공정별 심사 요구사항 사례 들어 설명
PCB 프로세스 숙련자가 심사를 맡아야
PCB 공급업체의 현장 심사에 관한 필요성이 중요시되고 있다. IPC-6010 시리즈 내에 로트 기반 PCB 테스트 및 승인에 필요한 표준안이 존재하지만, 근본적으로는 ‘공급자와 사용자 간의 합의사항으로 간주한다((AABUS, as agreed upon between user and supplier)’는 접근법에 따르고 있다. 현장에서의 심사가 최고의 방법으로 남아 있다. 심사를 성공적으로 수행하려면 PCB 제작 과정에 익숙한 사람들이 심사를 수행해야 한다. 일반적인 PCB 제조에는 180개 이상의 개별 단계가 필요하다. 이 과정은 복잡하고 화학적인 과정이 필요하다. 수용 가능한 결과를 보장하기 위해서는 엄격한 공정 관리가 요구된다.
서문
초기 보고서의 핵심 권고사항에서는 PCB 공급업체의 현장 심사에 관한 필요성을 중요시하고 있다. PCB 공급업체를 검증하기 위한 어떠한 산업계 표준 방법론도 없다는 사실 때문에 이 권고사항이 대두되었다. IPC-6010 시리즈 내에 로트 기반 PCB 테스트 및 승인에 필요한 표준안이 존재하지만, 근본적으로는 ‘공급자와 사용자 간의 합의사항으로 간주한다((AABUS, as agreed upon between user and supplier)’는 접근법에 따르고 있다. IPC는 2008년 블루 리본위원회(Blue Ribbon Committee)와의 이러한 격차를 논의하기 시작했다. IPC는 최근에 PCB 업체를 포함한 공급업체를 대상으로 IPC QML(Qualified Manufacturers List)로 전환할 계획으로 검증 사업부를 출범시켰다. 그러나 그 동안 현장 심사가 최고의 방법으로 여겨지고 있다.
심사를 성공적으로 수행하려면 PCB 제작 과정에 익숙한 사람들이 심사를 수행해야 한다. 일반적인 PCB 제조에는 180개 이상의 개별 단계가 필요하다. 이 과정은 복잡하고 화학적인 과정이 필요하다. 수용 가능한 결과를 보장하기 위해서는 엄격한 공정 관리가 요구된다.
심사는 일반적인 다층 리지드 보드에서 복잡한 리지드-플렉스 구조에 이르기까지 PCB 제조의 모든 레벨과 유형을 포괄하고 있다. 심사는 새로운 공급업체의 성공 가능성을 평가하고, 고객 요구사항에 대한 공급업체의 대응력을 확인하거나 혹은 생산 불량을 초래하는 문제들을 해결하기 위해 수행될 수 있다. 심사를 수행하기 전에 많은 정보를 요청하고 검토해야만 한다. 심사 범위, 내용 및 결과를 문서화한 공식 보고서가 모든 심사의 경우에 생성되어야 한다. 심사 보고서는 또한 심사에 참여한 수행자를 확인해야만 한다.
재료 및 프로세스 심사
이 섹션에서는 PCB 제조 시설의 일반적인 심사 과정 동안에 관찰되는 프로세스 작업을 평가할 수 있는 통찰력을 부여한다.
플래닝 엔지니어링(Planning Engineering)
대부분의 PCB 제조 설비 프로세스의 초기 단계에는 플래닝 엔지니어링(Planning Engineering ) 기능이 포함되어 있다. 엔지니어가 고객 데이터, 품질 보증 코드, 사양 및 기타 특수 요구사항을 확인하는 단계이다. 일반적으로 참조하는 산업계 표준은 다음과 같다.
▶ IPC-1710 : Printed Board Manufacturer`s Qualification Profile
▶ IPC-2221 : Generic Standard on Printed Board Design
▶ IPC-2222 : Sectional Standard on Rigid Organic Printed Boards
▶ IPC-6011 : Generic Performance Specification for Printed Boards
▶ IPC-6012 : Qualification and Performance Specification for Rigid PCBs
▶ IPC-A-600 : Acceptability of Printed Boards
▶ IPC-9151 : Printed Board Process, Capability, Quality, and Relative Reliability Benchmark
프로세스 및 테스트 방법 양쪽에 사용할 수 있는 수많은 서로 다른 IPC 기준과 산업계 표준이 존재한다. IPC 표준이 사용되는 경우, 고객은 적절한 등급을 지정해야만 한다. IPC 클래스는 다음과 같이 정의된다.
