| 솔더 인쇄 공정, 주요 매개변수, 결함 시나리오 Review |
|
|
|
| 2025-09 자료출처 : National Taipei University of Technology |
|
|
인쇄 압력 높을수록 솔더 증착 낮아
생산 및 제품별 SPI 사양 조정이 필요
본 논문의 목적은 솔더 증착에 대한 주요 매개변수의 영향을 종합적으로 조사하고 솔더 페이스트 검사(SPI) 워크스테이션 가이드라인을 결정하기 위한 체계적인 접근법을 확립하는 것이다. 본 연구에서는 공정 매개변수, 스텐실 및 인쇄 회로 기판 설계가 솔더 증착에 미치는 영향을 조사하고, 주요 리플로우 후 결함 시나리오를 파악했다. SPI 분석 결과와 리플로우 후 결함 시나리오 간의 상관관계를 분석하여 불량품으로 인한 총비용을 최소화하기 위한 SPI 사양을 제시한다.
반도체 패키징 산업에서 소형화 및 고기능화는 매우 중요한 트렌드가 되었다. 엔지니어링 팀은 기능적인 밀도 증가 및 입출력(I/O) 간격 감소라는 과제에 직면하고 있다(Wang 외, 2007; Durairaj 외, 2001; Huang 외, 2009). 표면실장기술(SMA)을 이용한 PCB 조립 공정에서는 솔더 파우더와 플럭스로 이뤄진 솔더 페이스트를 스텐실 인쇄 방법을 사용하여 PCB 본딩 패드에 도포한다. 그런 다음에 픽앤플레이스먼트 머신으로 전자 부품을 PCB에 올린다. 리플로우 솔더링 과정에서 솔더 페이스트가 녹았다가 굳으면서 안정적인 솔더 접합부를 형성한다. 업계 보고서에 따르면 솔더링 결함의 약 50~70%가 솔더 페이스트 인쇄 공정에서 기인하는 것으로 나타났다(Pan 외, 2004; Tsai, 2008; Huang, 2004). 따라서 원하는 공정 수율과 안정적인 상호 연결을 위해서는 솔더 페이스트 증착의 편차를 최소화해야 한다.
연구자들은 다양한 솔더 페이스트 재료, PCB 패드 설계, 스텐실 개구부 설계 및 인쇄 공정 매개변수의 인쇄 성능을 연구해 왔다(Arra et al., 2004; Ladani et al., 2008). An과 Wu(2010)는 솔더 페이스트의 인쇄성을 모니터링하기 위해 스퀴지/스텐실 상호 작용의 특성을 측정하는 인쇄 테스트 기기를 개발했다.
Greene과 Srihari(2008)는 다양한 무연 페이스트를 얼마나 빨리 성공적으로 인쇄할 수 있는지를 확인했다. Mannan 외(1994)와 Pan(2000)은 스텐실 개구부 설계가 적절한 페이스트 양을 확보에 상당한 영향을 미친다고 보고했다. Pan 외(2004)는 개구부 크기, 개구부 형상, 기판 마감, 스텐실 두께, 솔더 종류 및 인쇄 속도의 영향을 조사했다. 이러한 결과는 어셈블리 수율과 관련된 다양한 공정 문제와 이에 영향을 미치는 요인을 이해하는 데 유용하다. 하지만 이러한 연구에서 도출된 추론은 제한된 양의 실험 데이터에 기반한다. 스텐실 인쇄는 공정의 특성과 불가피한 무작위 변동으로 인해 여전히 정교한 특성이 요구된다. 특히 대량 생산 환경에서 더욱 그렇다.
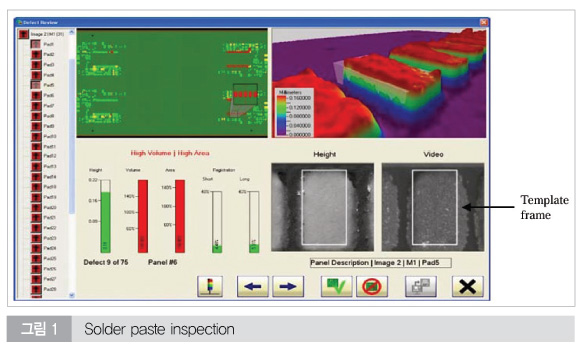
과도한 양의 솔더 페이스트 증착은 솔더 브리징(전기 단락)을 유발할 수 있지만, 솔더가 부족하면 신뢰할 수 없는 솔더 접합 또는 전기적 오픈을 초래할 수 있다. 따라서 인쇄 공정 후 일반적으로 솔더 페이스트 검사(SPI) 시스템을 사용하여 솔더 페이스트 증착을 검사한다(그림 1)(Huang, 2010). SPI 검사는 레이저 기반 스캐닝 기술을 사용하여 솔더 두께, 면적, 부피 및 솔더 증착의 규칙성을 3차원(3D)으로 측정하는 것을 의미한다. 템플릿 프레임은 솔더 증착 면적을 결정하는 데 사용된다(그림 1). SPI 시스템은 후속 부품 실장을 위해 기판을 보내기 전에 솔더 증착 상태를 검사하여 체계적 및 무작위 인쇄 오류를 모두 식별할 수 있다(Tsai, 2008). PCB의 본딩 패드 위치를 프로그래밍한 후 자동 온라인 검사가 수행된다. 부적절한 솔더 인쇄의 결함 기판은 재작업 여부를 검사한다(Durairaj et al., 2008; Greene and Srihari, 2008; Barajas et al., 2008). 이러한 지속적이고 실시간 피드백은 공정 수율을 향상한다.
