여러 조성의 무연 솔더 비교연구
저융점 솔더의 영향 확인
본고에서는 유기 서브스트레이트 상으로 무연 솔더 범프를 지닌 플립칩의 어셈블리에서 리플로우 프로파일, pad metallurgy 그리고 플럭스의 양에 관한 영향에 대해 설명한다. 상대적으로 낮은 197℃의 85.9Sn/3.1Ag/10In/1.0Cu 합금에 특히 관심을 가졌다. 그러나 우수한 젖음성과 견고한 무너짐의 SnPb용으로 개발된 비-세척 플럭스와 관계있는 플립칩에서 이뤄지지 않을 수 있다. 심지어 피크 리플로우 온도 250℃에 도달했을 때도 그렇다.
가장 대중적인 Lead-Free 솔더 합금의 융점은 SnPb 솔더의 융점보다 다소 높다. 그리고 대부분의 무연 합금들은 일반적인 접합 패드에 젖음성이 떨어지는 경향이 있다. 이로 인해는 플럭싱과 전형적인 유기 서브스트레이트 상의 어셈블리용 대량 리플로우 프로세스 윈도우를 좁아지게 한다. 더불어 부품실장의 정확도 요구가 높아질 수도 있다. 본고에서는 플립칩 어셈블리에서 나타난 일부 문제들을 설명한다. 작은 치수는 특히 젖음성과 솔더 접합 무너짐에 민감하고, 언더필 공정은 금속간 접합 강도와 관련한 요구가 줄어들지 않는다. 오히려, 언더필 공정의 필요성은 언더필 프로세스 컨트롤 및 신뢰성 항목이라는 새로운 개념을 대두시켰다. 본고에서는 상대적으로 작은 일반 SMT 부품, BGA 혹은 CSP 작업을 통해 개선책을 찾고자 한다.
본고에서는 유기 서브스트레이트 상으로 무연 솔더 범프를 지닌 플립칩의 어셈블리에서 리플로우 프로파일, pad metallurgy 그리고 플럭스의 양에 관한 영향에 대해 설명한다. 상대적으로 낮은 197℃의 85.9Sn/3.1Ag/10In/1.0Cu 합금에 특히 관심을 가졌다. 그러나 우수한 젖음성과 견고한 무너짐의 SnPb용으로 개발된 비-세척 플럭스와 관계있는 플립칩에서 이뤄지지 않을 수 있다. 심지어 피크 리플로우 온도 250℃에 도달했을 때도 그렇다. 사실, 95.5Sn/3.5Ag/1.0Cu와 95Sn/5Sb은 이러한 온도에서 보다 더 나은 성능을 보였다. 후자의 상대적으로 높은 융점이 주어지듯이, Sn/Ag/Cu 합금은 보다 수용 가능한 프로세스 윈도우를 제공하는 것처럼 보일 수도 있다.
서문
전자산업계는 필연적으로 납을 함유하고 있는 솔더로 성장해 왔다. 납은 상호접합을 형성하는 목적으로 사용되어 오고 있다. 풍부하여 값싸게 공급되기 때문이며, 기계적 및 화학적 특성 때문이다. 그러나 여러 보고서에서는 납이 인간의 생활에 유해하다고 꾸준히 증명했었다.
중금속은 장기간 노출 상태에서 인간의 몸체 내에 축적되고, 혈관과 신경시스템에 해를 끼칠 가능성이 크다. 이로 인해 연료 및 염료 내의 납 성분에 관해 규제가 시작되었고 뿐만 아니라 음용수 공급에 사용되는 납 재질 파이프가 대체되었다. 지금까지 납 사용의 제한은 축전기 내의 납 전극의 경우에 허용했었다. 짧아진 수명 사이클의 소비재 전자기기와 이들 제품들의 리사이클의 급격한 증가는 전자 디바이스 내 납 사용의 논의를 활발하게 하는 연료가 되었다. 원칙적으로, 적어도 전자 디바이스 내 납은 전자기기 폐기물에 의한 지하수의 오염을 통해 그리고 수용성의 플럭스 세정제에 의한 폐수를 통해 사람과 환경을 위협할 수 있다. 다양한 나라에서는 점진적으로 무연 제품 적용을 권고했었다.
일본은 2001년을 기점으로 무연 프로세스로 전환하였다. 북미의 경우 OEM 및 EMS 업체들은 2004년을 기준으로 2001년부터 순차적으로 변경하였고, 유럽의 경우 납, 수은, 카드늄, 6가 크롬, 할로겐 난연재의 구입을 금지하는 WEEE 법안을 2004년 1월부터 시행했다. WEEE 법안은 폐기물 발생을 예방하고, 재사용을 권장하고, 재활용을 권장하고 환경 피해를 최소화하기 위한 조치이다.
