X-선 이미지 통한 HoP 결함 어려움 확인
세부적인 HoP 결함 분류가 필요
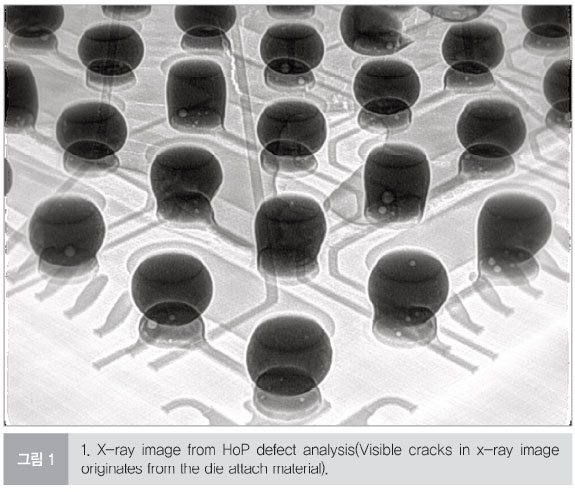
본 연구에서, 의도적으로 생성한 HoP 결함을 찾기 위한 첫 번째 단계로 x-ray 검사를 사용하였으며, 이후 HoP 결함 및 결함 검출 상관관계를 확인하기 위해 BGA를 떼어냈다. 결과에서는 x-ray 분석에서 HoP 결함으로 분류된 많은 솔더 조인트가 떼어낸 이후의 검사에서 모든 HoP로 판단될 만한 확실한 근거가 없음을 확실하게 나타냈다. 이는 x-ray 검사를 사용할 때 HoP 결함에 대한 ‘pass’와 ‘fail’ 사이의 선을 명확하게 그리기 어렵다는 것을 보여준다. 본 연구에서는 HoP, ‘waist’와 파손된 솔더 접촉 결함의 발생이 x-ray 검사를 통해 서로 구별하기 어렵다는 것을 보여주었다. 이러한 오류는 패키지의 중앙 부분뿐만 아니라 BGA 외부 row을 따라 발생할 수 있으므로 IPC-A-610 개정판 G[2]에 명시된 광학 측면 검사 기준으로는 품질 기준이 충분하지 않았다. 결과적으로, IPC-A-610의 다음 개정을 위해 BGA 솔더 조인트의 ‘waist’를 결함으로 취급하는 것에 기초한 x-ray 검사 기준이 권장된다.
요약
BGA의 개수와 변형은 통신용 PCB 어셈블리에서 증가하는 경향이 있다. 해당 보드에는 적은 볼 카운트의 수 mm 다이 크기의 웨이퍼 레벨 패키지(WLP)에서부터 60~70mm 측면 너비와 수천 개의 I/O를 지닌 대형 멀티-다이 SiP(System-in-Package) BGA까지 적용 부품의 크기가 천차만별이다.
특히 대형 BGA, SiP 및 얇은 미세-피치 BGA 어셈블리에 있어서, 한 가지 큰 도전과제는 리플로우 솔더링 프로세스 동안에 나타나는 동적인 휨 현상이다. 이러한 휨은 솔더링 프로세스 일부 구간에서 특정 솔더페이스트와 플럭스가 솔더 볼에 접촉하지 않게 하기도 한다. 불규칙한 형상의 솔더 조인트를 초래할 수 있으며, 부과된 솔더와 BGA 볼 간의 어떠한 유착이 없거나 불완전하다는 것을 의미한다. 이러한 결함이 헤드-온-필로우(HoP, Head-on-Pillow)라고 불리며, 단정하기 어려운 결함 유형이다.
본 연구에서, 의도적으로 생성한 HoP 결함을 찾기 위한 첫 번째 단계로 x-ray 검사를 사용하였으며, 이후 HoP 결함 및 결함 검출 상관관계를 확인하기 위해 BGA를 떼어냈다. 결과에서는 x-ray 분석에서 HoP 결함으로 분류된 많은 솔더 조인트가 떼어낸 이후의 검사에서 모든 HoP로 판단될 만한 확실한 근거가 없음을 확실하게 나타냈다. 이는 x-ray 검사를 사용할 때 HoP 결함에 대한 ‘pass’와 ‘fail’ 사이의 선을 명확하게 그리기 어렵다는 것을 보여준다. 이번 HoP 연구의 x-ray 이미지는 그림 1에 나와 있다.
본 조사는 HoP 결함 검출에 있어서 확실한 x-ray 분석이 가능한지 알아보는 것을 목표로 삼았다.
소개
본 고는 높은 할로겐의 솔더페이스트를 대체할 수 있는 낮거나 혹은 제로(0) 할로겐 함유로 분류된 제품을 찾는 것에 목적을 둔 솔더페이스트 인증 테스트에 근간을 두고 있다. 솔더페이스트에 ‘약성(weaker)’ 플럭스를 적용할 때 PCB 솔더 랜드, 리드 및 단자와 관련한 습윤성에 부정적인 영향이 미칠 위험이 존재한다. 따라서 다양한 습윤성 테스트가 수행되고 있다. 이러한 습윤성 평가 중 하나는 March et al[1]이 최초로 소개된 방법을 따르는 HoP 결함 테스트이다. 이 HoP 결함 테스트에서 솔더 조인트를 분석할 때, x-ray 검사와 떼어낸 부품 간의 현저한 결과 차이가 이 결함 유형을 결정하는 일이 얼마나 어려운지를 명확하게 보여주었다.
