다품종 납땜에도 적합
다양한 형태로 적용이 가능
일본 스핑크스테크놀로지社는 세계 최초로 비접촉 전자유도가열(IH, Induction Heating) 자동 납땜 설비인 ‘S-WAVE 시리즈’를 2021년에 발표했다. 스핑크스의 비접촉 납땜 기술은 국소가열로 온도상승을 억제해 기기 고장을 예방하며 전자유도가열로 인두를 사용하는 기존 납땜기와 품질은 동일하게 유지하고 납땜 속도 개선 효과를 제공한다. 유니크한 성능과 효과로 인해 최첨단의 까다로운 업종에서의 채택이 늘어나고 있다. 본지에서는 비접촉 IH 납땜설비에 대해서 4회에 걸쳐 자세하게 설명한다. 3회차인 이번 호에서는 다양한 품종에 적용이 가능한 ‘S-WAVE301AFA’의 특징들을 살펴본다.
서론

日 스핑크스 테크놀로지스社(www.s-finx.com)는 ‘에너지를 무선으로 전달한다’는 슬로건을 내걸고 친환경 기술을 개발하여 지속적으로 사회에 기여하고자 2016년에 설립되었다. 손실을 최소화한 비접촉식 에너지 전송 장치의 첫 번째 제품으로, 3D 국소 가열 장치를 실장 용도에 적용한 납땜 장치 ‘S-WAVE301 시리즈’를 2020년에 출시하였다.
S-WAVE가 가져다주는 것은 낭비되는 에너지 절감뿐만이 아니다. 열전달 경로를 최소화한 부품 발열을 통해 지금까지 불가능했던 실장 형태 구현과 수율 향상-시간 단축 등 품질-생산성 향상에 새로운 해답을 제시하고 있다.
S-WAVE 장점, 솔더볼 발생(X) & 빠른 응답성
스핑크스의 비접촉 납땜 기술인 전자유도가열(IH, Induction Heating)은 국소가열 구조이기에 온도상승을 억제해 기기 고장을 예방한다. S-WAVE에서는 자기 발열한 단자가 250℃ 정도일 때 솔더를 공급하면 되므로, 인두 팁보다 약 100℃ 정도 낮은 고온부에 접촉할 수 있다. 또한 자기 집중 헤드 선단은 단자에 접촉하기 직전에 GAP 부근에 3차원으로 펼쳐진 자속에 의해 약하게 유도가열되므로 접촉하는 순간 와이어 솔더 선단과 단자의 온도 차는 더욱 적어진다. 이러한 온도차 감소 효과로 인해 솔더 내의 플럭스가 갑자기 끓음 현상(돌비, 突沸)이 나타나기 어렵기 때문에 S-WAVE는 원칙적으로 솔더볼이 생기기 어렵다고 볼 수 있다.
유도가열 구조의 S-WAVE는 ‘단자자기발열 + 솔더자기발열’ ⇒ ‘스루홀’이라는 1단 열전달 경로를 가지고 있다. 발열부가 스루홀에 가깝고, 열저항이 작은 단자 내부와 솔더 내부를 열유속이 통과하기 때문에 발열원에 필요한 Joule 양이 인두 내 히터에 비해 월등히 적다. 인두팁과 같은 응답 지연 요소가 없는 S-WAVE이기에 순간 조정이 가능하며, 코일 전류를 변경한 직후에 실장부의 열유속을 변화시킬 수 있다. 1단자마다 솔더 공급 전과 공급 후 그리고 스루홀 상승과 필렛 형성 마무리 단계로 나누어 세밀한 열유속 제어가 가능하다는 것이 S-WAVE의 장점이다.
거리에 따른 조절
기판 위치별로 다른 열용량에 따라 별도 대응 가능
일반적인 랜드의 납땜 시에는 자기 집중 헤드 선단과 랜드 사이는 0.5~1mm의 거리(dz)를 두는 것이 표준적이다. 한편, 열용량이 큰 베타 패턴의 납땜 시에는 솔더 공급 전에 자기 집중 헤드를 낮춰 랜드의 예열 효과를 높일 수 있다.
그림 2를 통해 구체적으로 설명한다. 그림 2는 솔더 표면의 베타 패턴 일부를 랜드로 한 스루홀 기판에서 dz와 각 부분 전력의 관계를 분석적으로 구한 것으로, dz가 커질수록 발열 전력이 저하되는 것은 당연하지만, 베타 패턴과 솔더는 dz의 영향을 받기 쉬운 반면, GAP 사이에 끼어 있는 단자는 dz의 영향을 덜 받는 것을 알 수 있다.