현재 전자 생산 산업계에서 사용되는 솔더 두께 검사 기준은 주관적으로 결정되는데, 스텐실 두께의 일정 비율(예, ±70%)로 정한다. 문헌 검토 결과 합리적인 검사 기준 결정에 대한 연구는 거의 없는 것으로 나타났다. Huang(2010)은 합격 PCB 샘플과 불량 PCB 샘플을 구별하기 위한 사양을 정의했다. 그의 연구에서 검증 샘플에서 솔더 두께의 마할라노비스 거리(Mahalanobis distance)를 임계값과 비교했다. 이는 모델이 정상/비정상 PCB 샘플을 구별할 수 있는지 확인하기 위한 것이었다(Huang, 2010). 그러나 솔더 인쇄는 생산 어셈블리의 중간 공정일 뿐이지만 결정적인 결함은 리플로우 솔더링 이후에만 발생한다. 따라서 SPI 기준의 효과적인 결정은 리플로우 솔더링 후 자동 광학 검사(AOI) 단계에서 관찰되는 결함인 리플로우 후 결함의 발생을 기반으로 해야 한다.
기존 업계 관행의 자의성(恣意性, arbitrariness)을 해소하기 위해 본 연구는 대만의 전자 제조 서비스 회사와 공동으로 수행되었다. 대량 생산 환경에서 실제 데이터를 수집한 후 통계 분석을 기반으로 추론하였다. 본 연구는 주요 매개변수가 솔더 증착에 미치는 영향을 종합적으로 분석하고, 전자 제조 환경에서 SPI 작업 공정 가이드라인을 수립하기 위한 체계적인 접근법을 확립하는 것을 목표로 했다.
본 연구는 실험 설계를 활용하여 공정 매개변수, 스텐실 개구부, PCB 설계가 솔더 증착에 미치는 영향을 분석하고 리플로우 이후의 주요 결함 시나리오를 파악했다. 결함 발생을 설명하기 위해 와이블 확률 분포(Weibull probability distribution)를 사용했다. SPI 분석 결과와 리플로우 후 결함 시나리오 간의 상관관계를 분석하여 총 불량 비용(CoPQ)을 최소화하는 SPI 사양을 제시한다.
솔더 페이스트 인쇄는 복잡하고, 요인 간의 많은 상호작용이 있으며, 공정 상의 특성과 불가피한 무작위 변동으로 인해 비선형적인 특성을 보인다(Tsai, 2008). 본 연구는 생산 환경에서 수집된 데이터를 조사하고, 솔더 페이스트 증착에 영향을 미치는 주요 요인을 파악한다.
솔더 두께, 솔더 면적 및 솔더 부피의 전사율은 스텐실 특성(스텐실 두께, 스텐실 개구 크기, 스텐실 개구 부피)과 실제 솔더 페이스트 증착(솔더 페이스트 두께, 솔더 페이스트 면적, 솔더 부피)의 비율로 정의된다. 변동 계수(CV, coefficient of variations)는 표준 편차(솔더 페이스트 두께, 면적 또는 부피)를 평균으로 나눈 값으로 정의된다.
인쇄 품질에 영향을 미치는 주요 공정 매개변수를 조사했다. 고려된 요인에는 인쇄 압력, 전면/후면 스퀴지, 스텐실 개구부에서 초기 인쇄 위치 및 기판 가장자리까지의 거리가 포함된다. 0402 수동 소자의 솔더 페이스트 증착은 서버용 제품에서 측정되었다.
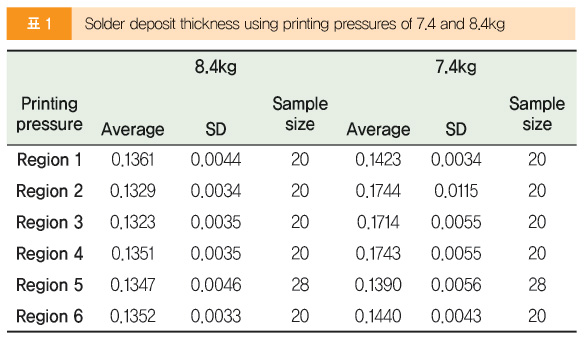
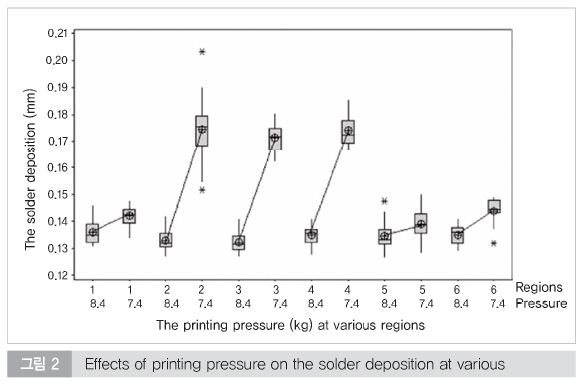
7.4kg과 8.4kg의 인쇄 압력을 사용하여 기판의 6개 영역에 있는 패드의 솔더 증착 두께(mm)를 평가했다. 그 결과, 인쇄 압력이 높을수록 솔더 두께 대비 솔더 증착량이 감소하는 것으로 나타났다(표 1 및 그림 2). 이는 인쇄 중 과도한 압력이 가해지면 솔더 페이스트가 스쿱(scoop)처럼 깎여 나가기 때문이다.
본 연구에 사용된 스텐실 프린터는 두 개의 스퀴지를 사용했는데, 하나는 정방향 스트로크용이고 다른 하나는 역방향 스트로크용이다. 홀수 번호의 기판은 전면 스퀴지로, 짝수 번호의 기판은 후면 스퀴지로 인쇄했다.