실험 방법
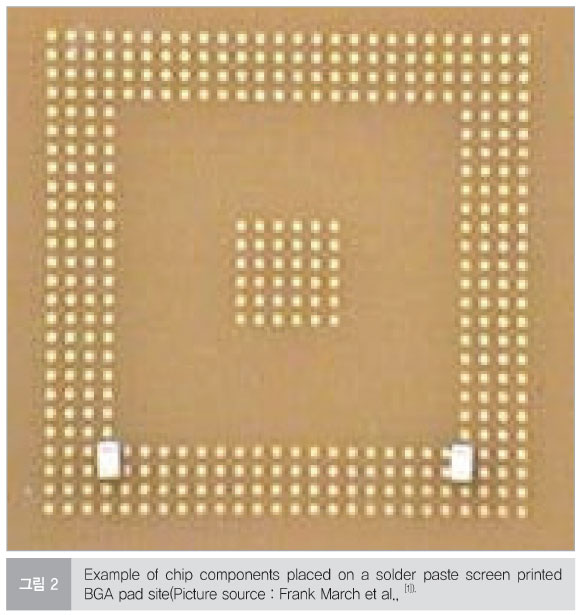
HoP 결함 평가 방법[1]을 선택하였다(그림 2 참조). 솔더페이스트를 스크린프린팅한 후 2개의 칩 부품을 몇 개의 패드 row 형태로 테스트 BGA의 패드에 올렸다.
두 개의 칩 부품을 실장한 후 BGA는 칩 부품 위에 부분적으로 놓았다(그림 3 참조).
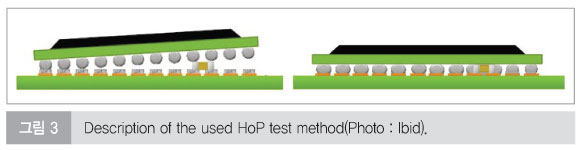
이 HoP 결함 평가방법[1]의 아이디어는 리플로우 솔더링 프로세스 동안 BGA 솔더 볼의 서로 다른 row가 솔더페이스트 플럭스와 서로 다른 시간에 접촉한다는 점에서 힌트를 얻었다. 일부 솔더 볼은 처음부터 솔더페이스트 플럭스와 접촉하는 반면, 다른 솔더 볼은 솔더가 완전히 녹아 칩 부품을 ‘껴안을’ 때까지 접촉되지 않았다.
이 평가를 위해 다음 활동을 수행하였다.
▶ 부품 및 보드 측정
▶ 스텐실, SMT 프로그램, 리플로우 프로파일 등 준비
▶ 테스트용 보드의 스크린프린팅
▶ 스크린프린팅 된 솔더페이스트 침전물의 SPI 측정
▶ 각 테스트 BGA 사이트에 2개의 칩 레지스터 실장
▶ 2개의 칩 레지스터가 있는 사이트에 BGA 실장
▶ 대기 환경에서 대류 리플로우 솔더링 적용
▶ X-ray 검사 및 분석
▶ BGA 제거 및 결과 분석
▶ X-ray 결과와 프라잉 분석(prying analyzes) 결과 비교.
선정한 방법론에 대한 논의
서로 다른 솔더페이스트의 HoP 민감성을 비교하기 위해 앞서 설명한 방법을 사용하려면 패키지, 보드, 부과된 재료 및 프로세스에 관한 광범위한 지식이 필요하다. 다음 사항을 알아야만 하고, 적절히 통제되어야만 한다:
▶ BGA 솔더 볼 높이
▶ 칩 높이
▶ BGA 솔더 볼 평탄도
▶ 솔더페이스트 프린팅 높이
▶ 실장 동안 부품이 솔더페이스트 침전물에 압력을 가하는 간격
상대적으로 소형인 BGA 부품과 대응하는 보드 레이아웃을 선정함으로써, 솔더링 도중 발생하는 휨이 최종 결과에 미치는 영향을 최소화하였다.
테스트용 보도
이번 HoP 결함 평가에는 전형적으로 BGA 볼 및 BTC / MLF 열 패드 솔더 조인트 보이드 테스트용으로 설계된 테스트 보드를 사용하였다. HoP 결함 테스트를 위해 1.0mm 피치의 0402 칩 레지스터와 256볼의 BGA를 선택하였다. 어셈블리의 경우, 9개의 다른 SAC305, 무세척, Type 4 솔더페이스트를 테스트하였는데, 순서에 따라 A에서부터 I까지 명명하였다.
테스트보드
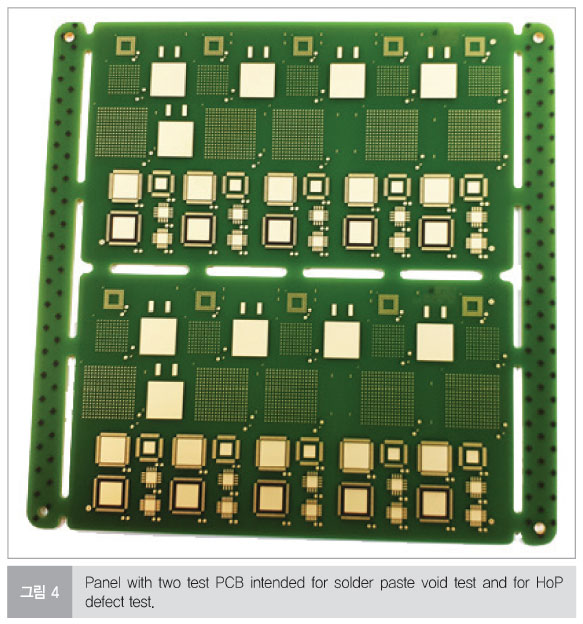
테스트에는 ENIG 패드 마감 처리된 2.1mm 두께의 2층 보드를 사용하였다. 5개의 서로 다른 BTC / MLF 부품용의 5개의 사이트와 3개의 다른 BGA는 물론 큰 PA 트랜지스터가 각 보드에 존재했으나, HoP 결함 테스트에는 보드 당 하나의 BGA 사이트만 사용하였다. 테스트에는 각각 두 개의 테스트용 보드가 있는 패널을 사용하였다.