플립칩 어셈블리에 사용되는 솔더 양은 전자기기 제품에 사용되는 양과 비교하면 무시할만한 수준이다. 그러나 플립칩 면제가 무연 규제에 포함되지 않을 수 있고, 부품 제조업체들은 완벽하게 무연 패키지를 개발하는데 노력을 했었다. 더불어, 무연 SMT 프로세스 내로 보드 상의 플립칩 프로세스에 기반한 SnPb의 통합은 결코 사소하지 않을 것이다. 어쨌든, 무연 어테치먼트 프로세스는 플립칩에 유일하게 잠재적인 장점을 또한 제공한다. 아마도, 일부 납 동위원소는 능동소자 혹은 능동소자 근처의 회로에 해를 가할 수 있는 알파 입자를 방출한다[Kang et al., 1999]. 일반적으로, 우주선과 알파 입자 모두 메모리 디바이스 내 soft error를 초래하는 경향이 있다. CMOS 테크놀로지 내 셀 사이즈 감소에 따른 매우 심각하게 될 수 있는 문제는 low-alpha lead의 사용으로 줄일 수 있으나 이는 높은 비용과 다소 제한적인 공급문제를 포함하고 있다. 대부분의 무연 솔더들은 완벽하게 알파 입자로부터 기여를 제거해야만 한다. 그러나 무연 솔더의 사용은 광범위한 문제를 대두시킨다. 본고에서의 이슈들은 리드형 디바이스, 배열 부품 및 플립칩이 서로 꽤 달랐다. 소형 치수의 부품에서는 self-alignment와 솔더링 모두의 항목[Borgesen, 1999]에서 플립칩 어셈블리가 특히 민감한 젖음성과 솔더 접합 무너짐을 만드는 것이 포함된다. 게다가, 2㎜ 직경 이하의 공융 SnPb 솔더 볼에 전혀 문제가 되지 않지만, 불충분한 리플로우의 위험과 솔더 접합 붕괴는 솔더 직경의 감소 증가에 따라 일반적으로 예상된다. 매우 커다란 BGA 혹은 CSP 볼에 매우 적합한 합금이 특히, 젖은 솔더 페이스트에 놓일 때, 일반적인 플립칩 직경에서 적당한 활성재의 무세척 플럭스의 더 적은 양으로는 더 이상 그렇게 하지 못할 수도 있다.
일반적으로, 플립칩 솔더 조인트는 언더필링 이전에 이송과 핸들링에 안전할 수 있을 만큼 견고해야만 한다. 또한 언더필에도 불구하고, 열적 변위 동안 접합들은 일반적으로 소성변형(plastic deformation)을 겪는다. 즉, 패드 표면에서 금속 간 결합강도는 ‘벌크’ 유동응력(‘bulk’ flow stress)을 여전히 초과한다.
합금과 패드 야금에 의존할 경우, 후자는 SnPb 보다 더 높을 수도 있다[Zribi et al., 2001]. 더욱이, 심지어 결합강도가 충분할지라도, 리플로우 동안 기판 휨의 경우에 줄어든 무너짐 양은 오픈 결합의 위험을 증대시킬 수도 있다. 이는 종종 서브스트레이트 패드 디자인 탓으로 돌리곤 한다[Kondos et al., 2000]. 그러나 불충분한 무너짐은 또한 언더필 된 갭에서와 밀봉된 가장자리 필렛 두께에서 흩어짐이 커지기 쉽다. 후자는 사이클링 혹은 핸들링 불량 통계에 매우 심각한 영향을 끼칠 수도 있다[Borgesen et al., 2000]. 불충분한 self-alignment는 또한 더욱 우수한 실장의 정확도 요구를 가속화시킬 수도 있다[Borgesen, 2000].
공융 SnPb 솔더 합금은 피크 리플로우 온도 35~45℃ 혹은 액상 이상을 포함한 안정적인 한계로 확고한 리플로우 프로세스를 정의한다. 대조적으로, 더 높은 융점(197℃~235℃) 및 대부분의 무연 합금의 감소된 젖음 성능은 더 높은 피크 리플로우 온도에 대한 요구를 변함없이 이끈다. 그러나 일반적인 유기 서브스트레이트는 약 250℃ 이상의 피크 온도에서 위축되는 경향이 있다. 플럭스 반응 비율은 상승한 온도와 같이 증가한다고 보고되었다[Lee, 1999]. 리플로우 프로세서와 관련한 무연 솔더 합금의 호환성에 관한 또 다른 보고서에서는 액상 온도보다 리플로우 온도가 30℃도 높을 때 일부 무연 합금이 우수한 젖음 성능을 보였다고 연구되었다[Huang and Lee, 2000]. 그러나 이들 보고서에서는 솔더 합금이 부품 없는 테스트가 수행되었다[Huang and Lee, 2000]. 협소해진 프로세스 윈도우는 더욱 주의 깊은 최적화에 대한 필요를 이끈다.
비슷하게, 많은 양의 플럭스 체적을 위한 일시적인 요구는 언더필 상의 플럭스 잔사 영향뿐만 아니라 다이 표면에 이르기까지 플럭스 접착(flux wicking)의 위험이 올라간다. 협소해진 플럭스 프로세스 윈도우도 마찬가지다. 합금에 최적화된 전용 플럭스의 발전은 다시 완화되어 이것을 결국 가능하게 할 수도 있다. 그러나 더욱 활발해진 플럭스는 종종 신뢰성 감소로 이어지고, 솔더 마스크, 라미네이트, 칩 passivation 및 패드 금속과의 접촉 등의 언더필 관련 모든 조합을 이용한 호환성을 문서화하는 것은 결코 하찮은 작업이 아니다.