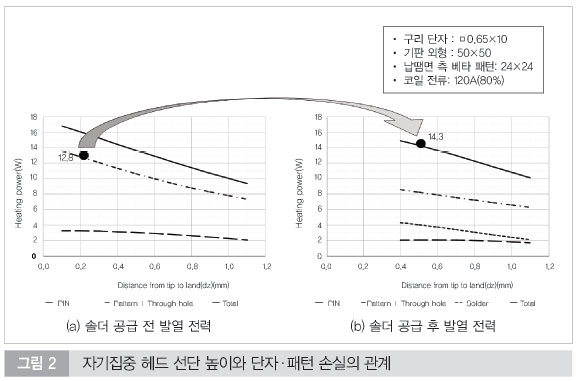
그림 2에서 ●로 표시된 2점은 솔더 공급 전의 베타 패턴 가열과 솔더 공급 후의 전체 가열의 이미지이다.
솔더 공급 전까지는 0.2mm에 근접하여 12.8W로 가열한다. 솔더 공급과 동시에 0.5mm로 하여 솔더 필렛과의 접촉을 피하면서 전체를 14.3W로 가열한다. 스루홀 상승을 위한 전력 공급을 계속한다. 이에 따라 납땜 1 프로세스 초기부터 실장부를 최대 발열 전력으로 할 수 있으므로, 납땜 시간을 최소화할 수 있다.
또 하나, dz를 크게 함으로써 패턴 발열을 억제하면서 단자 가열이 가능하다는 것을 알 수 있다. 이에 따라 열에 취약한 필름계 기판에 적용이 가능해진다. 따라서 기판에 부품을 실장하기 위해서는 ‘기판의 열용량’과 ‘단자 + 부품의 열용량’이 각각 크고 작은 조합이 있는데, S-WAVE에서는 기판 랜드와의 거리 조절에 따라 어느 조합에서도 적절한 발열을 시킬 수 있는 해결책을 찾을 수 있다.
GAP에 의한 조절
단자 직경 차이와 열용량 차이를 폭넓게 조정
예를 들어, 전원 기판과 같이 세라믹 커패시터로 대표되는 얇은 리드 부품과 단자대로 대표되는 굵은 리드 부품이 혼합되어 있는 경우, 지금까지는 인두 팁 모양과 전력이 다른 여러 대의 납땜 로봇이 한 라인에 도입되어 왔다.
S-WAVE는 1대로 열용량이 크게 다른 단자를 납땜할 수 있어 라인 도입 설비 수 감소에 기여할 수 있다.
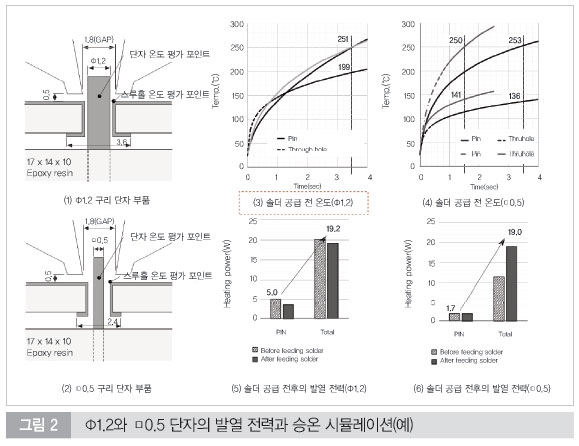
열용량이 4.5배 다른 Φ1.2와 □0.5의 단자를 승온하는 경우를 예로 들어 설명한다. 굵은 쪽의 Φ1.2에 맞춰 GAP를 1.8mm로 설정하고, 동일한 GAP로 □0.5를 발열시켰을 때의 발열 전력과 온도를 해석으로 구한 결과를 그림 3에 나타냈다.
실측과의 온도 오차는 15deg 이하이다.
먼저 전반부인데, Φ1.2는 S-WAVE의 95% 출력(142.5A)으로 5.0W 발열하면 3.5초 만에 251℃에 도달하여 납땜이 가능하다(그림 3의 (3)). □0.5는 GAP이 1.8mm인 상태에서도 77% 출력(115.5A)으로 1.7W를 발열시킬 수 있으며, 같은 3.5초 후에 253℃로 승온할 수 있다(그림 3의 (4)).
코일 전류에 여유가 있기 때문에 □0.5는 전류를 더 늘리면 Φ1.2보다 단시간 승온이 가능하며, 예를 들어 88% 출력(132A)에서 2.2W 발열시키면 1.5초 만에 250℃까지 올릴 수 있다.