HoP 결함 BGA 어셈블리 테스트용 NSMD PCB 패드는 0.41mm 직경과 0.53mm 솔더 마스크 개구부로 둥글었다. 테스트 보드 패널은 그림 4에서 볼 수 있다.
테스트 보드
테스트에는 표준 BGA256 패키지와 0402 칩 레지스터를 사용하였다. 테스트한 부품들의 이미지는 그림 5에 나와 있다.
BGA 패키지는 1.0mm 피치, 데이지-체인 패턴, SAC105 합금계의 솔더 볼 그리고 17mm 측면 너비를 지녔다. BGA의 볼 높이는 솔더링 전에 0.36mm~0.39mm로 다양했다. 레지스터의 경우에는 0.29mm~0.32mm의 높이를 보여주었다.
.jpg)
어셈블리
어셈블리 프로세스는 BGA 사이트 패드에 솔더페이스트 프린팅하는 것으로 시작하였고, 그 후에 0402 칩 레지스터와 BGA256 부품을 실장하였다. 마지막으로, 어셈블리된 테스트 보드는 대기 분위기에서 리플로우 솔더링하였다.
스크린프린팅
스크린프린팅 프로세스에서, 0.05mm 코너 반경을 갖는 0.41㎟ 개구의 0.127mm(5mil) 두께, 레이저-절단, 스테인리스 스틸 스텐실을 사용하였다.
각각의 솔더 침전과 각각의 솔더페이스트 침전 및 체적은 생산용 SPI 장비를 사용하여 측정하였다. 테스트된 솔더페이스트 중 하나에 대한 일반적인 솔더페이스트 침전 높이 분포의 예를 그림 6에서 보여주고 있다.
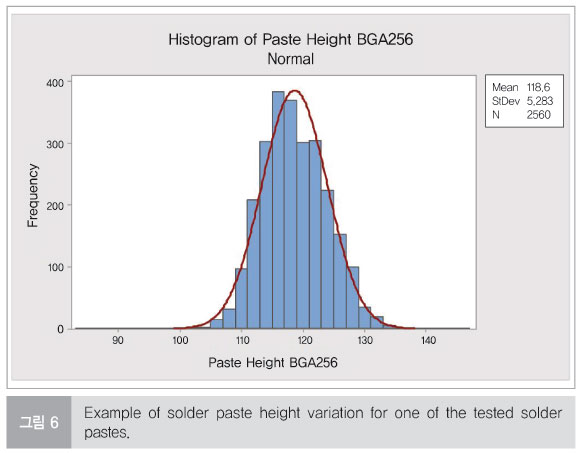
테스트된 모든 솔더페이스트는 BGA 사이트 패드의 솔더페이스트 침전물에 있어서 안정적인 높이와 체적 분포를 나타냈다.
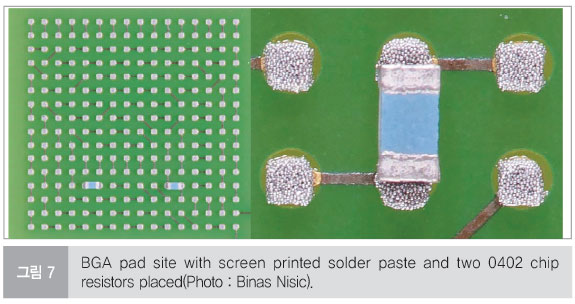
부품 실장
스크린프린팅 및 SPI 측정 후, 2개의 0402 칩 레지스터를 각 BGA 패키지의 패드 사이트에 4개의 패드-row 구조로 올렸다(그림 7 참조). 0402 칩 레지스터는 그림 2와 그림 3[1]과 같이 설명된 연구에 비해 90도 회전시켰다. 그 이유는 칩 레지스터의 양쪽 단자에서 BGA 볼의 압력을 동시에 균등하게 하여 BGA 아래에서 0402의 ‘튬스톤’ 위험을 최소화하기 위해서였다.
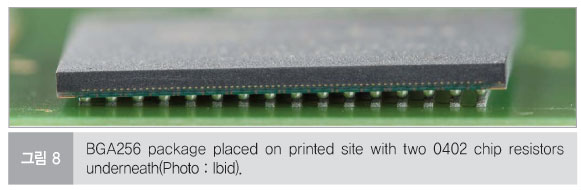
BGA256을 상부에 놓기 전에 0402 칩 레지스터 실장을 수동으로 검사했다. 2개의 0402 칩 레지스터가 있는 사이트에 놓인 BGA256 이미지가 그림 8에 나와 있다.