본고에서는 플립칩 어셈블리 기반 SnPb에 일반적으로 사용되고 있는 비-세척 점착성 플럭스를 이용한 무연 솔더링에 대해 설명한다. 매우 다양한 융점을 지닌 3가지 합금이 고려되었지만 약 197℃의 융점을 지닌 Sn/Ag/Cu/In 합금에 초점을 두었다.
실험
젖음성과 솔더 접합 무너짐이 상당히 서로 다른 2개의 조건 하에서 연구되었다. 동박 표면에 일률적으로 OSP 코팅된 솔더링하고, 다이에 매치되어 디자인된 서브스트레이트 상의 패드에 개별적으로 접촉하는 것을 각각 하였다.
양쪽 모두의 경우, 플립칩 솔더 범프는 GSM 실장기에서 TFA(Thin Film Applicator) 상의 점착 플럭스의 박막에 최초로 넣어졌다. 0.5㎜와 2.5㎜ 사이에서 매우 많이 다른 플럭스 필름 두께가 고려되었다.
3개의 서로 다른 업체들로부터 제공된 4개의 서로 다른 비-세척 플럭스(A, B, C, D)가 조사에 사용되었다. 이들 재질들은 동박에 코팅된 OSP와 NiAu 모두에서 공융 SnPb가 매우 월등한 성능을 보이는 것으로 알려져 있기 때문에 선택되었다. 그리고 이들 재질들이 확실한 ‘track’ 형성이 없거나 혹은 두께 변형에도 TFA 상에서 잘 ‘굴러’가기 때문이다.
딥핑 이후, 범프들은 적당한 접촉면에 놓이고, 약 O2 40PPM 질소분위기의 전통적인 8-존 리플로우 오븐을 통과시켰다. 서로 다른 피크 온도와 TAL(times above liquidus)로 여러 개의 서로 다른 리플로우 프로파일이 고려되었다. 다이 위치에서의 실제 온도 프로파일은 몰을 이용하여 모두 신중하게 측정되었다. 서로 다른 TAL 뿐만 아니라 228℃와 259℃ 사이의 합금 피크 온도가 고려되었다. 그러나 플럭스가 각 프로파일의 공융 SnPb 초기 부문에 맞춰 개발됨에 따라 ‘Soak’가 필수적으로 동일하게 유지되었다.
리플로우 이후, 일률적인 Cu(OSP) 표면처리 상의 솔더 범프의 침윤현상(wet-out)은 X-Ray 마이크로스코프로 최초로 측정되었다. 실제 접촉 패드 상의 어셈블리는 솔더 접합 외형, 보이드 형성 항목들과 모든 접합을 관통한 데이지 체인의 전기적 저항치들을 평가했다. 어느 경우에서든, 어셈블리는 최종적으로 종단면 분석이 이뤄졌고, 광학적으로 다이-서브스트레이트 갭이 측정되었다.
다음 3개의 무연 합금이 고려되었다.
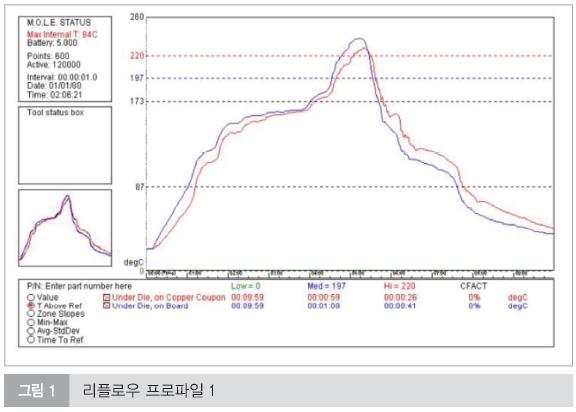
85.9Sn/3.1Ag/10In/1.0Cu 합금이 공융이 아니지만, 자체의 페이스트 범주는 낮았다. 자체 고상은 194℃이고, 액상은 200℃이다. 테스트 다이에 있는 4㎜ 높이 볼이 동박 서브스트레이트에 코팅된 일괄 OSP 처리된 표면이나 혹은 5㎜ 와이드 솔더 마스크 윈도우를 통해 선이 그어진 1.5㎜ 두께의 5㎜ 와이드 Ni/Au 처리된 표면에 솔더링 되었다. 3개의 서로 다른 리플로우 프로파일이 사용되었다. 그림 1의 프로파일 1에서는 228℃의 피크온도와 197℃ 이상에서 59초의 시간이 머무는 것을 보여주고 있다. 프로파일 2는 유사한 피크 온도를 보여주고 있으나 1.16의 팩터에 의한 모든 시간이 길어지게 하기 위해 벨트 속도가 느려졌다. 프로파일 3은 241℃의 피크온도를 보였고, 197℃ 이상에서 71초 시간이 머물렀다. 3개의 서로 다른 플럭스(A, B, C)가 고려되었다.