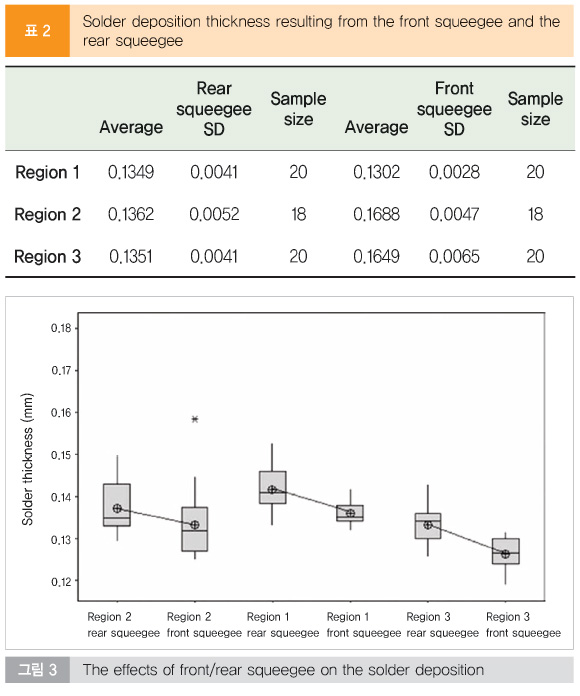
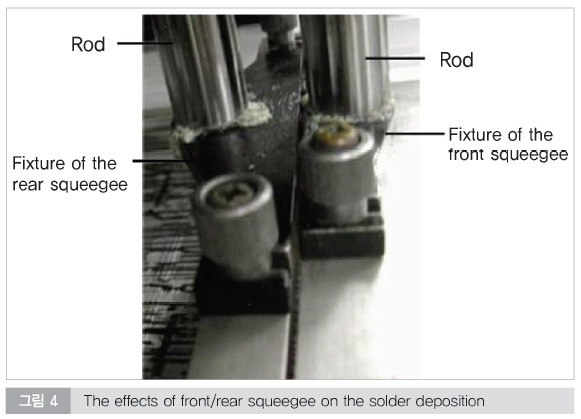
두 스퀴지(전면 및 후면)에서 발생한 솔더 증착을 비교했다. 인쇄 압력은 8.2kg이었다. 표 2와 그림 3은 기판의 세 영역에서 솔더 증착 두께(mm)를 나타내고 있다. 결과는 후면 스퀴지에 의한 솔더 증착량이 전면 스퀴지에 의한 것보다 훨씬 더 컸음을 보여준다. 이러한 현상은 제조 시설에서 생산된 다른 모델의 제품에서도 발생했다. 그림 4는 전면 스퀴지와 후면 스퀴지의 고정 장치 구성이다. 인쇄 압력을 가하는 로드가 후면 스퀴지 고정 장치(스퀴지) 위에 제대로 정렬되지 않은 것이 분명하다. 따라서 인쇄 과정에서 후면 스퀴지에 가해지는 압력이 설정된 인쇄 압력보다 낮았다. 이 경우 역방향 스쿠핑 현상(reverse scooping phenomenon)이 발생했다. 즉, 스쿠핑이 이루어지지 않아 인쇄 압력이 낮아져 솔더 증착량이 증가했다.
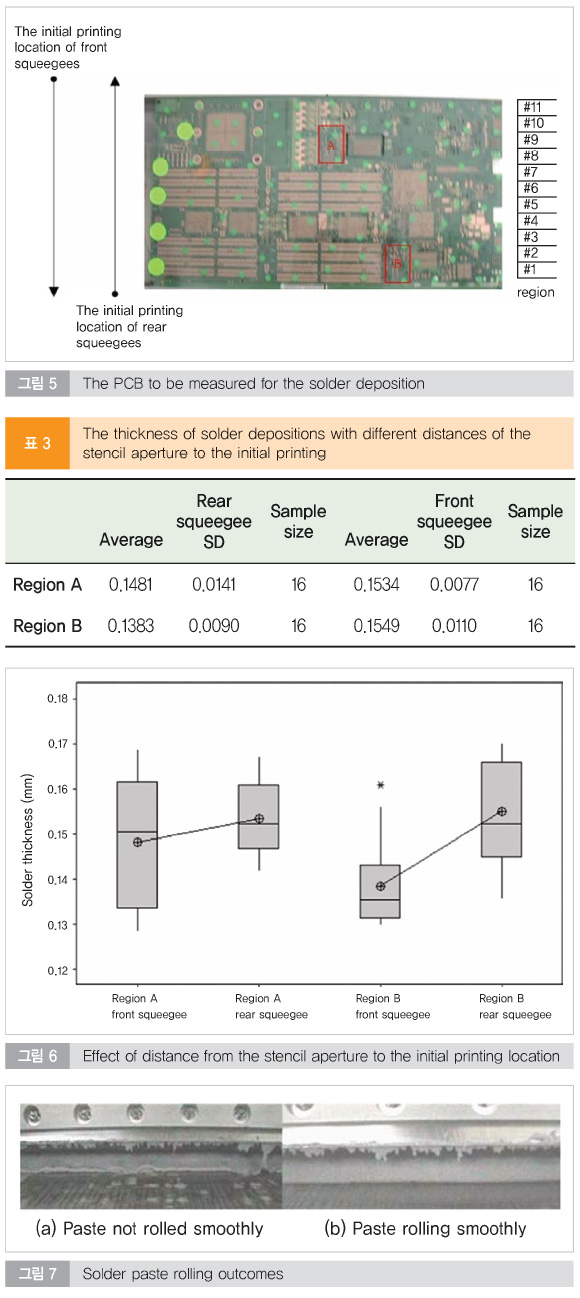
스텐실 개구부에서 초기 인쇄 위치까지의 거리가 미치는 영향을 조사하기 위해 전면 및 후면 스퀴지에서 솔더 증착량을 평가했다. 두 영역(영역 A 및 B)에서 솔더 증착량(mm)을 측정했다(그림 5). 표 3 및 그림 6에서 볼 수 있듯이, 전면 스퀴지를 사용한 경우 영역 B에서 솔더 증착량이 더 크게 나타났다. 마찬가지로, 후면 스퀴지를 사용한 경우 영역 A에서 솔더 증착량이 더 크게 나타났다. 전면 스퀴지(후면 스퀴지)를 사용한 경우 영역 A(영역 B)가 초기 인쇄 위치에서 더 가까운 거리에 있었다. 이는 인쇄 공정 중 솔더 페이스트가 스퀴지 앞에서 구르면서 매끄럽고 균일해졌기 때문이다(그림 7). 롤링된 솔더 페이스트의 매끄러움은 스텐실 위에서 이동한 거리에 따라 달라졌다. 스텐실 개구부에서 초기 인쇄 위치까지의 거리가 충분하지 않아 솔더 페이스트가 불규칙해지고 이로 인해 솔더 증착의 변화가 더 심해졌다.