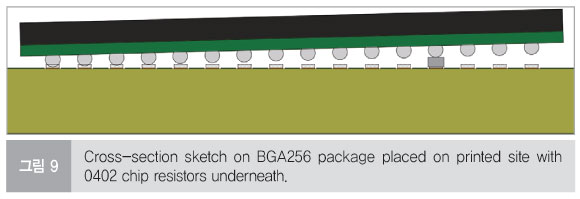
0402 칩 레지스터와 BGA256 패키지의 실장을 별도로 측정한 결과, 칩 부품이 프린트된 솔더페이스트에 너무 압착되어 실장 이후 총 높이가 0.36mm ~ 0.38mm인 것으로 나타났다. 즉, 그림 9의 왼쪽에서 5번째 또는 6번째 row부터 솔더페이스트와 BGA 솔더 볼이 녹기 시작할 때까지 솔더 볼이 솔더페이스트에 닿지 않았다.
리플로우 솔더링
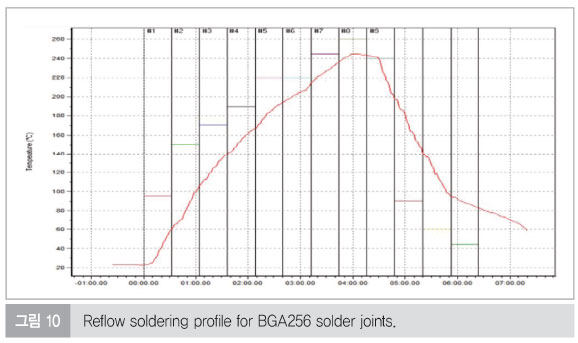
리플로우 솔더링은 테스트 된 모든 솔더페이스트에 맞춰 적합한 리플로우 프로파일을 적용하여 대기 분위기에서 12존 대류 오븐로 수행하였다. BGA 솔더 조인트 온도 프로파일은 다음과 같다;
▶ SAC105 솔더 볼의 TAL : 75초
▶ 150~220℃ 시간 : 94초
▶ 최대 램프 : 2.0℃ / s,
▶ 피크 온도 : 245℃, 4분 0초 후 피크 도달
리플로우 솔더링 프로파일은 그림 10에 나와 있다.
어셈블리 결과
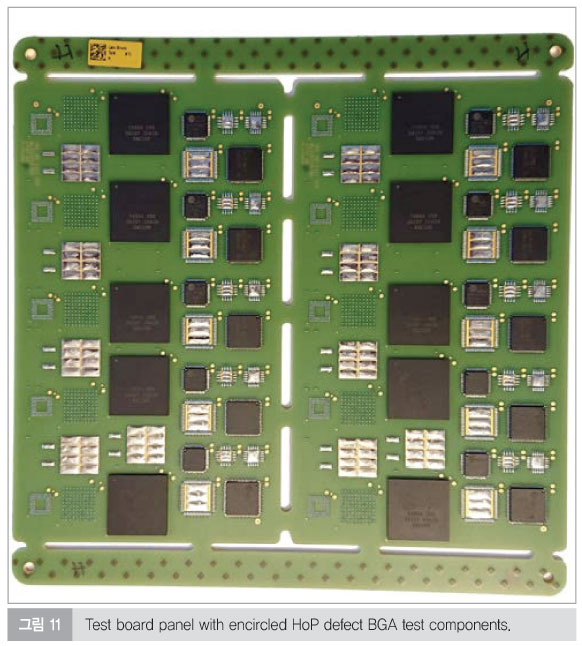
테스트 보드를 검사한 결과, 정확하게 실장된 부품, 우수한 습윤성 그리고 잘 형성된 솔더 조인트라는 좋은 결과를 얻었다. HoP 결함 테스트 패키지가 진한 파란색으로 둘러싸인 어셈블리 된 테스트 보드 패널의 예는 그림 11에서 볼 수 있다. HoP 결함 패키지 위치는 No.5 및 No.10이라고 하였으며, 그림 11을 참조하면 된다.
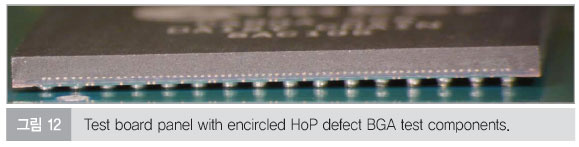
솔더링 된 HoP 테스트 BGA256의 리플로우 이후 측면 이미지는 그림 12에서 보여주고 있다. 미리 놓은 0402 칩 부품으로부터 가장 멀리 떨어져 있는 왼쪽 솔더 조인트와 칩 부품에 가까운 오른쪽 솔더 조인트 간의 스탠드오프 차이를 유념해야 한다. 모든 테스트 보드가 성공적으로 조립되었다.
HoP X-Ray 검사
숨겨진 BGA 솔더 조인트를 검사하는 가장 일반적인 비파괴 방법은 X-Ray 검사를 사용하는 것이다. 이 연구에서는 최대 70˚의 oblique view와 360˚의 sample rotation이 가능한 최신의 2D/2.5D X-Ray 장비를 사용하였다(그림 13 참조).
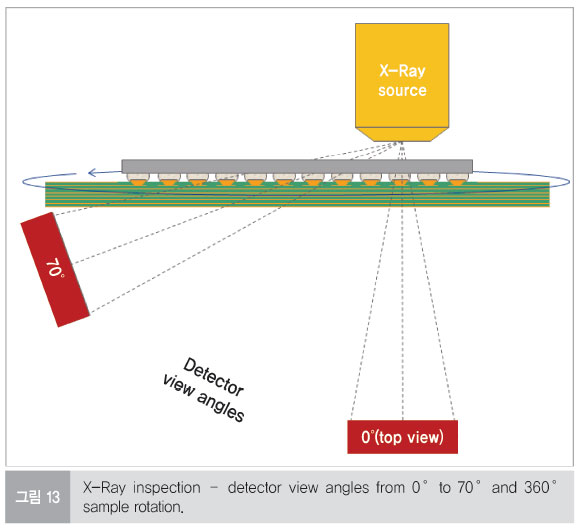
이들 BGA 솔더 조인트 검사에서 X-ray 디텍터는 70˚ 기울이고 검사 샘플 테이블은 45˚ 회전시켰다. 이 뷰를 사용한 x-ray 검사 중 하나의 이미지 예를 그림 14에 표시하였다.
