에서 배제하였다. ENIG 테스트 보드에 무연 솔더페이스트를 사용하여 질소 환경의 표준 대류 리플로우 오븐에서 처리된 모든 WLCSP49 샘플은 그림 8과 같이 정상적인 수준의 솔더 보이드를 생성했다.
리플로우된 샘플에는 무시할 수 있는 보이드가 존재한 조인트, 여러 개의 작은 보이드, 작은 보이드가 있고 간혹 하나 또는 두 개의 큰 보이드가 있는 조인트의 조합으로 구성되었다. 가장 큰 개별 기체 보이드는 솔더 조인트 영역의 18%인 것으로 관찰되었으며 단일 솔더 조인트의 최대 누적 보이드 크기는 18.1%였다.
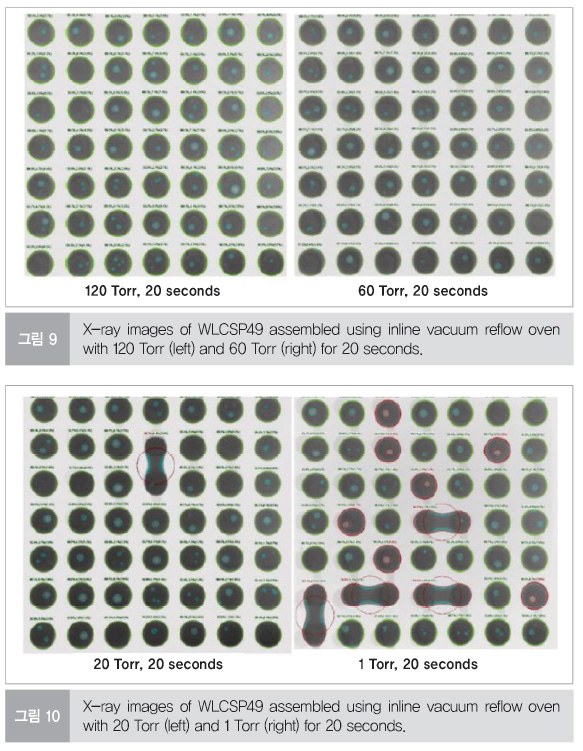
진공 리플로우된 샘플은 그림 9와 그림 10에 묘사된 것처럼 솔더 조인트 보이드 크기가 1에서 120Torr 사이의 진공 압력과 상관없이 일관되게 유지되는 흥미로운 결과를 보였다. X-레이 이미지에서는 또한 진공 리플로우 오븐으로 어셈블리된 샘플의 솔더 조인트 브리지의 인스턴스를 보여주었다. 솔더 조인트 브리지는 단락 결함을 유발하고, 진공 공정으로 인해 이러한 전기적 결함이 발생한다는 것이 분명하다. 단일 솔더 조인트에서 관찰된 가장 큰 누적 보이드는 25%였으며 진공 리플로우된 샘플 중 솔더 조인트의 X-레이 영역의 21%에서 최대 개별 보이드가 측정되었으며, 이는 IPC-A-610G[14]를 준수한다. BGA 조인트의 보이드를 30%로 줄인다.
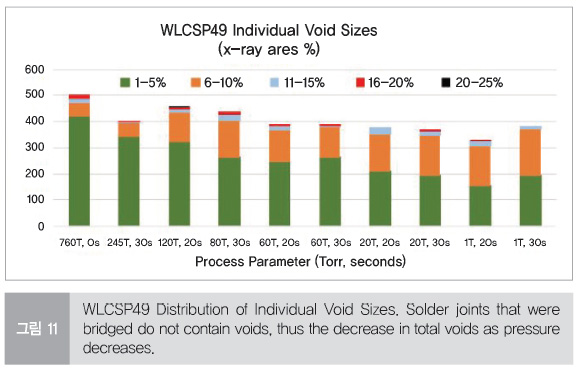
그림 11에서 WLCSP49 솔더 조인트에 대한 여러 프로세스 조건 간에 누적 면적%가 아닌 개별 보이드 크기의 분포를 비교한 결과를 보여주고 있다. 표준 리플로우 오븐에서 처리된 샘플은 760Torr, 0초로 표시되었다. 데이터에서는 진공 처리되지 않은 어셈블리가 가장 많은 수의 보이드를 가지고 있으며, 대부분이 총 솔더 조인트 영역의 5% 미만으로 측정되었음을 보여주었다. 또한 압력이 대기압(760Torr)에서 1Torr로 감소함에 따라 총 보이드의 양이 약간의 감소했다.