▶ Class 1 - General Electronic Products (consumer products)
▶ Class 2 - Dedicated Service Products(uninterrupted service is desired)
▶ Class 3 - High Reliability (continued performance or performance on demand is critical)
플래닝 엔지니어(Planning Engineer)는 일반적으로 사내 고객담당자로 구성하고, 제조에 사용되는 재료, 전기적 요구사항과 모든 임피던스 제어를 충족시키는데 필요한 스택업을 확인한다. 그런 다음 레이어별 구리 중량, 코어 두께 및 라미네이트 유형을 확인하는 레이업 시트(layup sheet)를 작성한다. 또한 고객 명세서(SOW, statement of work), 엔지니어링 변경 통지(ECN, Engineering Change Notices), IPC-6012 요구 사항, 패널 크기 및 특수 코드에 대한 넷리스트(netlist) 검증 및 검토를 수행한다. 필요에 따라 플래닝 엔지니어는 고가속열충격(HATS, highly accelerated thermal shock), 상호연결 스트레스 테스트(IST, Interconnect Stress Testing) 또는 기타 테스트 쿠폰을 레이업에 통합한다. 마지막으로 플래닝 엔지니어의 작업은 CAM/CAD 및 문서제어 작업에 착수한다. 이 모든 기능의 검증은 첫 번째 단계에서 상세한 심사를 수행한다.
CAM / CAD
CAM 활동은 일반적으로 프로젝트의 고객 부품 번호와 도면을 만들고, 작업 번호를 생성하고, 고객으로부터의 입력 데이터를 연결하고, 내부 네이밍 구조를 사용하여 레이어를 설정하고, 내부 프로세스를 고객이 제공한 데이터와 일치시키는데 필요한 모든 편집을 이행한다. 또한 CAM은 드릴 파일에 대해 고객이 제공한 데이터를 확인하고 각 레이어에 필요한 선과 공간을 설정한다. 기능 무결성 및 제조 가능성을 위해 생산을 고려한 디자인(DFM, Design for Manufacturability) 검토 및 설계 규칙 검사(DRC, Design Rule Check)를 실시한다. 마지막으로 CAM 작업은 지정된 테스트 쿠폰의 함유물을 포한한 프로젝트용 패널 레이아웃을 생성한다. 이러한 모든 조치는 심사 중에 검증되어야만 한다.
문서 및 구성 제어
그런 다음 문서 패키지는 각 생산 가동을 위해 준비되는데, 고객이 다른 보관 기간을 요구하지 않는 한 규정된 기간(일반적으로 5년) 동안 유지된다. 모든 표준 운영 절차(SOP, Standard Operating Procedures)는 이 영역에서 즉시 검토할 수 있어야만 한다.
인증 및 교육
심사원은 직원이 고객의 제품을 생산할 수 있는 자격을 갖추었는지 확인하기 위해 내부 인증 및 교육 프로그램을 확인해야만 한다.
변경 관리
또한 심사는 내부적으로나 외부적으로 장비, 프로세스 및 자재의 체인지가 어떻게 이행되고, 문서화되고, 전달되는지를 결정해야합니다. 심지어 ‘사소한’ 변경이라도 제조 공정 결과에 상당한 영향을 미칠 수 있다.
제작 플로우
다음 섹션에서는 일반적인 PCB 제조 플로우와 권장되는 평가 방법에 대해 설명한다.
Incoming Receiving
심사에서는 프로젝트에서 요청된 자료 목록과 접수된 데이터를 비교하여 확인해야만 한다. 코어의 두께, 구리 중량, 라미네이트 재료 및 레이어 식별이 이 작업에서 확인된다. 평가를 위해 무작위적으로 로트를 선택하여 선정된 자재가 조달 요건을 충족하는지 확인한다.
프리프레그(prepreg)가 어떻게 취급되고, 이송되는지를 확인하는 작업도 중요하다. 프리프레그는 온도 및 습도가 각각 23℃ 미만 및 50% 미만으로 제어된 장소에 보관되어야만 한다. 프리프레그를 접어서는 안 되며 개봉된 패키지는 다시 밀봉해야만 한다. 보관 온도가 실온보다 현저하게 낮으면 프리프레그를 사용하기 전에 주변 조건에 적응시켜야만 한다. 프리프레그는 장갑을 착용하여 가장자리만 잡아서 취급해야만 한다. 일반적으로 프리프레그는 저장 시간을 적절히 조절하기 위해 선입선출(FIFO, first in first out) 방식으로 제조 공정으로 옮겨야만 한다.
내층 레이어 프로세스
내층 현상 프로세스에서, PCB 라미네이트는 감광성 폴리머 드라이 필름 물질인 포토레지스트로 코팅되고, 양각 영상(positive image)이 그 위에 전사된다. 건식 필름 현상에서, 이미징된 패널은 탄산칼륨의 컨베이어화 된 챔버에 위치되고, 노출되지 않은 드라이 필름 레지스트는 화학적으로 제거된다. 이 공정은 구리 표면 상부의 레지스트에 이미징된 패턴을 생성한다. 다음으로, 이미징된 내층 레이어 패널은 구리 에칭 챔버 내에 위치된다. 이미징 공정에서, 노출된 구리는 패널로부터 제거된다. 그런 다음 회로 패턴을 덮거나 보호 드라이 필름 레지스트를 벗겨 낸다.