다음으로 후반부의 총 발열 전력인데, 베타 패턴에 연결된 스루홀 온도를 높여야 하므로 두 단자 모두에 142.5A를 공급한 경우를 비교한다. 각각의 총 발열 전력은 19.2W와 19.0W로 동일했다(그림 3의 (5), (6)). 즉, 베타 패턴의 열용량이 지배적인 경우에 있어서 솔더 공급 시점의 베타 패턴 온도가 동일하다면, 솔더 공급 후에는 동등한 시간으로 스루홀에 솔더를 스며들게 할 수 있다고 할 수 있다. 단, 초기 3.5초 후의 베타 패턴 온도는 □0.5가 63deg 낮기 때문에 솔더 공급 후 필요한 가열 시간은 □0.5가 조금 더 길어질 것으로 생각된다. 이를 커버하기 위해서 □0.5는 전반부의 전류를 증가시켜 1~2초 만에 단자가 250℃에 도달하도록 조절하는 것이 좋을 것이다.
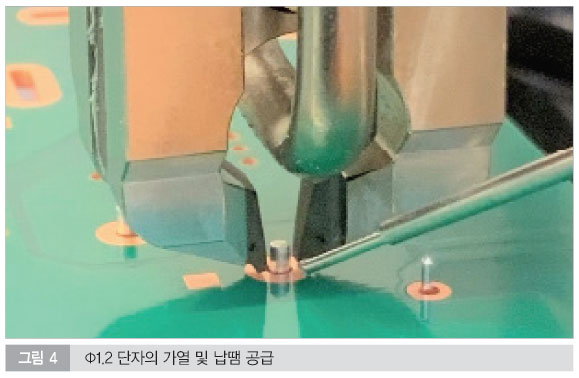
이상의 분석을 통해 얇은 □0.5에 있어서는 최적이라고 할 수 없는 GAP 설정이라도 문제없이 납땜이 가능하다는 것을 알 수 있다. 코일 전류를 조절하면 더 큰 차이의 단자 범위를 커버할 수 있다. 그림 4는 Φ1.2 단자를 갖는 전류 센서를 납땜하는 모습이다.
다른 구현 형태로의 적용 예
넓은 응용 범위
본 섹션에서는 쉬운 이해를 위해 간단하게 2가지 예시를 소개하지만, 설정의 유연성이 높은 S-WAVE이므로 다양한 구성에 적용이 가능하다. 고밀도 실장, 저내열 재료, 대열용량 실장, 복잡한 방향의 실장 등 기존 공법으로는 어려운 조건에서 S-WAVE가 해결책을 제시할 수 있을 것이다.
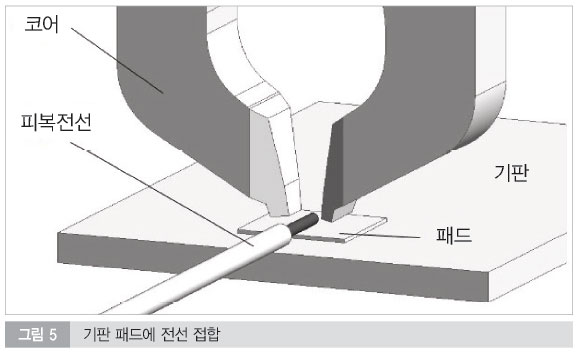
1) 기판 랜드에 전선 접합
S-WAVE는 GAP 하면에 배치된 금속판의 발열이 가능하므로, 예를 들어 그림 5와 같은 패드에 전선을 접합할 수 있다. 유리 에폭시 이외의 플렉시블 기판 등을 가정하면, 기판의 열용량과 내열성 및 전선 직경과 피복 내열성의 조합에 따라 주요 발열 대상을 전선으로 할 것인지, 기판으로 할 것인지 결정된다.S-WAVE는 GAP과 높이, 코일 전류를 조절하여 어떠한 조합에도 대응할 수 있다. 열용량이 큰 평각선에도 확장 적용이 가능하다.
2) 평판 간 솔더 페이스트를 이용한 접합
S-WAVE는 GAP 하단에 배치한 금속판 발열을 이용하여 커넥터 등의 평판 간 평면 접합이 가능하다. 그림 6은 동판 1에 동판 2를 끼워 넣은 형태의 예이며, 솔더 페이스트 도포 후 가열 접합을 실시한 예이다.
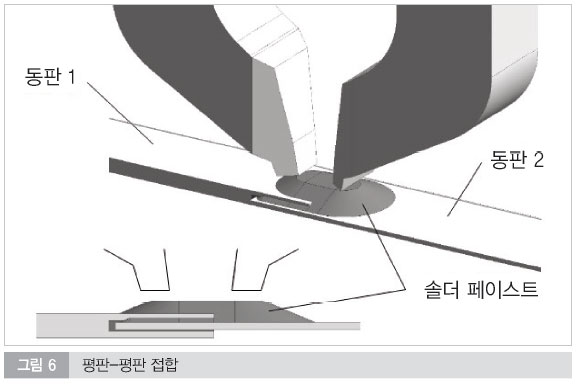
S-WAVE는 코일 전류와 dz로 약한 발열 상태를 만들 수 있어 솔벤트 제거와 플럭스 활성화에 필요한 예열을 적절히 할 수 있다. 또한 열에 약한 수지에 접속된 평판에서도 납땜에 필요한 최소한의 발열로 접합이 가능하다.