압력이 낮아짐에 따라 그림 11에서는 작은 보이드(1~5%)의 수가 줄어드는 현상은 이들 보이드 중 많은 수가 합쳐져 중간 보이드(6~10%)를 형성한다는 점 때문이며, 이러한 모습은 6~10%의 알맞은 크기의 보이드 성장이 확실해 보였다. 또한, 큰 보이드(>10%)의 수는 압력 하락에 따른 상대적으로 일정한 모습을 보였다. 진공 프로세스 동안 조인트에서 빠져나온 기존의 큰 보이드와 더 작은 보이드가 더 큰 보이드로 합쳐지는 것으로 대체되어 솔더 조인트에 여전히 큰 보이드가 남아 있다는 사실을 확인할 수 있었다.
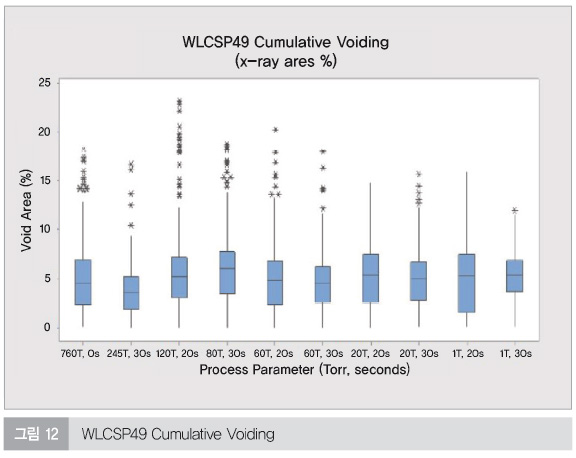
WLCSP49 솔더 조인트의 누적 보이드는 서로 다른 프로세스 조건에서 분석되었으며 그림 12에서는 진공 처리가 전체 솔더 조인트 보이드에 거의 영향을 미치지 않는다는 것을 보여주었다.
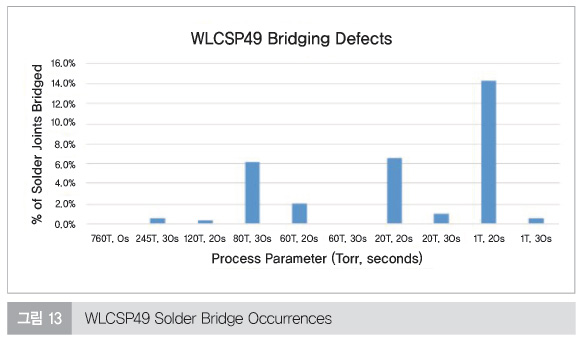
다양한 공정 조건에 걸쳐서 발생한 브릿지의 수는 그림 13에 정리되어 있다. 데이터에 특별한 경향이 없는 것처럼 보이지만 솔더 브릿지의 발생은 일반적으로 압력 하락에 따라 늘어나는 모습을 보였다. 이러한 브릿지는 진공 리플로우 프로세스 동안 인접한 솔더 조인트가 서로 물리적으로 접촉하는 지점까지 팽창해진 결과이다. 이는 또한 그림 10에서 보는 바와 같이 단락된 솔더 조인트가 브릿지의 결과로 빠져나갈 때 보이드를 포함하지 않는다는 점에서 이해할 수 있다. 늘어난 브릿지 결함 발생의 효과는 진공 리플로우 공정이 종종 솔더 조인트 브릿지를 생성하기 때문에 압력이 줄어듦에 따른 보이드 수 감소에 기여한다.
진공 리플로우 공정이 파인 피치 WLCSP 디바이스 타입에서 솔더 조인트 브릿지의 원인인 것으로 나타났지만, 어셈블리 공정에 사용된 솔더 페이스트도 이 결함의 원인인 것으로 밝혀졌다. 플럭스 디핑 또는 플럭스 인쇄 공정(페이스트 없음)을 사용하여 20초의 체류 시간으로 20Torr 압력에서 샘플을 어셈블리했을 때, 처리된 샘플은 수와 크기 면에서 상대적으로 낮은 보이드를 갖는 것외에 브릿지 결함이 없었다(솔더 이용 어셈블리된 샘플과 비교했을 때).