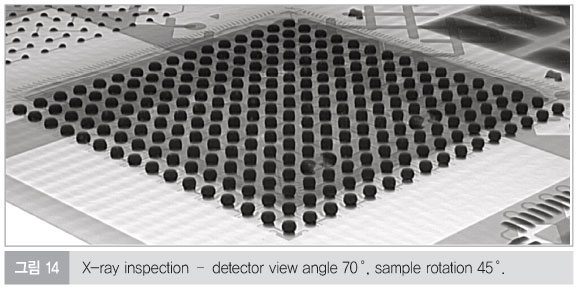
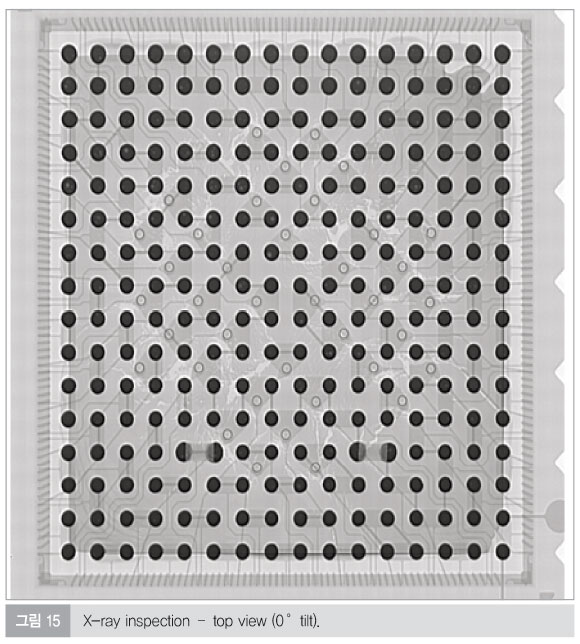
그림 14에서는 BGA256 아래에 실장된 0402 칩 레지스터는 물론 다양한 형태의 솔더 조인트를 볼 수 있다. BGA 볼과 적용된 솔더 사이의 유착이 열악한 솔더 조인트(HoP 결함 가능성 있는)가 발생할 위험은 이미지의 오른쪽 아래로 갈수록 높아졌다. 이 방향에서 스탠드오프가 왼쪽 상단 쪽으로 감소하였고 HoP 결함의 위험이 줄어들었다. 그림 14에서 보여준 동일한 BGA의 톱-뷰(0˚ tilt) 이미지를 그림 15에서 나타내고 있다.
HoP 결함에 대한 X-ray 기준
두 개의 0402 칩 레지스터도 그림 15에 표시되어 있으며 칩 부품에서 가장 먼 왼쪽에 있는 솔더 조인트를 볼 때 솔더 조인트 직경이 어떻게 증가하는지 명확하게 보여주고 있다. 솔더 조인트 직경이 클수록 스탠드오프가 낮아졌다.
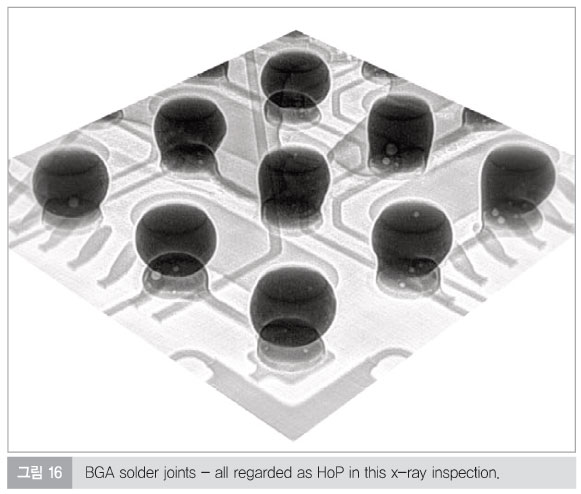
각각 2개의 0402 칩 레지스터를 포함하는 부품 사이트에 BGA256 패키지를 놓고 솔더링 한 후 형성된 솔더 조인트의 x-ray 이미지를 검사할 때, 잠재적 HoP 결함으로 판단되어야 하는 솔더 조인트 형상을 정확하게 결정해야 할 필요가 있다. 이번 테스트에서 생성된 일부 솔더 조인트는 IPC-A-610G Acceptability of Electronic Assemblies[2]에 따라 ‘fractured solder connection’또는 ‘waist’ 결함으로 분류되었을 수 있지만, 대부분 두 가지 오류 유형과 HoP 결함 사이를 확실하게 선 긋기가 어렵다. 따라서 이 평가에서 세 가지 오류 유형 모두는 다음 기준에 따라 HoP 결함으로 분류하였다.
▶ HoP 결함 :
- 부과된 솔더페이스트와 BGA 볼 사이에서 유착이 없는 두 가지 구조를 가진 솔더 조인트.
- 조인트 하단에 ‘waist’를 지닌 솔더 조인트(부과된 솔더페이 스트와 BGA 볼 사이의 완전한 습윤이 안 됐다).
X-ray 검사에서 HoP 결함으로 판단되는 솔더 조인트가 있는 이미지의 예는 그림 16에 나와 있다.