PCB 전체에 걸친 솔더 증착의 변화를 더욱 자세히 평가하기 위해 총 10개의 샘플 보드를 연속적으로 인쇄했다. 홀수 번호의 보드는 전면 스퀴지로, 짝수 번호의 보드는 후면 스퀴지로 인쇄했다. 보드의 길이는 433mm, 너비는 242mm였다. 전체 보드는 22mm 너비의 11개 영역으로 나뉘었다(그림 5 참조). 각 영역별로 총 30개의 본딩 패드에 대한 솔더 증착량을 측정했다. 그림 8은 10개 보드의 11개 영역에 걸친 평균 솔더 증착량(두께(mm))을 보여준다. 결과에 따르면 1번과 11번 영역(보드 가장자리 근처)의 솔더 두께가 다른 영역보다 상당히 두꺼웠다. 이는 컨베이어에 PCB를 고정하는 고정 장치(그림 9 참조)로 인해 보드 가장자리에 스텐실과 보드 표면 사이에 간격이 생기기 때문이다.
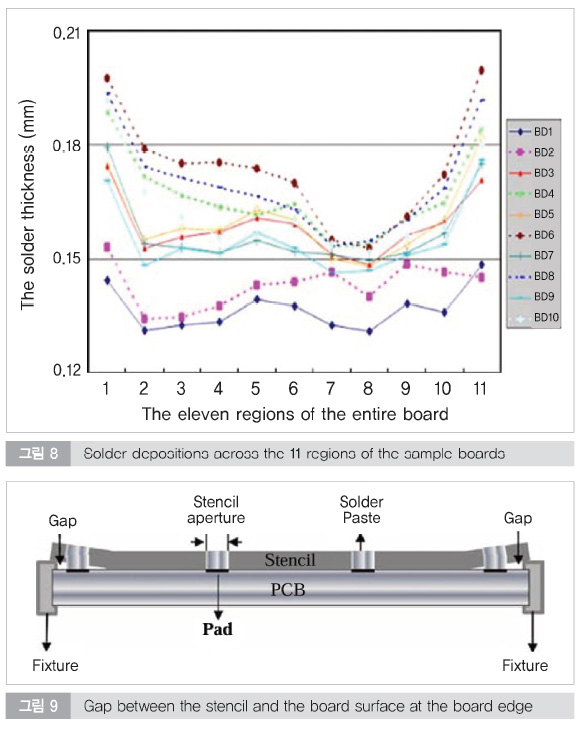
결과적으로, 기판 가장자리 근처 영역의 본딩 패드에 추가적인 양의 솔더가 증착되었다. 또한, 새로 공급된 솔더 페이스트의 기포로 인해 페이스트 표면에 불규칙성이 발생하여 첫 번째와 두 번째 기판의 솔더 증착량이 다른 기판보다 현저히 낮았음을 결과를 통해 알 수 있다. 따라서 양산 초기에 최소 두 개의 기판을 테스트 인쇄하는 것이 필수적이다. 또한, 후면 스퀴지(그림 8의 점선)의 솔더 증착량이 전면 스퀴지(그림 8의 실선)의 솔더 증착량보다 훨씬 높음을 다시 한번 확인했다.
스텐실 설계는 인쇄 공정 중 솔더 페이스트 증착에 중요한 역할을 한다. 이 섹션에서는 스텐실 두께 변화의 발생과 개구부 형상의 영향을 살펴본다.
스텐실 두께 변화는 스텐실 제조 공정에서 발생하며, 솔더 증착의 변동성을 초래한다. 변화량은 공칭(설계된) 스텐실 두께에 따라 달라진다. 본 연구에서는 두께가 0.12mm와 0.10mm인 스텐실을 평가했으며, 스텐실 샘플에서 각각 15mm × 15mm 크기의 9개 영역을 고려했다(그림 10). 각 스텐실 쿠폰(영역)은 횡단면 분석을 통해 세 위치에서 두께를 측정했다.
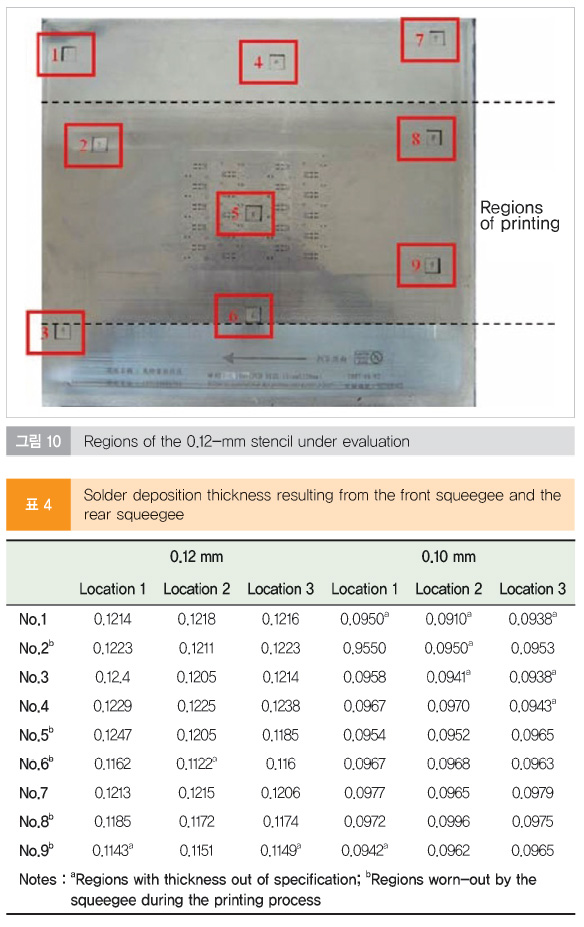
업계 표준에서는 스텐실 제조 공차가 >0.005mm이라고 명시하고 있지만, 0.12mm 및 0.10mm 스텐실의 사양은 각각 0.115~0.125mm와 0.095~0.105mm 범위였다. 0.12mm 스텐실의 경우, 27개 측정값 중 3개가 사양을 초과했다(표 4). 0.10mm 스텐실의 경우, 27개 측정값 중 8개가 사양을 초과했다. 그러나 통계적으로 유의미한 차이는 없었다. 또한, 인쇄 공정 중 마모로 인해 스텐실 두께 변화가 발생할 수 있다. 0.12mm 스텐실의 경우, 여러 인쇄 영역(2, 5, 6, 8, 9)에서 두께가 더 얇아졌다.