심사자는 코어의 청소 방법과 습식 실험실에서 샘플을 모니터링하는 방법을 검사해야만 한다. 분석된 모든 프로세스는 정위치에서의 공정 제어, 검증을 위한 점검, 계획된 유지보수 그리고 패널 크기로 규정된 캘리브레이션의 제어가 이뤄져야 한다.
포토 툴 보관 온도 및 습도 수준도 평가되어야만 한다. 툴은 사용된 실제 제조 조건과 유사한 조건 하에서 사용 및 보관되어야 한다. 툴들은 습도에 민감하며 보관 조건의 변화에 따라 늘어나거나 수축한다.
다음으로, 아트웍을 제작하는데 사용된 현상 프로세스와 노출 작업을 수행하는데 사용된 프로세스를 심사하여 설정하고, 아트웍이 패널 구조와 일치하는지 확인한다.
내층 레이어 자동 광학검사(AOI) 및 육안 검사
심사에서는 적용된 자동 광학검사(AOI) 툴과 어떻게 이들이 CAD 데이터와 연결되어 있는지를 검사해야 한다. AOI 장비는 Gerber/CAD 데이터를 사용하여 에칭된 구리 패널을 검사한다. 모든 패널을 검사설비에 놓고 0.001" 직경만큼 작은 결함에 대해 검사한다. 식별된 모든 결함 위치는 작업자가 육안으로 검사한다.
고객담당자가 기록한 선 너비와 간격을 검사하는 동안 수집된 데이터의 일부 유형은 발견된 결함을 기록하는데 사용해야 한다. 모든 데이터는 결함 유형 및 위치 정보를 포함하여 기록되어야 한다.
레이어 검사는 차후에 심사한다. 작업장에 이송되는 자재를 모니터링하는데 사용되는 방법을 포함해야만 한다. 우수한 PCB 제작자는 산화 최소화를 위해 airlock을 이용해 이송한다.
내층 레이어 전처리
필름 접합 작업은 프로세스 다음 단계이며 공정은 대개 완전 자동화되어 있다. 필요하다면, 라미네이션을 위해 준비된 재료를 굽고, 정보를 데이터 수집 시스템에 기록한다. 완벽한 스택업으로써 적층 재료의 세트가 생성되고, 적층 프레스에 들어간다.
적층 공정에서, 에칭되고 검사된 내층 레이어는 시퀀싱되고 대형 강판에 레지스터된다. 프리프레그 혹은 유리섬유와 세미-경화수지 시스템으로 구성된 B-스테이지 재료는 에칭된 레이어 사이에 놓인다. 이어서, 플레이트를 가열 프레스에 삽입하여 레이어를 결합시킨다.
공정 엔지니어는 특정 job 번호에 파라미터를 연결하여 프레스의 조건을 설정한다. 엔지니어가 올바른 조건을 선정하였는지를 확인하기 위해 기록한다. 컨트롤러는 온도, 압력 및 진공 값을 지정된 수준으로 모니터한다.
그런 다음 적층된 보드는 초과된 재료들을 제거하는 클리닝 작업을 거친다. 스택업 두께는 레이저 두께 측정 시스템을 사용하여 검증하고, 모든 데이터를 기록해야 한다. 그런 다음 각 패널은 일반적으로 직렬화된다. 내층 동박 레이어가 정확하게 시퀀지되었는지와 정확한 레이어에 프리프레그가 사용되었는지를 확인하기 위해 횡단면 확인 용도의 테스트 쿠폰을 잘라낸다. 모든 부문이 사양대로 프로세스되었으면, 프로세스 엔지니어들은 스택업을 승인하고, 드릴링 작업으로 진행할 것이다.
드릴링
드릴링 작업에 앞서, 가공홀(tooling hole) 설정을 위한 중심점을 평가하기 위해 피디셜 마크설정 목적으로 스택업을 X-선 검사한다. 드릴링 작업은 일반적으로 자동화된 드릴링 시스템을 사용하여 수행된다. 드릴 히트 수는 크기 및 속도를 기반에 둔 교체 사항을 규정하고 있는 드릴 리스트를 활용해 모니터링해야 한다. 드릴 비트는 소모품이므로 고객담당자 또는 사양의 지시사항에 따라 교체해야 한다.
X-선 검사 시스템은 드릴 좌표의 레퍼런스 검출 및 측정을 수행한다. 또한 최적화된 드릴 위치를 계산하고 가공홀에 대한 보정 계수를 결정한다.
적층 패널은 드릴 머신에 등록한다. Gerber 데이터에서 추출한 드릴 프로그램은 드릴 컨트롤러에 업로드한다. 드릴 비트가 자동적으로 선정되고, 패널은 프로그래밍된 정 위치에서 드릴링된다.