95.5Sn/3.5Ag/1.0Cu 합금은 거의 공융에 가깝고, 대략 217℃의 융점을 지니고 있다. 4㎜ 높이의 볼이 7㎜ 와이드 솔더 마스크 창을 통해 2㎜ 두께의 3㎜ 와이드 선에 솔더링되었다. OSP 코팅과 Ni/Au 코팅 동박 선 모두가 고려되었다. 지금까지는 단지 하나의 플럭스(D)만 테스트되었지만, 서로 다른 리플로우 프로파일이 고려되었다. 피크 온도가 234~250℃ 사이로 다양해졌고 217℃ 이상에서 40~110초의 시간을 보였다.
95Sn/5Sb 합금은 235℃로 보다 높은 융점을 가지고 있다. 4㎜ 높이의 볼은 6.5㎜ 와이드 솔더 마스크 윈도우를 통한 2㎜ 두께의 3.5㎜ 와이드 Ni/Au 코팅 선에 솔더링 되었다. 약간 비슷하지만 다소 활성도가 낮은 또 다른 플럭스 (D)의 경우, 플럭스 A가 사용되었다. 2개의 서로 다른 리플로우 프로파일이 고려되었다. 프로파일 A1은 250℃의 피크 온도와 235℃ 이상의 45초 유지시간을 가지고 있다. 프로파일 A2는 259℃의 피크 온도와 235℃ 이상의 61초의 유지시간을 보이고 있다.
각각의 경우, 결과는 4㎜ 높이 공융 Sn/Pb 볼을 이용해 얻은 이들 다이와 비교하였다. 이 경우, 약 215℃의 피크 온도와 액상 이상의 64초를 지닌 표준 SMT 리플로우 프로파일이 적용되었다. 이들 결과는 사용된 4개의 플럭스 어디에도 의지하지 않았다.
실험결과들
Sn/Ag/Cu/In 합금은 상대적으로 낮은 융점 때문에 이론적으로는 매력적이다. 비용과 In의 제한적인 공급량이라는 문제점이 있지만, 전체 솔더 체적이 매우 소량인 플립칩 애플리케이션용에서는 그렇게 중요한 사항은 아니다. 그러나 우리가 관찰하고자 하는 것은 Sn/Ag/Cu와 Sn/Sb 합금이 매우 높은 융점에도 불구하고 좀 더 효과적으로 젖는 현상과 무너짐 경향이다.
솔더링 프로세스에서 최소한의 요구사항은 납땜 습윤 현상을 제한하는 것도 없는 서브스트레이트 상에서 효과적인 무너짐이 가능하게 하는 것이다. 그림 2에서는 OSP 처리된 동박 표면의 리플로우 이후 공융 SnPb 볼을 적용한 8㎜ 피치 어레이 다이의 X-Ray 영상을 보여주고 있다. 4㎜ 높이의 볼은 Flux D의 두께 1.5㎜ 필름에 넣어졌고, 그 다음에 표준 SMT 리플로우 프로파일을 통과시키는 ‘어셈블리’를 진행했다. 높은 습윤 현상과 접합 간의 브릿징 현상을 접할 수 있었다. 종단면 분석에서는 1㎜ 미만의 스탠드오프를 발견하였다.
85.9Sn/3.1Ag/10In/1.0Cu
처음으로 Flux A가 고려되었다. 실험에서 사용된 다이 상에서 4㎜ 높이의 볼이 Flux A의 두께 0.5㎜ 필름에 넣어졌고, Cu(OSP) 서브스트레이트에 실장되었다. 그런 후에 ‘어셈블리’ 프로세스는 228℃의 피크 온도와 59초의 액상유지 즉, Profile 1(그림 1 참조)을 사용하여 리플로우 되었다. 이 합금이 214℃ 피크 온도의 프로파일을 가진 공융 SnPb와 유사할 것으로 기대하였다. 실험 현장에서는 약 3㎜의 스탠드오프로 매우 낮은 무너짐 성능을 나타냈고, 접합들 간의 브릿지가 없었다. 플럭스 두께를 2㎜로 높임으로써 일부 브릿지와 1.5㎜의 스탠드오프를 개선시켰다. 1.16(Profile 2) 사항에 의한 ‘stretch’ 프로파일을 위해 벨트 속도를 줄였지만 측정에는 아무 영향이 없었다. 피크 온도를 13℃(Profile 3) 높이는 것은 매우 미미한 영향을 보였다. 1.4㎜의 스탠드오프로 무너졌던 볼들을 두께 2㎜의 플럭스 필름 내에 다시 넣었다.