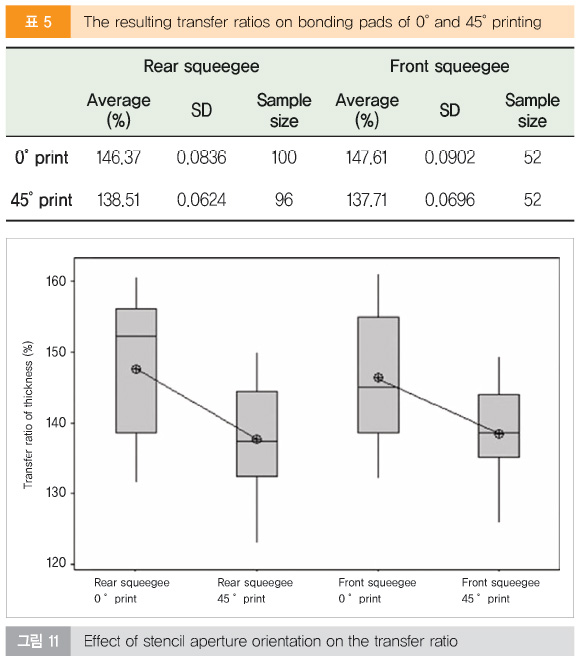
스텐실 개구는 일반적으로 패드 설계의 치수를 기반으로 한다. 직사각형 본딩 패드(QFP 또는 SOIC와 같은 부품용)의 경우, 스텐실 개구는 일반적으로 스텐실 인쇄 방향과 평행하거나 수직이다. 그러나 특수 설계에서는 45° 벡터 인쇄가 적용될 수 있다. 45° 벡터 인쇄의 경우, 스퀴지가 스텐실 개구의 날카로운 모서리에 접촉하여 솔더 증착에 영향을 미칠 수 있다. 본 연구에서는 스텐실 개구(크기 0.67mm × 0.60mm)를 0°와 45°의 인쇄 방향으로 배치하였다. 결과적인 전사율(솔더 두께 대 스텐실 두께 비율)은 표 5와 그림 11에 나와 있다. 45° 벡터 인쇄 본딩 패드의 전사율은 0° 벡터 인쇄보다 현저히 낮았다. 날카로운 모서리는 인쇄 과정에서 솔더 페이스트의 이동을 방해하는 것으로 보인다.
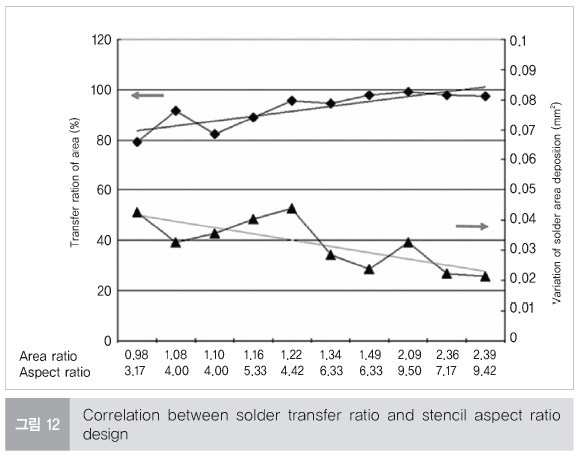
종횡비는 스텐실 두께에 대한 개구부 폭의 비율로 정의되고, 면적비는 개구부 벽면 면적에 대한 개구부 면적의 비율로 정의된다. 산업계 표준 IPC 7525에서는 효과적인 인쇄를 위해 스텐실 설계의 종횡비와 면적비가 각각 1.5와 0.66보다 커야 한다고 명시하고 있다. 다양한 스텐실 설계(종횡비 및 면적비)를 사용한 솔더 전달률에 대한 실제 데이터는 제조 라인에서 수집되었다.
다양한 스텐실 설계 외에도 다양한 인쇄 공정 매개변수 설정에서 데이터가 수집되었다. 그림 12는 종횡비(및 면적비)가 큰 설계일수록 솔더 전달률(면적 대비)이 증가함을 보여준다. 솔더 전달률의 변동계수(CV)는 종횡비가 큰 설계일수록 감소했다. 이는 스텐실을 기판에서 분리하는 동안 솔더 페이스트가 스텐실 개구부 벽면에 부착되는 경향이 있기 때문이다. 이러한 시나리오는 종횡비(및 면적비)가 더 작은 애플리케이션에서 더욱 심각했다. 마지막으로, 솔더 전달률과 스텐실 종횡비 설계 간의 상관관계를 보여주는 추세가 존재하지만(그림 12 참조), 데이터 변동은 앞에서 언급한 바와 같이 다양한 인쇄 공정 매개변수 설정에서 데이터가 수집되었기 때문이다.
이 섹션에서는 솔더 마스크 두께를 측정하고 그 결과를 산업 표준과 비교했다. 또한, 본딩 패드 정의 방법이 SPI 측정 결과(솔더 두께)에 미치는 영향을 분석했다.