홀 전처리 및 홀 금속화
디버링(deburring) 수행을 위한 홀 전처리는 브러싱 기술 또는 플라즈마 세정 작업을 포함한 여러 방법에 의해 이뤄질 수 있다. 심사에서는 모든 홀에서 잔사가 완전히 제거되었는지 확인해야만 한다. 디스미어(desmear)는 홀 벽에서 수지 및 드릴링 찌꺼기를 제거한다. 에치백(Etch back)은 추가적으로 내층 레이어 연결 표면을 노출시키기 위해 제어된 상태로 일정 깊이까지 수지를 제거한다. 에치백은 일반적으로 고 신뢰성 애플리케이션에서 사용된다. 횡단면 절단은 홀 벽 품질, 데스미어 또는 에치백, 도금 두께 및 유전체를 포함한 수많은 파라미터를 검증하기 위해 실시한다. 최종 제품 또는 디지털 이미지의 물리적 절단 단면은 고객의 사양에 맞춰서 고객에게 제공된다. 이상적으로는, 각 고객이 원하는 횡단면 위치와 샘플링 계획을 지정하는 것이다. 대부분의 고객들은 가장 까다로운 구조에 초점을 두고 이해하기를 원하지만, 패널의 대각선 또는 다양한 구멍 크기에서 발생하는 변형을 보지 못할 수도 있다.
구리 도금, 외층 레이어 이미징 및 현상
무전해 도금 공정은 전류를 가하지 않고 자가 촉매 도금액으로 구리의 얇은 층을 증착한다. 생산 영역에서의 모든 무전해 프로세싱 탱크를 심사해야 한다. 제어 계기판에서, 작업자는 각 프로젝트용 재료 및 사이클타임 목록에서 선정해야 하고, 정확하게 선정했는지를 확인하기 위해 해당 데이터를 로그에 입력해야만 한다.
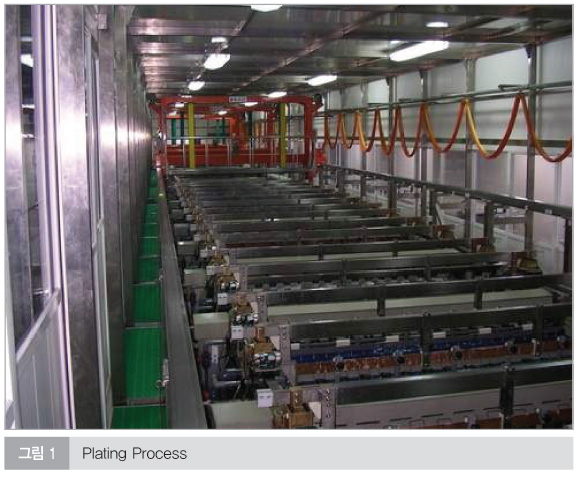
공정 엔지니어는 제조법을 변경할 수 있는 유일한 사람이어야 한다. 작업자는 제어 컴퓨터의 메뉴를 통해서 조건을 선택할 수 있어야 한다. 모든 다른 기능들이 일반적으로 자동화되어 있기 때문에 이 시점에서 작업자에 필요한 유일한 조치는 패널을 로드 및 언로드하는 것이다. 그림 1은 도금 공정 장비의 예를 보여주고 있다.
외층 레이어 이미징에서, 드릴링된 패널은 포토레지스트로 코팅되고 양각 이미지는 드라이 필름 표면에 전사된다. 노광된 패널을 현상기에 놓고, 노광되지 않은 드라이 필름 레지스트를 제거한다. 결과적으로 구리 패턴이 노출된다. 그런 다음 양각 이미지는 구리 도금을 위해 준비된다. 구리 첨가제는 전해 구리 도금 공정에 의한 호일 회로 패턴과 드릴된 홀에 추가된다. 탱크는 전류로 전기 충전되어 전기 도금 공정을 활성화시킨다. 구리 도금 라인은 또한 여러 개의 세척/에칭 조(bath), 린스 및 산성 구리 조(bath)를 포함하고 있다. 모든 것이 지속적으로 통제되고 심사되어야만 한다.
구리 도금 및 분석
PCB 제작자는 활용할 수 있는 몇 가지 패턴 도금 프로세스가 있다. 다음과 같다:
▶ 오직 니켈 만
▶ 용융 Sn/Pb
▶ HASL(Hot air solder leveling)
▶ ENIG(Electroless Nickel / Immersion Gold)
▶ ENEPIG(Palladium/Electroless Nickel /
Electroless Immersion Gold)
▶ Soft Gold 혹은 Hard Gold
이들 변수에 대한 모든 프로세스 파라미터를 모니터링해야 한다.
레지스트 스트립, 외층 레이어 에칭, 주석 스트립
에치백 또는 데스미어를 위한 플라즈마 에칭 프로세스는 차후 공정 작업이다. 작업자는 필름 유형, 노출 수준, 조의 수명 및 요일별 설정에 대한 차트를 기록해야 한다. 제어 유지에 필요한 에칭은 일반적으로 구리의 초기 중량 대(對) 공정의 속도를 기반으로 둔다. 보드의 제어 임피던스가 테스트되고 검증되는 것도 이 시점이다.