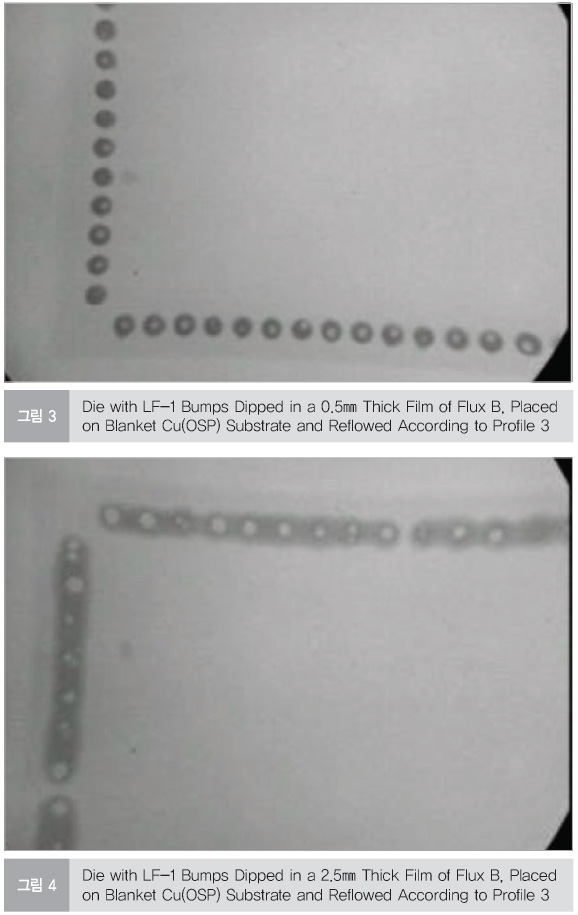
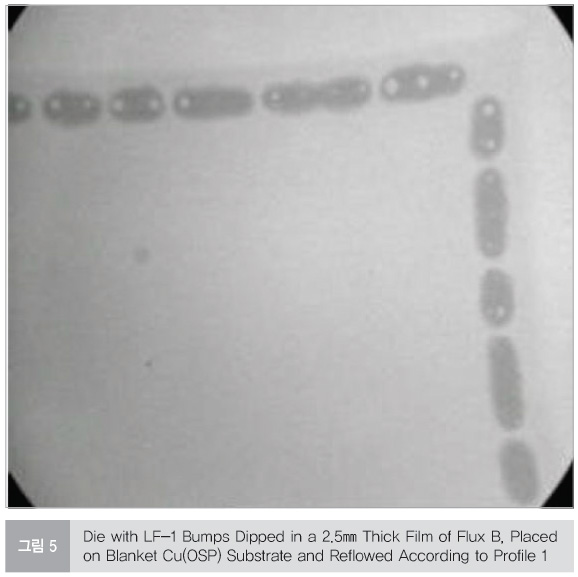
Flux B는 대부분 동일한 성능을 보였다. 그림 3에서는 Flux B의 두께 0.5㎜ 필름 내에 넣고, Profile 3을 적용하여 리플로우 한 결과를 보여주고 있다. 약 3.1㎜ 스탠드오프의 매우 미세한 무너짐을 다시 보였고, 브릿지 현상은 없었다. 그림 4에서는 2.5㎜로 플럭스 두께를 높이는데 대한 영향을 보여주고 있다. 약 1.6㎜ 스탠드오프를 나타냈다. 해당 결과물들이 피크 리플로우 온도에 매우 민감하지 않았음을 다시 한 번 확인했다. 그림 5에서는 Profile 1과 2.5㎜의 플럭스 두께의 결과를 보여주고 있다. 스탠드오프는 1.5㎜이었다.
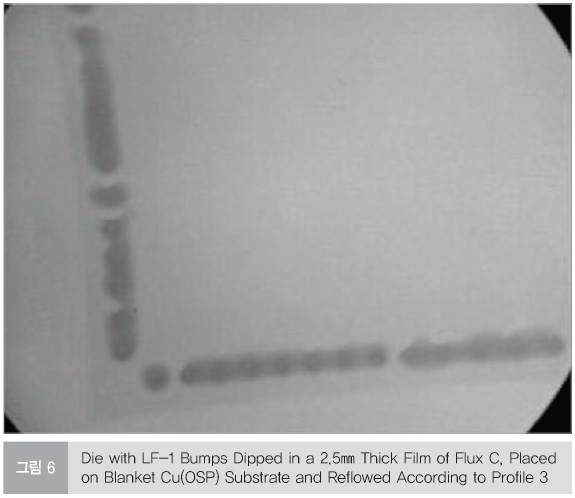
Flux B를 적용 한 후 주목할 만한 한 가지 사실은, 리플로우된 솔더 내에서 큰 보이드 형상이 나타났다는 것이다. 이 현상은 다른 2개의 플럭스에서는 관찰되지 않았다. 그림 6에서는 Flux C의 두께 2.5㎜ 필름에 넣었고, Profile 3을 적용하여 리플로우된 결과를 보여주고 있다. 다른 2개의 플럭스와 같이 약간의 브릿지와 1.5㎜ 스탠드오프를 보였다. 그러나 보이드 징후가 없었다. 0.5㎜로 플럭스 두께를 줄여서 어떠한 솔더 브릿지도 보이지 않았고 약 3.9㎜의 스탠드오프를 유발했다. 즉, 이 플럭스는 매우 적은 두께에 있어서 다른 2개의 플럭스에 비해 효과 측면에서 매우 낮음을 알 수 있었다.