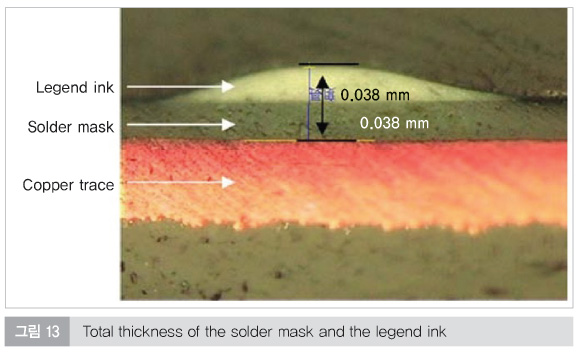
PCB 표면은 일반적으로 솔더 브리징을 방지하고 부품의 위치를 표시하기 위해 솔더 마스크와 잉크로 덮여 있다. 솔더 마스크 두께의 일반적인 사양은 0.007~0.017mm이며, 솔더 마스크와 잉크의 총 두께는 0.035mm를 초과해서는 안 된다. 생산 라인에서 채취한 20개의 PCB 샘플을 측정한 결과 모두 0.035mm 사양을 초과했으며, 평균은 0.038mm, 표준 편차는 0.0032mm였다(그림 13). 이는 스텐실 인쇄 시 공칭 솔더 두께가 스텐실 두께에 0.038mm를 더한 값임을 시사한다.
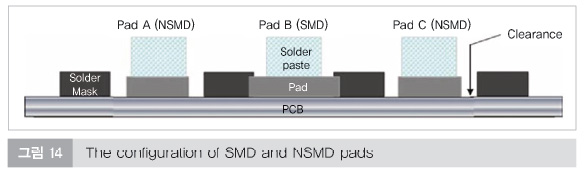
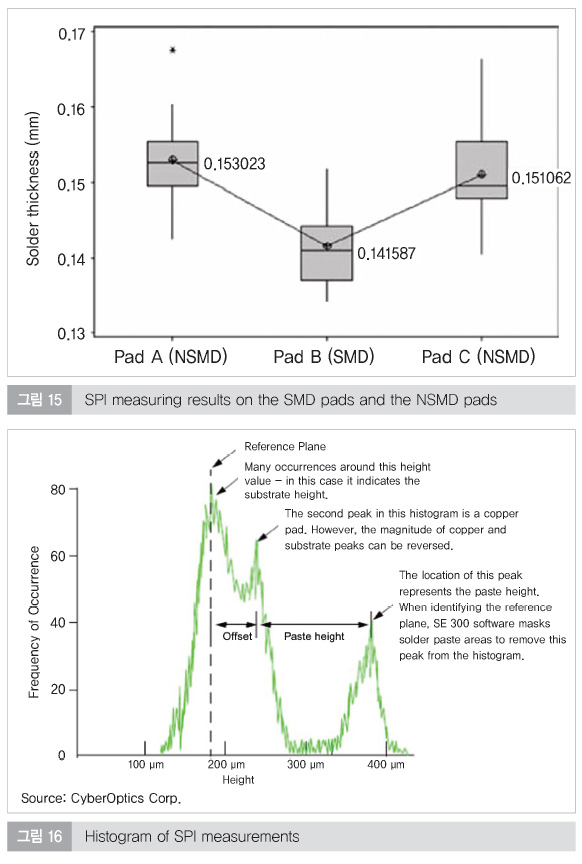
노출된 본딩 패드의 크기를 결정하는 데 일반적으로 두 가지 방법, 즉 SMD(solder mask defined)와 NSMD(Non-solder mask defined)가 사용된다. SMD는 솔더 마스크가 본딩 패드와 접촉하는 경우이고, NSMD는 솔더 마스크와 본딩 패드 사이에 간극이 있는 경우이다(그림 14). 이 섹션에서는 패드 정의 방법이 SPI 측정 결과에 미치는 영향을 살펴본다. 그림 14는 노트북 컴퓨터용 QFP 부품의 패드 설계를 보여주고 있다. SMD 패드(본딩 패드 B)는 두 NSMD 패드(본딩 패드 A와 C) 사이에 있다. 이 경우, 실제 솔더 두께는 세 개의 패드와 유사하다. 그러나 SPI 측정 결과는 SMD 패드의 솔더 증착량이 NSMD 패드보다 약 0.01mm 정도 현저히 적음을 보여주었다(그림 15).
이러한 결과는 SPI 장비의 알고리즘이 원래 NSMD 본딩 패드의 솔더 증착량을 측정하도록 설계되었기 때문이라고 설명할 수 있다. 측정 전에 베어 보드(솔더 증착 없음)에서 ‘기준 스캔(reference scan)’을 수행했다. 그림 16은 기준 스캔 중 다양한 측정 높이의 빈도를 보여준다. 첫 번째와 두 번째 피크의 x축 값(높이)은 각각 PCB 표면(기준면)과 패드 표면의 높이를 정의하는 데 사용되었다. 그 후 솔더 페이스트 두께 측정을 시작할 수 있다. 세 번째 피크(그림 16 참조)의 위치는 솔더 페이스트 높이를 나타낸다. 솔더 페이스트 두께는 솔더 페이스트 높이에서 패드 높이를 빼서 결정되었다. 앞서 언급했듯이 SMD 패드의 경우, 솔더 마스크와 본딩 패드 사이에 간극이 없었다. 따라서 SPI 시스템은 첫 번째와 두 번째 피크를 패드 높이와 솔더 마스크 높이로 잘못 정의했다. 따라서 페이스트 두께는(패드 높이가 아닌) 페이스트 높이에서 솔더 마스크 높이를 뺀 값으로 (잘못) 결정되었다. 따라서 SMD 패드와 NSMD 패드 사이에서 SPI 측정값의 페이스트 두께에 오프셋이 발생했다. 오프셋의 크기는 솔더 마스크 두께에서 패드 두께를 뺀 값이다. 따라서 SMD 패드의 SPI 사양(공칭 솔더 두께)은 앞서 언급된 오프셋으로 보상되어야 한다.
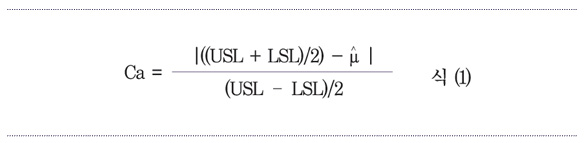
흔히 발생하는 리플로우 후 결함에는 부품 누락, 부품 정렬 불량, 솔더 오픈, 솔더 쇼트, 툼스톤 등이 있다. 본 연구에서는 솔더 증착량, 솔더 오픈, 솔더 쇼트, 툼스톤과 관련된 결함을 조사했다. 서버, 노트북 컴퓨터, 스마트카드를 포함한 제품 범주에 걸쳐 총 37개 모델의 SPI 데이터와 해당 리플로우 후 결함을 분석했다. 총 약 23,000개의 PCB를 평가했다. 그림 17과 그림 18 그리고 표 6과 표 7은 솔더 부피/면적(mm3/mm2)과 다양한 유형의 리플로우 후 결함 간의 상관관계를 보여주고 있다.