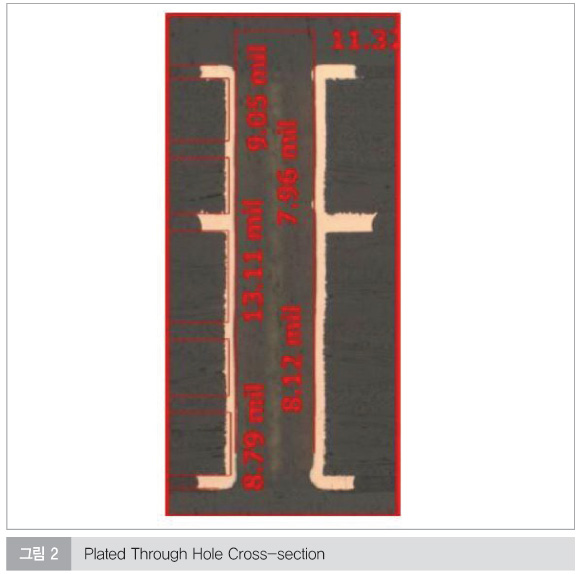
도금된 패널을 구리 조에서 꺼내어 일시적으로 구리 회로를 덮고 에칭 레지스트를 생성하는 주석 도금 조에 놓는다. 건조 필름을 벗겨 내고 노출된 구리를 에칭 화학 물질로 제거한다. 주석 플레이트는 화학적으로 박리된다. 에칭된 외층 레이어는 AOI를 사용하여 레이저 검사를 실시한다. 패널 표면 상의 모든 결함 영역은 솔더 마스크 코팅 이전에 작업자 지정 배율로 검사한다. 이러한 공정이 완료된 후, 구리 두께와 홀 사이즈가 확인되고, 패널은 100% 육안 검사를 받는다. 그림 2는 도금된 스루홀(PTH)에 대한 단면의 예를 보여주고 있다.
솔더 마스크 프로세스
레지스트는 일반적으로 유지 시간과 라미네이트 타입을 지정한 고객담당자의 요구에 따라 클린룸 환경에서 진행된다. 그런 다음에 소재는 포토-프로세스된다. 작업자는 레지스트 높이를 선정하고, 수집 시스템 또는 검수표(tally sheet) 그리고 샵 오더에 데이터를 기록한다. 이 기능을 위해 LDI(Laser Direct Imaging) 프로세스가 권장된다.
대부분의 솔더 마스크 프로세스는 프로세싱 이후 100% 이미지 검사하는 LPI(Liquid Photo Imageable) 재료를 사용한다. 건식 또는 습식 마스크 공정도 검수해야만 한다. LPI 솔더 마스크 공정에서, 패널 표면은 폴리머로 코팅되고 부분적으로 경화된다. 솔더 마스크 이미지는 패널에 적용된다. 노출되지 않은 솔더 마스크는 현상액에서 제거된다. 홀과 표면 장착 패드가 노출된다.
레전드/실크 스크리닝(Legend/Silk Screening)
레전드/실크 스크리닝 애플리케이션은 고도로 자동화된 또 다른 프로세스이다. 재료는 올바르게 도포되고 경화되어야 한다. 날짜 코드 및 일련번호를 포함한 완벽하고, 정확한 마킹을 보장하기 위해 여기에서는 첫 번째 물품 검사가 수행된다. 레전드 잉크는 납땜 가능한 표면을 덮어서는 안 된다. 이들 프로세스에 대한 컨트롤을 확인하는 것이 심사의 일부이다.
최종 마감재
일반적으로 사용 가능한 PCB의 최종 표면 마감재에는 HASL/무연 HASL, ENIG, ENEPIG, Immersion Silver 및 OSP가 포함된다. 표면 처리는 공정 수율, 재작업 량, 현장 고장률, 테스트 능력, 스크랩 속도 및 PCB 비용에 영향을 미친다.
표면 마감재는 어셈블리의 모든 중요한 측면들을 고려한 통합적인 접근방식 측면에서 선정되어야 한다. 가장 낮은 비용의 표면 처리만을 선정하면 최종 비용이 훨씬 더 많이 든다는 점을 발견한 기업들은 혼란에 빠질 수 있다. 모든 공정과 HATS 또는 IST(interconnect stress test) 쿠폰은 이 작업 후에 제거되며 추가 테스트와 분석을 위해 횡단면 실험실로 보냈다.
PCB 청결도
오염은 오늘날 전자 분야의 현장 문제의 주요 원인 중 하나로 여겨지고 있다. 부식 및 전기 화학 이동(ECM)을 유발한다. 일부 산업계에서는 오염 불량과 관련해 늘어난 리스크에 집중하고 있다. 전자기기에 사용되는 부품과 회로의 줄어든 공간은 특정 오염에 영향을 받는다. 단위 체적당 늘어난 열 부하는 또한 더 많아진 공기 흐름을 유도하여 더 많은 미립자들과 가스들을 전자기기와 접촉하게 한다. 빨라진 부식속도 결과를 산업계에서 경험하고 있다. 이 위험을 최소화하기 위해 PCB는 제조 공정을 가능한 한 깨끗하게 해야 한다. 청결도는 신중하게 평가하고 모니터링해야 한다.