이 실험의 두 번째 파트는 데이지-체인된 다이를 5㎜로 폭 넓게 Ni/An 코팅된 동박 패드면에 전기적 테스트가 가능한 서브스트레이트 상에 놓는 것이다. Flux A의 다양한 두께에 볼들을 넣고, Profile 1 혹은 Profile 3에 따라 리플로우 솔더링을 진행하는 것이 전기적으로 우수한 어셈블리를 가능케 한다. 즉, 플럭스 두께에 관한 영향을 측정할 수가 없거나 혹은 전기 저항에 대한 프로파일이 없었다. 그러나 샘플로 진행된 사이즈에서는 제조현상 내의 통계 레벨 관점으로 볼 때 불량을 발견하기가 너무 적다. 대신에, 플럭스 두께와 프로파일 모두 솔더 접합 젖음과 무너짐에 효과를 보였다.
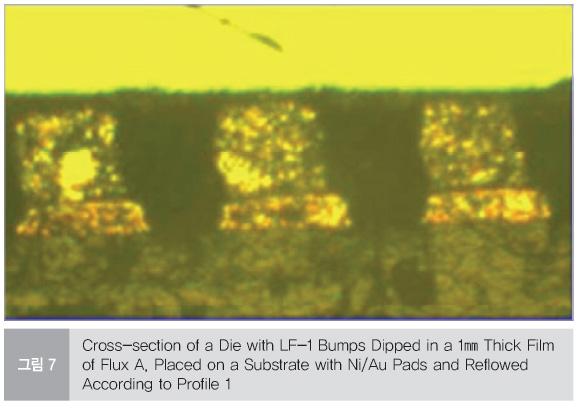
그림 7에서는 Flux A의 두께 1㎜ 필름 내에 4㎜ 높이의 볼이 넣어졌고, Profile 1에 따른 리플로우를 통해 얻어진 솔더 접합의 종단면을 보여주고 있다. 다이와 접촉 패드의 표면 사이가 거의 4㎜의 gap을 나타내는 매우 적은 무너짐을 확인했다. 228℃에서부터 241℃까지 피크온도를 높이는 것은 즉, Profile 3을 적용하는 것은 이것이 약간 향상됨을 보였다. gap은 3.3㎜로 감소되었지만(그림 8 참조), 많은 접합들이 매우 우수하게 납땜되어 보이지는 않았다.
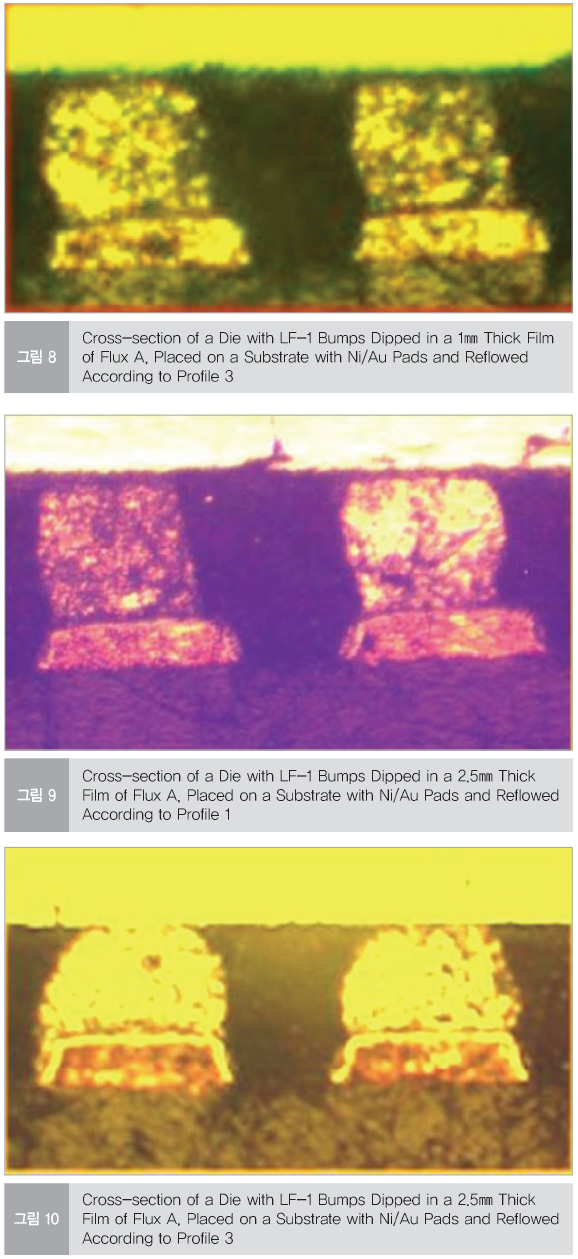
효율적인 향상은 높은 플럭스 두께와 상대적으로 높은 리플로우 온도의 조합이 요구되고 있음을 추측해 볼 수 있다. 두께 2.5㎜의 플럭스 필름 내에 넣고, Profile 1에 따라 리플로우 된 솔더링에서는 약 3.1㎜의 갭을 나타냈다(그림 9 참조). 즉, 전반적으로 향상된 무너짐 현상은 1㎜ 플럭스 필름과 이 프로파일(그림 7과 비교)을 이용하여 얻었다. 결론적으로, 2.5㎜ 플럭스에 넣고, Profile 3에 따라 리플로우 솔더링하는 것이 3㎜의 gap 뿐만 아니라 패드의 수직면으로 약간의 젖음 징후가 나왔다.