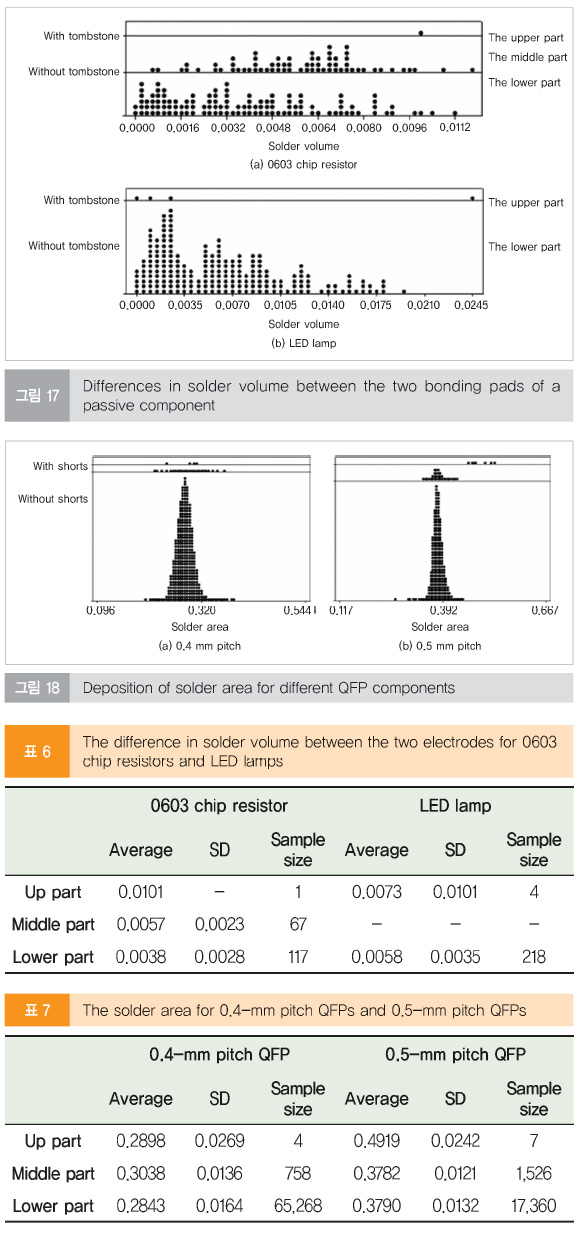
그림 17과 그림 18의 데이터는 개별 본딩 패드를 기반으로 한다. 이들 그림의 상단 부분은 결함 발생량과 해당 솔더 부피/면적을 표시한다. 중간 부분은 결함 발생 패드와 동일한 위치에 있는 본딩 패드의 솔더 양/면적 분포를 나타낸다. 하단 부분은 결함 발생 패드를 포함한 모든 부품 유형의 솔더 양/면적 분포를 나타낸다. 그림 17, 그림 18과 표 6과 표 7은 동일한 위치/부품에 있는 나머지 패드 대비 결함이 있는 본딩 패드의 솔더 양/면적을 보여준다.
튬스톤은 전극의 한쪽 면이 들뜨고 본딩 패드와 접촉하지 않는 수동 부품의 결함이다. 전극 한쪽 면의 솔더가 전극 위로 올라갔지만, 전극 반대쪽 면의 솔더 양은 부품의 들뜸을 상쇄하기에 충분하지 않다. 이는 수동 부품의 두 본딩 패드 간 솔더 양 차이가 너무 크기 때문일 수 있다.
튬스톤은 총 10개의 수동 소자에서 발견되었다. 그림 17의 (a)와 (b)는 각각 0603 레지스터와 LED 램프의 두 전극 간 솔더 양 차이(SPI에서 수집)를 보여준다. 결과는 결함이 있는 본딩 패드가 부품의 나머지 모든 패드에 비해 두 전극 간 솔더 양 차이가 더 컸음을 보여준다. 이는 0603 레지스터와 LED 램프의 납땜량 차이가 각각 0.0102mm3와 0.02446mm3에 도달하면 튬스톤 현상이 발생할 가능성이 높음을 의미한다.
솔더 오픈의 주요 원인은 솔더 부족이다. 총 6개의 본딩 패드에서 솔더 오픈이 발견되었다. 불량이 있는 본딩 패드(솔더 오픈 발생)는 불량 없는 패드보다 솔더 체적이 낮지 않은 것으로 나타났다. 따라서 솔더 오픈의 가능한 원인은 부품 전극의 납땜성 불량과 리드 동일평면성 부족이다.
솔더 쇼트는 다음과 같은 원인으로 발생한다.
- 과도한 솔더 양 증착
- 낮은 솔더 페이스트 점도로 인한 솔더 면적 증가에 따른 슬럼핑 초래
이 섹션에서는 증착된 솔더 체적과 솔더 면적을 조사한다. 총 47개의 본딩 패드에서 솔더 쇼트가 발견되었다. 그림 18의 (a)와 (b)는 각각 0.4mm 피치와 0.5mm 피치 QFP 부품의 솔더 면적(SPI에서 수집)을 보여준다. 결과는 결함이 있는 본딩 패드가 부품의 나머지 모든 패드에 비해 더 큰 솔더 면적을 가졌음을 나타냈다. 또한 결함이 있는 0.4mm 피치 QFP 부품의 솔더 면적은 0.5mm 피치 QFP 부품과 비교했을 때 결함이 없는 본딩 패드의 솔더 면적보다 상당히 작았다(그림 18). 이 추론은 솔더 체적과 솔더 면적 관점 모두에서 유효하며 솔더 쇼트가 미세 피치 부품에서 발생할 가능성이 더 높음을 시사한다.