비장착 PCB 청결도 가이드라인과 표준은 IPC에서 제공하고 있다. 이들에는 다음의 내용들을 포함하고 있다 :
▶ IPC-5701 : Users Guide for Cleanliness of Unpopulated Printed Boards
▶ IPC-5702 : Guidelines for OEMs in Determining Acceptable Levels of Cleanliness of Unpopulated Printed Boards
▶ IPC-5703 : Guidelines for Printed Board Fabricators in Determining Acceptable Levels of Cleanliness of Unpopulated Printed Boards
▶ IPC-5704: Cleanliness Requirements for Unpopulated Printed Boards
이온 색층 분석(IC, Ion Chromatography)는 이온 청결도를 측정하는 ‘금 표준’ 방법이지만 IC 결과에 따라 소수의 PCB 제조업체에게만 적합하다. 대부분의 설비는 IC를 사용하여 솔벤트 추출물 저항(ROSE, Resistivity of Solvent Extract), 오메가 측정기(Omega meter) 혹은 이오노그래프(Ionograph)(R/O/I) 결과를 기준으로 하는 IC를 사용한다. 권장되는 가장 좋은 방법은 R/O/I로 로트 적격성평가를 수행하는 것이고, 특정 간격(매주, 매월 또는 분기)마다 IC를 사용하여 정기적으로 재조정하는 것이다.
전기 테스트
플라잉 프로브 및 픽스쳐 또는 bed-of-nail 프로브 테스트는 PCB 테스트의 기본 요소들이다. 전기 측정은 샘플링 계획을 사용하여 서로 다른 수준에서 수행할 수 있다.
전기 테스트에서 IPC-D-356에 따라 테스트 넷리스트(netlist)가 측정기에 업로드된다. 각 보드는 측정기에 놓이고, 연속성과 저항을 전기적으로 테스트한다. 테스트 된 PCB가 어떻게 취급되고 분리되는지가 중요하다. 테스트 프로세스의 수작업 로딩 특성 때문에, 양품 PCB와 불량 PCB를 우연히 섞을 수 있다. 시험 물질이 어떻게 검증되고 분리되는지를 자세히 살펴보아야 한다. 심사원은 또한 시험 수율을 위한 절차가 어떻게 진행되는지와 일탈적인 혹은 낮은 수율 로트가 어떻게 취급되는지를 검증해야 한다.
최종 검사 및 최종 품목 데이터 패키지
공인 검사원은 스테레오-줌 현미경을 사용하여 회로 기판의 최종 검사를 수행해야 한다. 공장에서 제조된 PCB에 요구되는 모든 사양, 표준과 관련한 현장 교육이 해당 검사원에게 실시되어야 한다.
모든 제품 파라미터가 100% 검사를 요구하는 것은 아니다. 제품 복잡성과 신뢰성 요구를 고려한 합의된 샘플링 계획을 수립하는 것이 중요하다.
최종 검사에서 품질 관리 작업자는 완성 제품을 100% 육안으로 검사하고 치수 특성, 보드 크기, 완성된 구멍 크기 및 기타 특수 고객 사양에 관한 제작도면의 요구사항에 따라 제품을 검증한다. 불일치가 있으면 고객 사양이 항상 참조된 업계 표준보다 우선시한다. IPC-A-600 지침에서는 검사된 각 특성에 대해 세 가지 레벨을 정의하고 있다. 그들은 다음과 같다:
▶ 대상 : 원하는 조건을 나타낸다. 신뢰성을 보장하기 위해 필요하지 않을 수도 있다.
▶ 허용 가능 : 완벽하게 필요하지 않지만 표시된 조건이 자체 서비스 환경에서 보드의 무결성과 신뢰성을 유지할 것임을 의미한다.
▶ 비준수 : 표시된 조건이 서비스 환경에서 보드의 신뢰성을 보장하기에 불충분할 수 있음을 나타낸다. 적어도 제품의 한 등급에 있어서는 허용되지 않지만 허용 기준에 명시된 다른 등급에는 허용될 수 있다.
특성은 두 가지 기본 그룹으로 구분된다: 외부 가시 또는 내부 관찰이 바로 그것이다. 외부 가시 조건은 보드 외부 표면에서 혹은 표면 위에서 보이거나 평가할 수 있는 특징이나 혹은 결함이다. 이러한 특성은 육안 검사의 후보이다. 내부 관찰 조건은 검출 및 평가를 위해 표본의 횡단면적을 필요로 하는 특징 또는 결함이다.