‘S-WAVE301’ 설비 소개
표준 사양
S-WAVE301 설비의 사양은 표 1과 같다.
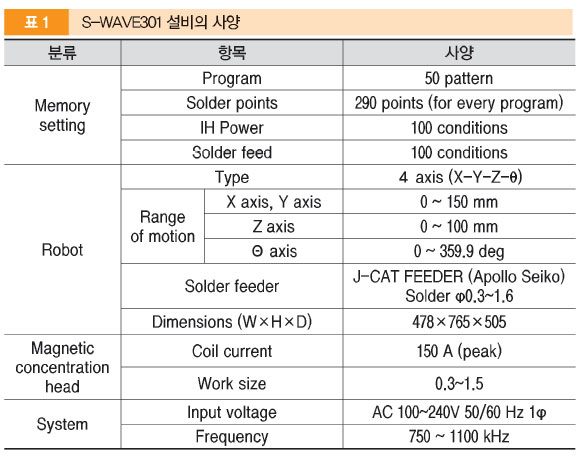
S-WAVE301는 150×150mm 이내의 PCB 납땜을 상정한 모델이지만, 지그를 이용하면 해당 기판 이외의 납땜도 가능하다. 와이어 솔더 공급 유닛을 표준으로 탑재하여 일반적인 플럭스 솔더로 납땜이 가능하지만, 향후에는 S-WAVE에 적합한 솔더를 개발하여 더욱 높은 완성도 향상을 목표로 하고 있다.
옵션
▶ 냉각 방식 : 헤드 유닛의 냉각에 수냉과 공냉을 선택할 수 있다. 수냉식 냉각이 연속 가열 시간 및 가열 시 비율을 높일 수 있다.
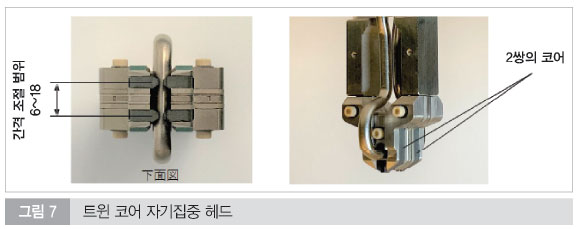
▶ 트윈 코어 : 코어 2쌍을 탑재하여 2곳을 동시에 가열할 수 있다(그림 3 참조). 넓은 면 전체를 가열하고 싶을 때도 트윈 코어가 효과적이다.
▶ 높이 센서 : 기판의 휨이나 기울기에 대해 개별 납땜 부위의 높이 편차를 보정할 수 있는 레이저 방식.
확장성 및 발전성
S-WAVE301은 정격 전류가 150A이지만, 향후 전류를 2~3배로 확대한 인버터 및 헤드 유닛으로 업그레이드 될 예정이다. 열용량이 큰 버스바나 평각 전선 또는 열용량은 작지만, 단시간에 접합하고 싶은 공작물 등의 요구에 대응할 수 있다.
현재 스핑크스社는 4가지 타입의 자기집중 헤드 코어를 제공하고 있지만, 향후 몇 가지 종류를 추가할 예정이다. 좁고 깊은 곳의 가열 등 적용 범위를 넓혀나갈 계획이다. 또한 개별적으로 특수한 형상의 코어가 필요한 경우 맞춤형 대응이 가능하다. 예를 들어 좌우 비대칭 코어에 대한 납품 실적이 있다.
맺음말
S-WAVE의 장점과 설비의 사양을 소개했다. 기존 공법에서 수율이나 품질 문제에 직면하고 있거나, 새로운 구조의 실현에 어려움을 겪고 있다면, S-WAVE가 적용될 수 있는지 꼭 검토해 보길 추천한다. (주)진우이엔티는 다양한 형상-구조의 워크에 대해 S-WAVE로 조건출력이 가능한지 여부를 파악하는 서비스를 제공하고 있다. 고객과 함께 과제를 해결하고 데모기 렌탈을 통해 시험해 볼 수 있도록 준비도 하고 있다.
* 아래의 기사를 번역하여 전재(轉載)합니다.
- 『비접촉 납땜 장치 ‘S-WAVE’의 IH 고속 열유속 제어에 의한 다양한 에너지 절약 실장』, 전자 실장 기술지(일본) Vol.37 No.6 (2021년 6월호) pp. 36~44 」 |