탁상형 오븐 실험 설계
파인 피치 범프 부품의 솔더 보이드는 진공 파라미터에 크게 의존하지 않는 반면(그림 12 참조) 솔더 브릿지의 발생은 압력 하락에 따라 증가하는 것으로 보인다(그림 13 참조). 보이드 형성 공정을 자세히 살펴보기 위해 관찰 포트가 있는 탁상형 리플로우 오븐을 사용했다. 이 실험 장치는 액체 상태의 땜납으로 높은 진공 상태를 형성할 수 있었다. 비워진 상태에서 확대된 보이드는 진공 상태에 있는 동안 ‘냉각’을 유지할 수 있었다. 이것은 대기압이 응고 전에 항상 복원되는 생산 인라인 진공 리플로우 오븐에서는 불가능했다. 필요한 경우 탁상형 솔더 샘플을 진공 해제하여 유사하게 응고할 수 있다.
테스트 설정
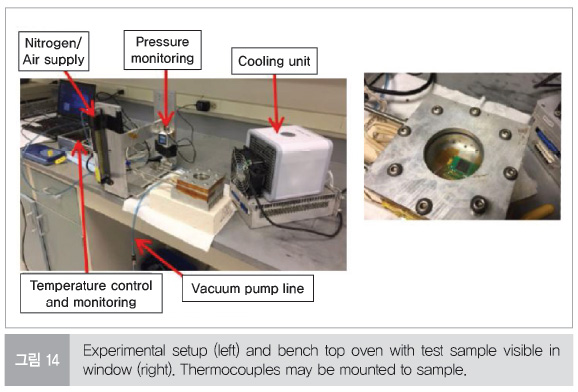
탁상형 관찰 실험에서는 진공 또는 비진공 공정에서 보이드의 형성, 성장 역학 및 진화를 조사했다. 테스트 설정의 주요 구성 요소는 그림 14에 나와 있다. 탁상형 오븐은 상단에 유리 뷰포트가 있는 알루미늄 블록으로 구성되어 있다. PID 컨트롤러는 자동 튜닝을 통해 설정 온도로 램프할 수 있는 기능이 있다. 반대로 램프 속도는 수동으로 조절할 수 있다. 오븐 챔버는 인라인 레귤레이터가 있는 유량계에 연결되어 공기/N2 유입을 조절하고 진공 펌프는 압력 게이지에 연결되었다. 진공 압력은 인라인 밸브를 사용하여 수정된다. 솔더 보이드 관찰 실험은 공기 또는 N2 환경에서 수행되었다.
테스트 결과
이 프로세스는 표준 스크린프린터를 사용하여 PCB의 부품 풋프린트에 솔더 페이스트를 인쇄하는 것으로 시작한 다음 밀봉된 오븐 챔버로 옮기기 전에 프린트된 솔더에 부품을 수동으로 배치하였다. 그런 다음 진공/온도 프로파일로 샘플을 리플로우할 수 있었다. 탁상형 진공 공정으로 실행되는 샘플은 리플로우되고 진공 상태에서 냉각되어 여전히 확대된 상태의 보이드가 있는 솔더를 응고시킨다. 비진공 프로세스에서 샘플은 진공 없이 리플로우 및 응고되는 기존의 대기압 리플로우 프로세스를 적용하였다.