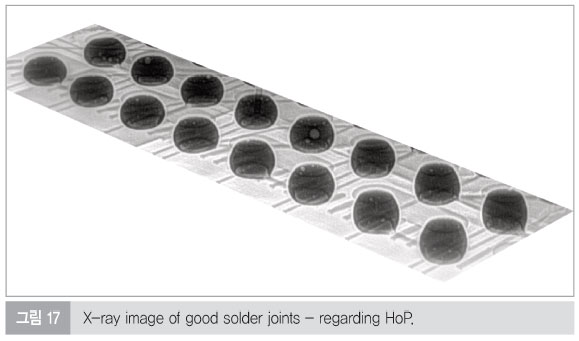
HoP 결함이 없는 양호한 것으로 간주하는 솔더 조인트는 보드 패드와 부품 면 BGA 패드 사이에서 형성된 단일 솔더 조인트 구조로 완벽하게 습윤되었다. HoP 결함 모드와 관련하여 이러한 올바른 BGA 솔더 조인트는 완전히 뭉개지거나 길게 늘어질 수 있다. 양호한 솔더 조인트(HoP 없음)의 예가 그림 17에 나와 있다.
이번 HoP 조사에서 최고와 최저 성능의 솔더페이스트의 예를 그림 18과 그림 19에서 보여주고 있다.
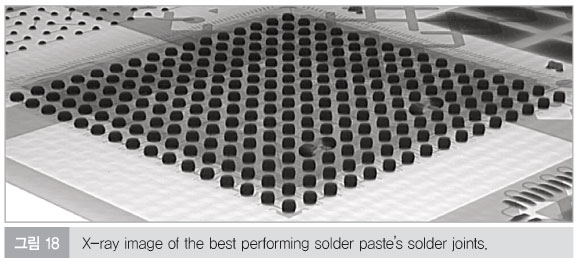
그림 18에서 볼 수 있듯이 모든 BGA 솔더 조인트는 모양이 다르더라도 하나의 단일 구조를 지니고 있다. 솔더 조인트 스탠드오프가 0402 칩 레지스터로부터 가장 먼 부품 면에 가장 높고 더욱 압축된 솔더 조인트가 있는 곳에서 길게 늘어진 솔더 조인트를 가지고 있다. 어떠한 HoP 결함이 보이지 않은 HoP 평가에서 최고의 결과를 얻은 솔더페이스트였다.
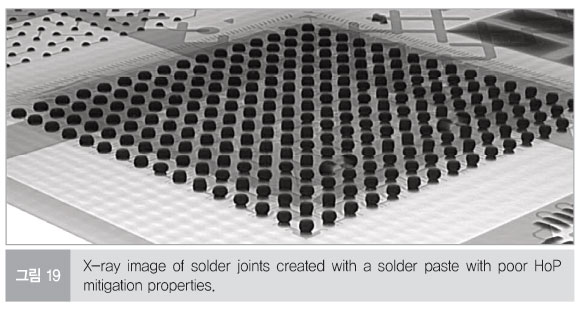
그림 19에서, 가장 높은 스탠드오프를 가진 BGA 솔더 조인트 row에서 많은 HoP 결함을 발견하였다. BGA의 중앙 솔더 조인트를 향해 HoP 결함 수가 감소세를 보였고, 보드로부터 가장 낮은 스탠드오프를 지닌 모든 BGA 솔더 조인트 row에서 어떠한 HoP 결함도 없었다. HoP 결함 솔더 조인트를 내재하고 있는 많은 row에서, 올바르게 형성된 솔더 조인트에 인접하여 일부 HoP 결함이 발견되었다. 이 평가의 HoP 고장 계산에서 BGA 당 252(256-4)개의 솔더 조인트가 결함 기회로 간주 되었다. 최고의 솔더페이스트는 0%의 고장(그림 18 참조)인 반면, 최악의 제품은 38.9%(그림 19 참조)를 보였다. 9개의 다른 솔더페이스트가 HoP 결함을 완화하는 능력을 보였다. 이 요약은 그림 20에 나와 있다.
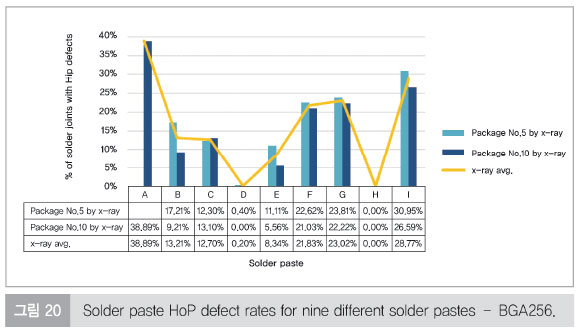
그림 20에서는 평가된 9개의 솔더페이스트에서 HoP 완화 능력이 크게 다르다는 점을 보여주고 있다. 예를 들어 솔더페이스트 D와 솔더페이스트 H가 HoP 결함-프리(defect-free)를 보인 반면, 솔더페이스트 A와 I는 예상했던 HoP 결함에 비해 최악의 성능인 약 30%를 나타냈다.
X-ray HoP 결함 판단은 수행하기 어려웠으며 검증이 필요하다. 그래서 부품을 떼어내고, 떼어낸 부품과 보드 부품 사이트 모두를 검사하였다.