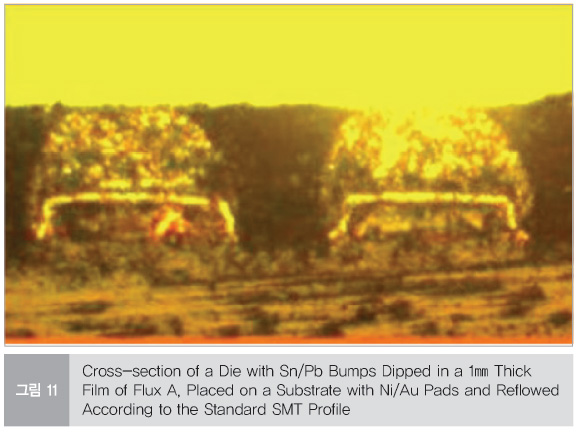
여전히, 효과적인 젖음과 무너짐 현상은 이 합금에서 얻지 못했다. 대조적으로 그림 11에서는 두께 1㎜의 플럭스 필름과 표준 SMT 리플로우 프로파일을 적용하여 얻은 공융 SnPb 솔더 접합의 종단면을 보여주고 있다. 접합들에서는 Sn/Ag/Cu/In에 비해 매우 효과적인 무너짐을 볼 수 있었다. 뿐만 아니라 패드의 수직면에 매우 젖음이 잘 되었고, 약 2㎜의 다이와 패드 표면 간의 gap이 줄어들었다.
Sn/Ag/Cu/In 접합의 줄어든 무너짐으로 비록 감소된 셀프-얼라이먼트 현상이 나올 수도 있지만 현재의 서브스트레이트 패드 디자인 관점에서 원인을 찾는 게 반드시 필요하지 않다[Borgesen, 2000]. 그러나 더욱 줄어든 무너짐은 서로 다른 서브스트레이트 형태를 지닌 전체 어셈블리 수율에서 심각한 결과를 보일 수도 있다[Kondos, 2000].
95.5Sn/3.5Ag/1.0Cu
95.5Sn/3.5Ag/1.0Cu 합금은 또한 플럭스 두께에 민감하고, 패드 금속성에 의존하고, 더불어 리플로우 온도의 미세 조정에 민감하다고 증명되었다. 그러나 금속상호간 형성과 ‘벌크’ 솔더 구성에 영향을 미치는 패드 금속[Zribi et al.]에 따르면, 리플로우 프로세스에 대한 영향보다 더 크다.
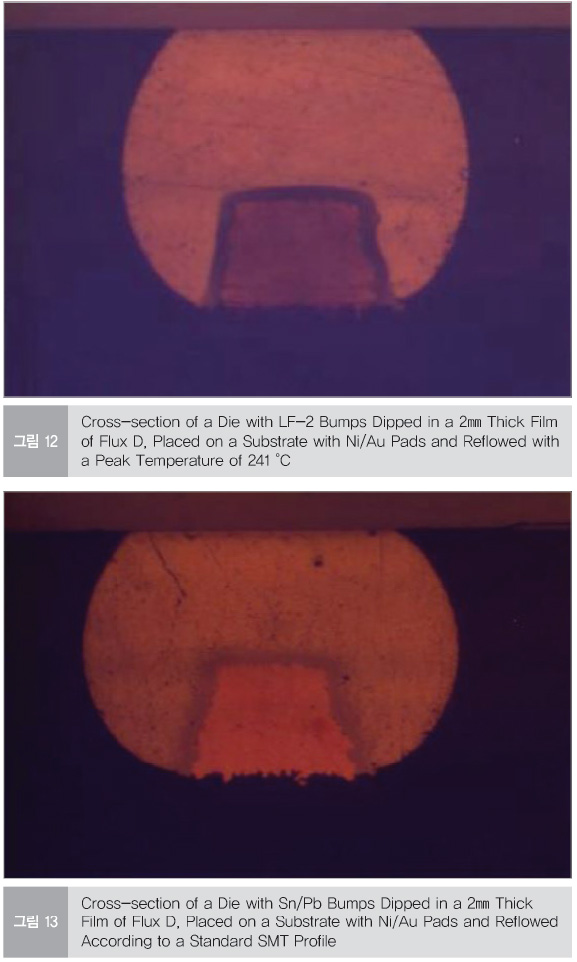
그림 12에서는 Flux D의 두께 2㎜의 필름 내에 Sn/Ag/Cu 계열의 볼이 넣어졌고, 이들이 Au/Ni/Cu 패드 위에 놓이고, 241℃의 피크 온도로 리플로우 됨으로써, 얻은 솔더 접합의 종단면을 보여주고 있다. 다이와 패드 면 간의 결과적인 gap은 2.1㎜이었다. 패드 치수가 앞에서의 Sn/Ag/Cu/In에 적용했던 경우와 꽤 다르다는 것을 알 수 있었다. 그래서 그림 10과 비교하여 양적 곡선은 직선이지 않았다. 그런데 현재의 Sn/Ag/Cu 접합은 동일한 플럭스 공정과 리플로우 조건 하에서 더 좋은 젖음을 분명하게 보여주고 있다. 또한 그림 13에서는 동일한 패드 타입에서의 공융 Sn/Pb 접합을 비교하여 보여주고 있다. Sn/Ag/Cu 접합이 이들과 상당히 비슷하게 보인다.