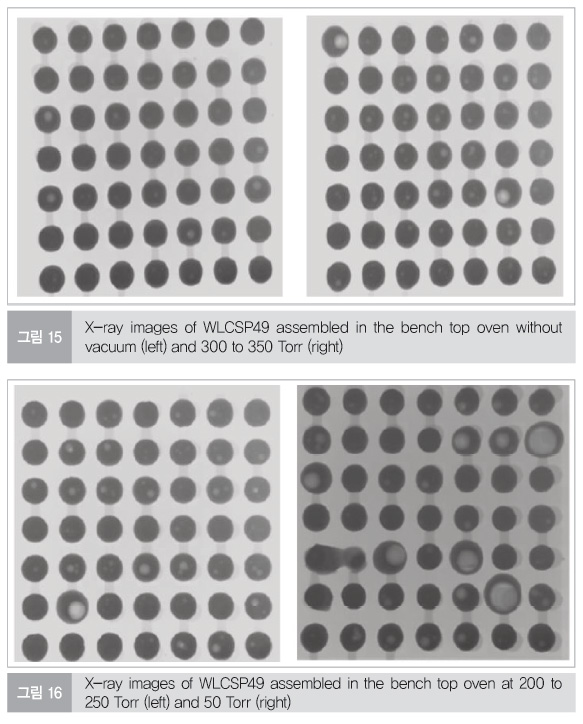
WLCSP 테스트 부품이 200~250Torr 범위에서 리플로우되고 응고되면 결과 보이드가 더 커진다. 이 진공 수준에서 캡처된 보이드 크기는 그림 16에 나와 있다. 50Torr에서 캡처된 보이드는 아직 더 크다(그림 15와 그림 16 비교).
응고 전에 진공이 해제된 경우 이러한 보이드 중 일부가 빠져나갔을 수 있다. 유사하게, 50Torr에서 형성된 솔더 브릿지가 남아 있거나 솔더 조인트가 응고 전에 대기압이 복원된 경우 보이드가 해제된 원래 위치로 되돌아갔을 가능성이 있다.
파인 피치 부품이 진공 리플로우 공정에서 더 큰 보이드와 브릿지 결함을 가질 수 있다는 사실이 확립되었으므로, 다음 질문은 보이드가 얼마나 커질 수 있고 피치가 브릿지를 피할 수 있을 만큼 충분히 큰 지가 된다.
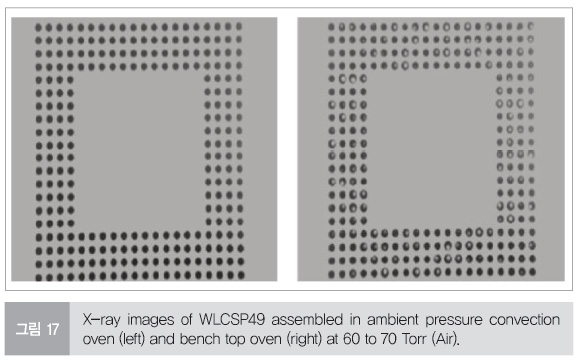
사용 가능한 가장 큰 피치인 1.27mm 피치 부품을 선택하여 보이드 및 브릿지 거동을 조사하고 이러한 샘플을 수리/재작업으로 처리했다. 재작업 공정에는 플럭스가 포함되지 않았으며 샘플은 대기 환경에서 재유동되었다. 샘플은 대류 오븐에서 어셈블리된 다음, 탁상형 오븐에서 두 번째로 리플로우되었다. 이미 존재하는 보이드(첫 번째 리플로우에서)를 이해하기 위해 샘플을 이런 방식으로 처리했다. 컨벡션 리플로우 오븐에서 어셈블리된 샘플에는 보이드가 거의 없지만 그림 17의 왼쪽에 표시된 X-레이 이미지에는 보이지 않을 정도로 작았다. 토르(Torr) 및 제자리 동결, 보이드가 명확하게 보였다. 이들 보이드가 크지만 브릿지 결함을 형성할 만큼 충분히 크지 않으며 응고 전에 진공이 해제되면 이러한 보이드는 기본적으로 아무것도 줄어들지 않거나 빠져나갈 수 있는 가스로 인해 단순히 작아질 수 있다.