부품 떼어내기
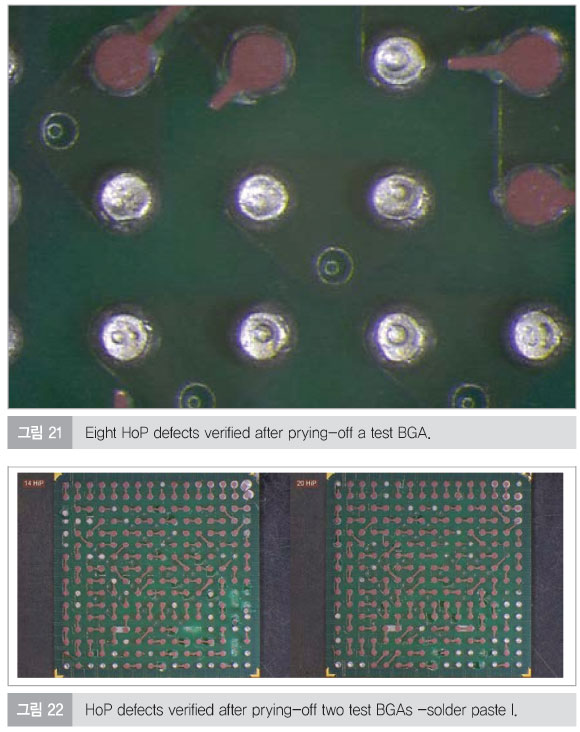
이번 연구에서 HoP 결함을 검증하기 위해, x-ray 검사된 BGA를 떼어내고, 그런 후에 보드와 패키지 양쪽을 검사하였다. 부품 떼는 모든 작업은 0402 칩 레지스터 실장에서 가장 먼 BGA 가장자리부터 시작하였고, 동일한 방식으로 진행했다. 부품을 떼어낸 후에 현미경 검사기를 사용하여 실제 HoP 결함을 평가하는 게 매우 쉬웠다. HoP 결함이 발생할 때, BGA 솔더 볼이 패키지 쪽에 남아 있고 제거된 보드 패드 상에 옴폭 패인 자국이 있다. 남아 있는 솔더 볼에 어떠한 크랙이 없었으며, 옴폭 패인 곳 주변의 볼-에지는 매끄러웠다. 부품을 제거하여 확인한 HoP 결함의 예가 그림 21에 나와 있다.
올바로 형성된 BGA 솔더 조인트를 떼어낼 때, 보드 혹은 패키지에서 패드와 함께 볼이 완전히 제거되는 모습을 자주 보았다. 보드 면과 패키지 면 양쪽에서 모두 솔더 표면에 크랙이 남아서 양질의 솔더 조인트도 파손될 수 있다. 그림 22에서는 솔더페이스트 I로 솔더링 된 2개의 떼어낸 부품의 예를 보여주고 있다.
BGA 테스트 부품을 떼어냄으로써, 실제 HoP 결함을 쉽고 안전하게 확인할 수 있었다. 그러나 실제 제품에는 사용할 수 없는 파괴적인 검사방법이다.
X-Ray 검사 및 Pry-Off 비교
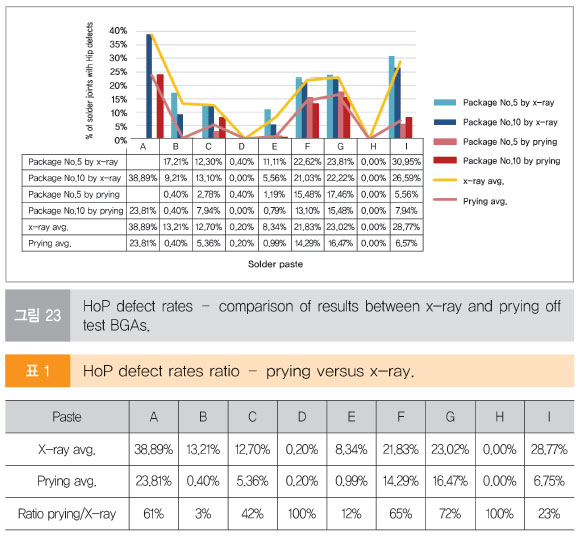
모든 테스트 패키지를 떼어낸 후 실제 HoP 결함을 계산할 때, x-ray로 발견 HoP 결함과 이전 판단을 비교할 수 있었다. 그림 23의 그래프에서는 이 비교를 요약하고 있다.
그림 23에서 볼 수 있듯이 x-ray 검사에서 발견된 HoP 결함과 떼어낸 부품 간의 차이가 클 수 있다. 이 x-ray 분석에 사용된 HoP 기준에는 절단된 솔더 접촉과 ‘waist’ 결함도 포함되었다. 그러므로 떼어낸 후 등록된 HoP 결함과 비교하기 때문에 어려운 x-ray 이미지 판단을 수행할 때에는 많은 HoP 결함이 등록될수록 유리하다. 적어도 70~80%의 정확하게 등록된 HoP 결함의 비율이 발견된 것으로 추정되었다. 그러나 대부분, 차이는 표 1에서 표시된 것보다 훨씬 컸다.
X-ray에서 HoP 결함으로 보이는 많은 솔더 조인트가 실제로는 HoP 결함이 아니라는 것은 명백하다. 부품을 떼어낸 후에 X-ray 이미지와 현미경 이미지를 비교하였다. 비교에서 하나의 BGA 패키지 가장자리 이미지를 그림 24에서 볼 수 있다.