실험실 분석 : 습식 및 횡단면
앞에서 언급했듯이 PCB 제조에는 엄격한 공정 제어가 요구되는 복잡한 집약적인 화학 프로세스가 포함되어 있다. 실험실에서는 조 화학제, 공정 및 제품 결과가 모든 사양을 충족하는지 확인해야만 한다. 요청 사항은 고객, 산업 표준 혹은 설비 또는 화학제 공급 업체들로부터 나올 수 있다. 모든 요구 사항은 SPC(Statistical Process Control)를 사용하여 명확하게 문서화되어야 하고, 지속적으로 모니터링되어야 한다. 화학제, 코팅 및 습식 공정의 관리를 제어하고 자동화하기 위해 특별히 설계된 소프트웨어 툴을 권장한다.
IPC는 IPC-TM-650에 따라 완벽하고 무료인 테스트 방법 모음을 제공하고 있다. 이들 중 다수는 PCB 제조에 사용될 것이다. 방법은 다음의 내용들을 포함하고 있다:
▶ Section 1.0 Reporting and Measurement Analysis Methods
▶ Section 2.1 Visual Test Methods
▶ Section 2.2 Dimensional Test Methods
▶ Section 2.3 Chemical Test Methods
▶ Section 2.4 Mechanical Test Methods
▶ Section 2.5 Electrical Test Methods
▶ Section 2.6 Environmental Test Methods
프로세스 분석용 횡단면은 공정 전반에 걸친 여러 단계에서 수행되어야 한다. 전체 실험실 보고서에는 고객의 인도품목이 포함되어야 한다. 이들 보고서는 고객 사양을 준수하는지 정기적으로 읽고 확인해야 한다. Class 3 수준의 요구 사항이 명시된 경우 IPC Class 2 수준의 요구 사항에 대한 적합성을 나타내는 보고서를 찾는 것이 일반적이다. 고객은 디지털 이미지 또는 실제 횡단면 샘플이 보고서와 함께 제공되는지 여부를 지정할 수 있다.
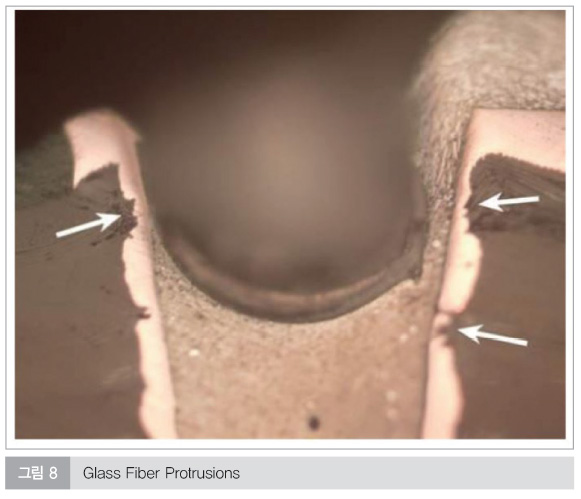