95Sn/5Sb
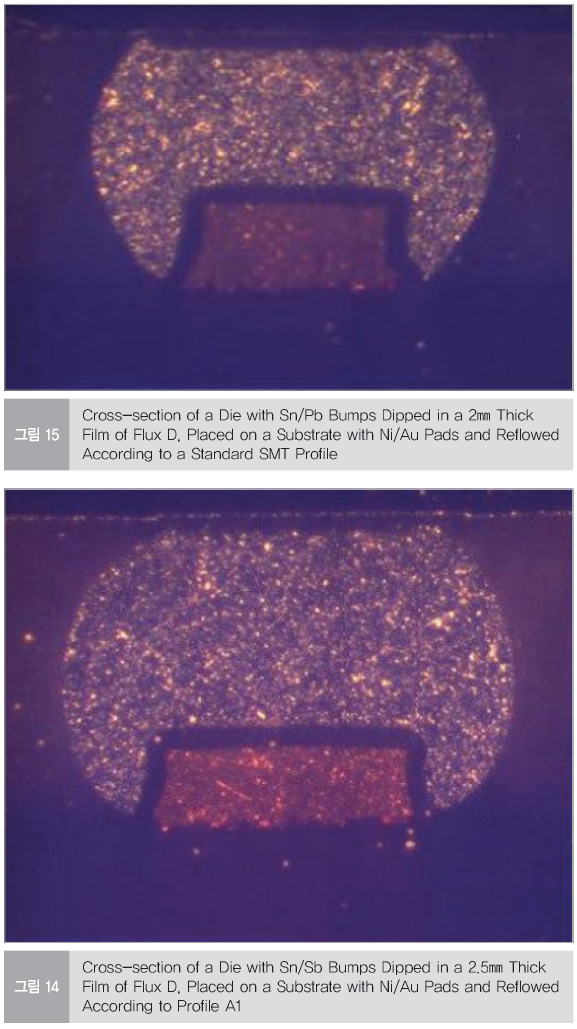
고온에서 서브스트레이트에 피해를 끼치는 위험성을 내포하고 있는 높은 융점(235℃)은 또한 좁은 리플로우 온도 윈도우를 만든다. 그러나 공융 Sn/Pb와 비교해 더 많은 플럭스가 요구되는 더 우수한 솔더링 젖음성을 여전히 제공하고 있어서 상당히 흥미롭게 보고 있다. 그림 14에서는 Flux D의 2.5㎜ 두께 필름 내에 4㎜ 높이의 볼을 넣고, Au/Ni/Cu 패드 상에 이들을 놓고, 250℃(Profile A1)의 피크 온도로 리플로우하여 생성된 Sn/Sb 솔더 접합의 종단면을 보여주고 있다. 대조적으로 그림 15에서는 동일한 패드 타입 상에서의 공융 Sn/Pb 접합을 보여주고 있다. 전체 젖음과 무너짐 현상은 상당히 비슷했다. 실제 리플로우/프로세스 윈도우는 여러 곳에서 보고되고 있다.
결론
소형 치수가 포함된 것은 대량 리플로우 내의 자체 균등한 형상에 관한 접합의 전체 무너짐 측정 없이 최적화된 솔더 기반 플립칩 어셈블리 프로세스를 향상시키기 어렵게 만들고 있다. 모든 3개의 무연 합금이 공융 Sn/Pb 대비 더 많은 플럭스가 요구됨을 고려하였다. 실제로 Sn/Ag/Cu/In 합금의 젖음성은 매우 우수하지 않았고, 테스트된 다른 3개의 어떠한 비-세척 플럭스에서도 굳건한 무너짐 효과를 얻지 못했다.
비록 전용 플럭스들이 이를 완화하기 위해 발전될 수 있더라도, 상대적으로 낮은 융점에도 불구하고 무연 합금은 일반 플립칩 어셈블리에 매력적이지 않다. Sn/Ag/Cu와 Sn/Sb 합금은 약 250℃의 피크 리플로우 온도를 보유한 공유 Sn/Pb 만큼 거의 비슷한 성능을 보였다. 이러한 내용들은 앞에서 언급한 다소 낮은 온도에서 사용될 수도 있고, 어셈블리 관점에서 더욱 매력적인 후보가 될 수도 있다.