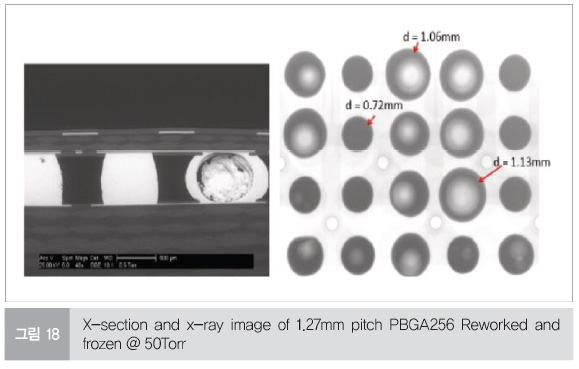
동일한 라인에서, 하나 이상의 샘플이 50Torr에서 리웍되었으며 보이드가 이전 실험보다 더 큰 것으로 관찰되었다(그림 18 참조). 여기에서 어셈블리에 사용된 솔더 구체의 공표된 직경은 30mil(0.76mm)이다. 따라서 자유 부동 솔더 볼의 직경은 0.76mm이다. 보이드가 없는 경우, 수치는 해당 수치에 더 가까워야 하며, 이는 보이드가 없는 직경 0.72mm의 솔더 조인트에서 분명하게 나온다. 또한 직경이 1mm 이상인 조인트의 경우가 거의 없으며, 솔더 조인트의 전체 X-레이 영역에 거의 걸쳐 있는 보이드가 있으며 단면은 거대한 보이드 영역을 확인한다. 그러나 50Torr 압력에서 이 피치에 대한 솔더 브릿지는 없었다.
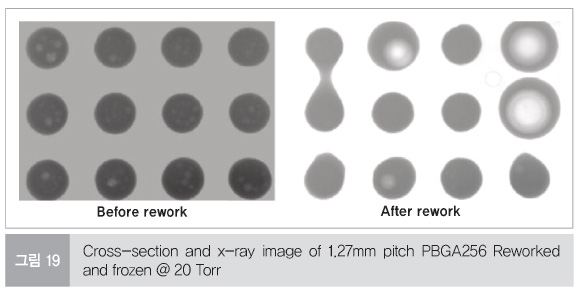
압력이 20Torr로 더 낮아졌을 때 인접한 두 조인트가 브릿지되었다. 리플로우 전후 이미지는 그림 19에 나와 있다. 비워진 리플로우 공정 동안 솔더 브릿지를 형성했음에도 불구하고 인라인 진공 리플로우 오븐 생산에서와 같이 응고 전에 대기압이 복원되면 브릿지가 분리될 수 있다. 또한 그림 19의 오른쪽 이미지(진공 리웍 후)에서 두 개의 인접한 솔더 조인트는 이 피치에서도 거대한 크기의 보이드로 인해 거의 브릿지되었다. 이는 작은 보이으가 큰 보이드로 합쳐져 기본적으로 시스템을 떠나지 않는 경우 중 하나일 수 있다. 빠져나가려면 솔더 조인트의 경계에 도달할 수 있을 만큼 충분히 커야 한다. 보이드가 솔더 조인트의 중앙 또는 가장자리에 있는 경우, 이러한 보이드가 충분히 커지지 않고 움직이지 않을 가능성이 있다. 이러한 보이드는 아무 데도 가지 않고 진공 상태에서 성장하고 대기압으로 복원되면 수축한다.
결론
가스 보이드는 처음에는 존재하지 않고 있다가 용융 금속에서 형성될 수 있으며, 압력이 줄어듦에 따라 점점 더 많은 핵 생성 사이트에서 가스 거품을 생성 및 방출할 수 있게 된다. 솔더 조인트 보이드는 진공 리플로우로 제거할 수 없다. 진공 리플로우 프로세스는 또한 솔더 조인트 브릿지의 형태로 영역 어레이 솔더 조인트에 결함을 일으킬 수 있다. 공정 전반에 걸쳐 작은 보이드가 만연하다. 소수의 보이드가 큰 보이드로 합쳐져 없어지는 반면, 다른 보이드는 조인트에 갇힌 상태로 남을 수 있다. 보이드는 진공 리플로우 공정에서 늘어나지만 대기압이 복원되면 다시 수축한다.
진공 리플로우 프로세스는 WLCSP49 솔더 조인트의 누적 보이드(2차원 프로젝션)에 거의 영향을 미치지 않았다. BGA 접합을 위한 솔더 페이스트의 사용은 진공 리플로우 공정에서 솔더 조인트 브릿지의 발생을 늘린다. 플럭스-디핑 공정을 사용하여 어셈블리된 샘플은 브릿지되지 않았으며, 이는 아마도 플럭스 전용 어셈블리 공정이 보이드를 생성하지 않았기 때문이라고 예상한다.