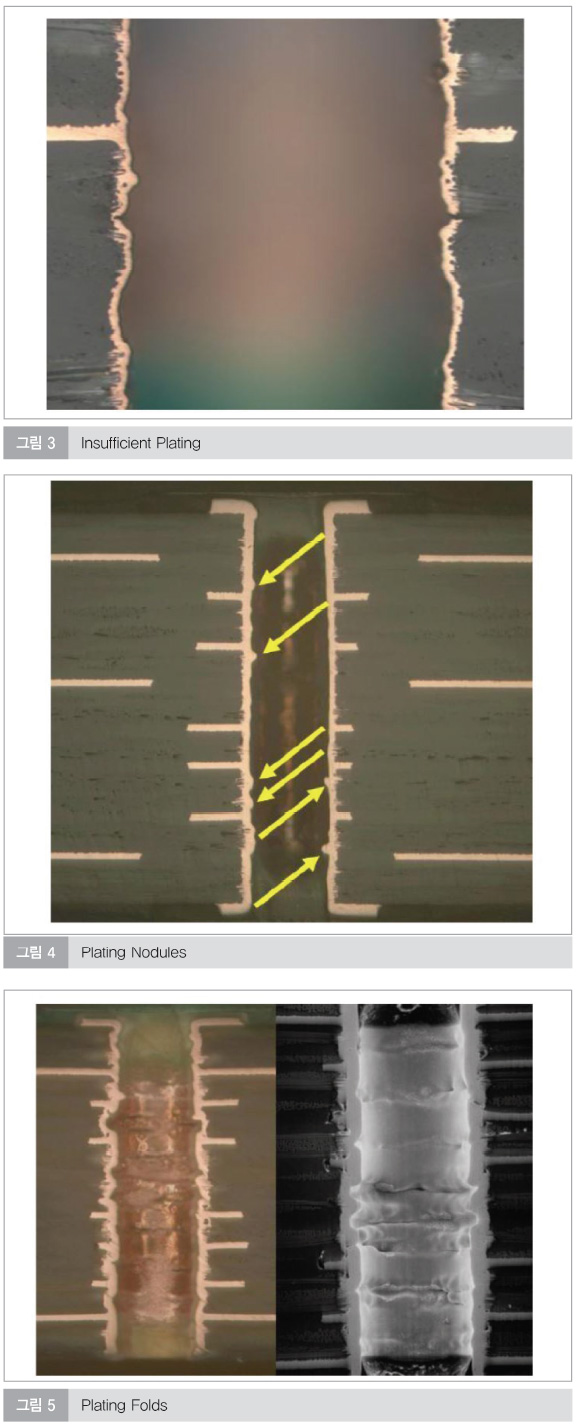
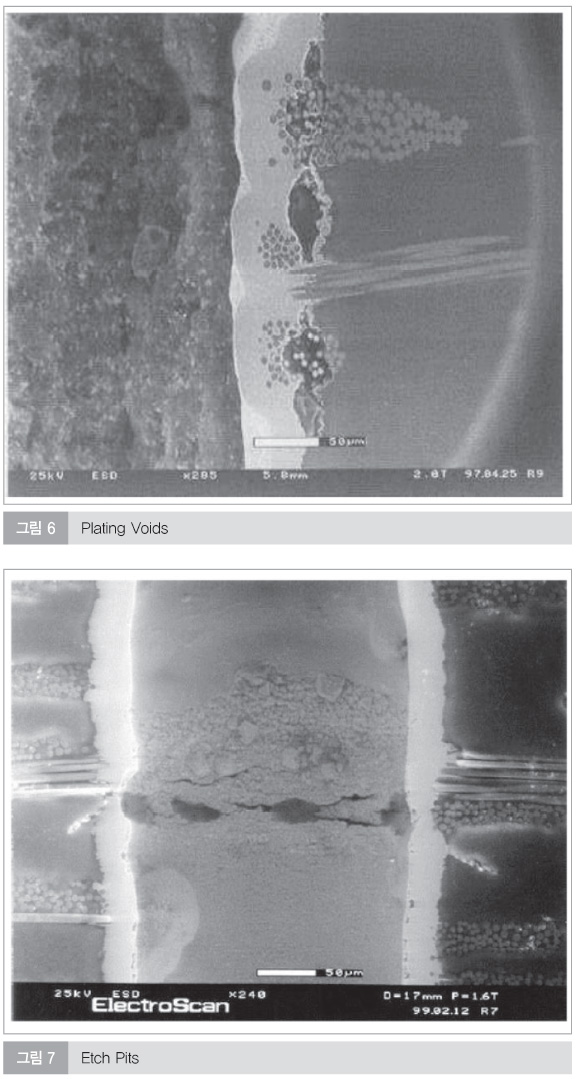
일반적인 PCB 결함에 대한 기본적인 이해가 도움이 된다. 이 지식은 시간 경과에 따른 공급 제품의 성능을 모니터링하는데 사용될 수 있다. 그림 3, 그림 4, 그림 5, 그림 6, 그림 7 그리고 그림 8에서는 횡단면 또는 현미경으로 볼 수 있는 결함을 보여주고 있다.
출하
요구사항 문서는 고객 요구사항별 특별한 주의와 함께 생산량, 시작 날짜 및 날짜 코드를 요약하는데 사용되어야 한다. 출하시 PCB는 제품 무결성을 보장하고 습기 및 오염으로부터 보호하기 위해 진공 밀봉되고 포장되어야 한다. 포장에는 습기방지백(MBB, moisture barrier bag), 건조제 및 습도지시카드(HIC, humidity indicator card)가 포함되어야 한다. 바코드와 라벨은 고객 사양에 따라 적용된다. 적합성 인증서, 테스트 인증서, RoHS 인증서 및 기타 고객이 요청한 문서가 출하를 위해 제공된다. 운송은 대개 고객 요구사항에 기반을 둔다. 앞에서 언급했듯이 ‘IPC 1601 - 인쇄물 취급 및 보관 지침’에 모범 사례가 소개되어 있다.
최종 문서 검토
완전성과 정확성을 위해 일반적인 문서 패키지를 심사해야 한다. 이 단계에서는 다른 곳에서 다루지 않은 고유하거나 특별한 공정을 검토하기 위해 사용될 수 있다.
결론
본문에서 언급한 심사 작업은 일반적인 PCB 제조 프로세스에 대해 설명하고 있다. 모든 공장이 본고에 설명된 모든 작업을 수행하지는 않는다. 어찌됐든, 심사의 흐름에는 규정준수를 보장하기 위해 고유한 프로세스를 포함해야 한다.
신뢰할 수 있는 전자기기의 근간은 신뢰할 수 있는 PCB 사용이다. PCB 공급 업체를 선정하고 자격을 갖추기 위한 포괄적인 전략을 수립하면 강력한 기반을 확보할 수 있다. 현장 심사를 효과적으로 수행하는 것은 해당 전략의 핵심 요소이다.