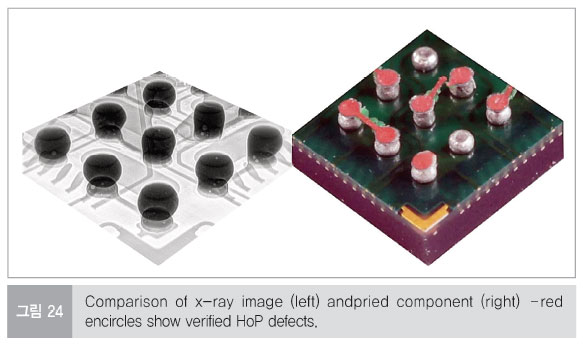
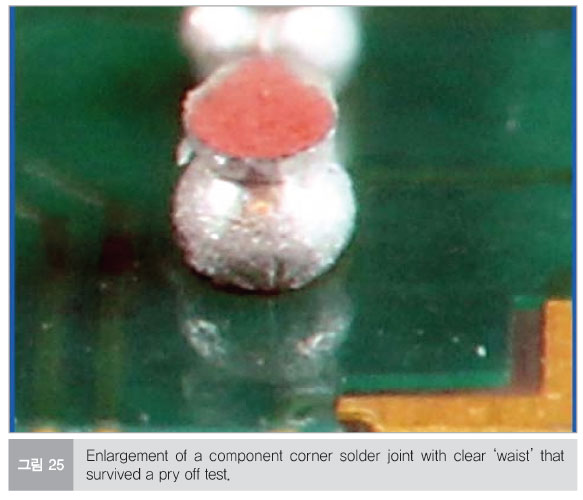
그림 24에서, 9개의 모든 BGA 솔더 조인트는 x-ray 이미지 분석에서 HoP 결함으로 판단되었다. 그러나 떼어낸 후의 검사에서는 단 두 가지만이 실제 HoP 결함으로 확인되었다. 다른 7개의 솔더 조인트는 패드와 패드 사이의 트레이스를 뜯어낼 수 있을 정도로 견고했다. 그림 25는 그림 24의 두 이미지 중 파란색 사각형 안의 부품 가장자리 솔더 조인트를 확대한 이미지이다.
그림 24에 표시된 x-ray 이미지에서 일부 솔더 조인트는 부과된 솔더와 볼처럼 보인다. 적어도 부분적으로 함께 습윤되었으나, 이들 BGA 조인트의 x-ray 이미지를 검토했을 때 실제 2개의 HoP 결함과 예를 든 가장자리 솔더 조인트(그림 24와 그림 25의 파란색 원) 간의 특별한 차이를 알아차리기 불가능했다.
논의
앞의 섹션에서는 검출 기술로 x-ray 검사만 사용하여 모든 HoP 결함을 탐지하는 것이 거의 불가능하다는 것을 보여주었다. X-ray 이미지에서 볼 수 있는 것은 ‘HoP –모양’의 BGA 솔더 조인트이며, 이들은 완전히 습윤되고 균일하게 형성된 것보다 훨씬 낮은 강도와 신뢰성을 지닌 솔더 조인트이다. IPC-A-610 개정판 G, Acceptability of Electronic Assemblies[2], 섹션 8.3.12.3에서 HoP 결함은 사진으로만 표시되며 주변 BGA row 및 이들 표준 이외의 HoP 결함을 거의 볼 수 없었다. X-ray 이미지 해석에 대한 지침을 제공하지 않고 있다. 이 표준의 HoP 결함 기준은 ‘볼이 솔더에 습윤되지 않는다’로 쉽게 이해할 수 있다. 그러나 BGA 솔더 접촉 내의 ‘waist’도 결함(HoP로 분류되지 않음)으로 취급되며, 이 결함은 최신 x-ray 장비로 검출할 수 있는 경우가 많았다.
‘waist’가 있는 HoP 결함과 BGA 솔더 조인트를 보여주기 위해 사용된 측면도를 그림 26에서 보여주고 있다.
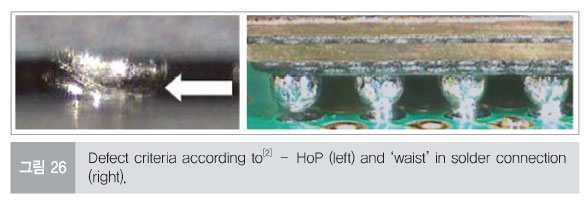
X-ray 이미지를 통해서 확실하게 볼과 솔더가 서로 습윤되었는지를 알 수 없지만, x-ray 이미지에서는 솔더 연결부에 ‘waist’가 존재하는 것을 보여줄 수 있다.
결론 및 권고사항
본 연구에서는 HoP, ‘waist’와 파손된 솔더 접촉 결함의 발생이 x-ray 검사를 통해 서로 구별하기 어렵다는 것을 보여주었다. 이러한 오류는 패키지의 중앙 부분뿐만 아니라 BGA 외부 row을 따라 발생할 수 있으므로 IPC-A-610 개정판 G[2]에 명시된 광학 측면 검사 기준으로는 품질 기준이 충분하지 않았다. 결과적으로, IPC-A-610의 다음 개정을 위해 BGA 솔더 조인트의 ‘waist’를 결함으로 취급하는 것에 기초한 x-ray 검사 기준이 권장된다.
REFERENCES
[1] Characterizing the Relationships Between a Solder Paste’s Ingredients and its Performance on the Assembly Line: Head-in-Pillow Testing, Frank Murch, Derek Moyer, Krupali Patel, John McMaster, Steve Ratner, Martin Lopez, Heraeus Material Technology, SMTAi Conference 2011
[2] IPC-A-610G, Acceptability of Electronic Assemblies, IPC October 2017