제조 현장에서 0402 칩 부품에 사용되는 SPI 사양(솔더 두께 및 솔더 면적 기준)의 적합성을 평가하고 수정 방안을 제시한다. 설비의 정확성(Ca, 식 (1))은 사양의 유효성을 나타내는 지표로 사용된다. 또한, 품질실패비용(CoPQ, Cost Of Poor Quality) 추정치를 기반으로 0.4mm 피치의 TSOP(Thin Small Outline Package)에 대한 새로운 SPI 사양을 제안한다.
여기서 USL은 상한 규격 한계이고, LSL은 하한 규격 한계이며, μ는 추정 평균이다.
앞에서 언급했듯이 솔더 마스크와 잉크의 존재 여부는 솔더 증착 두께에 영향을 미친다. 솔더 마스크와 잉크의 두께는 약 0.038mm인 것으로 나타났다(그림 13 참조). 따라서 SPI 사양은 ‘스텐실 두께 + 0.038mm’의 ±70%여야 한다. 0402 부품의 타원형 및 직사각형 본딩 패드에 대한 솔더 증착을 사용하여 사양의 유효성을 검증했다. 사용된 스텐실의 두께는 0.12mm였다. 결과는 솔더 두께 분포가 스텐실 두께(0.12mm)와 0.038mm의 합인 0.158mm로 잘 집중되어 있음을 보여준다.
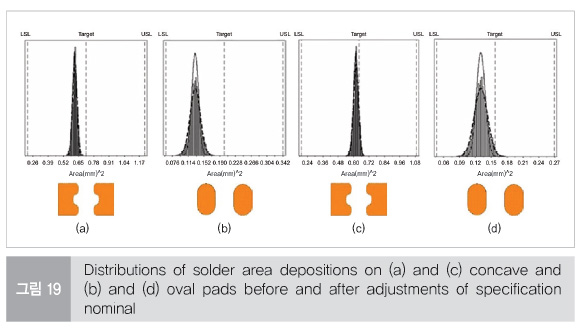
현재 SPI 장비에서 솔더 증착 면적을 결정하는 데 사용되는 템플릿 프레임은 원형 또는 직사각형이다. 직사각형 프레임은 스텐실 개구부가 ‘불규칙(원형도 직사각형도 아님)’할 때 사용된다. 따라서 직사각형 프레임의 면적은 솔더 증착의 공칭(목표) 값으로 간주되고, ±70%는 사양 허용 오차로 간주된다. 그러나 실제로 0402 칩 부품은 오목 또는 타원형 패드 디자인을 가질 수 있다(오목 및 타원형 패드의 솔더 영역 증착 분포를 보여주는 그림 19 참조). 이러한 솔더 영역의 분포는 지정된 목표에 집중되지 않는다(그림 19의 (a) 및 (b)). 따라서 검사 사양에 적합한 공칭 값을 정의하기 위해 스텐실 개구부의 실제 면적을 계산해야 한다(그림 19의 (c) 및 (d)). SPI 사양에 대한 조정의 결과, 오목형 패드의 Ca 값은 19.4%에서 5.1%로, 타원형 패드의 Ca 값은 50%에서 24%로 각각 향상되었다.
앞서 언급했듯이 총 47개의 본딩 패드에서 솔더 쇼트가 발견되었다. 이러한 불량 샘플의 대부분은 미세 피치 리드 부품이었다. 이 섹션에서는 0.4mm 피치의 TSOP를 사용하여 원하는 SPI 사양(USL)을 결정했다. ‘오경보(false alarm)’ 비용은 1달러라고 가정한다. ‘오경보’는 SPI 단계에서 불량품이 아닌 샘플이 거부되어 세척/재인쇄되는 것을 의미한다. 여기에는 수리 과정에서 인력 및 자재 비용이 포함된다. 또한 ‘유출(escaped)’ 샘플의 비용은 2달러라고 가정했다. ‘유출’ 샘플은 과도한 솔더 양으로 증착되었지만 SPI 단계에서 거부되지 않은 샘플로, AOI 단계에서 솔더 쇼트가 감지되어 리플로우 솔더링 공정 후 디솔더링/수리가 필요한 샘플이다. 언급한 수리 비용 외에도, 디솔더링 공정에는 본딩 패드 손상 위험이 있다. 따라서 총 비용을 최소화하여 USL을 결정할 수 있다.
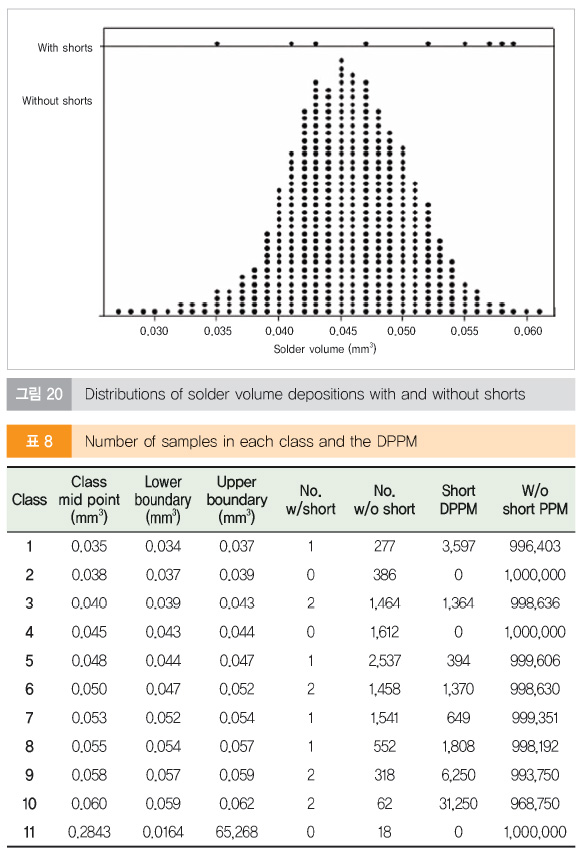
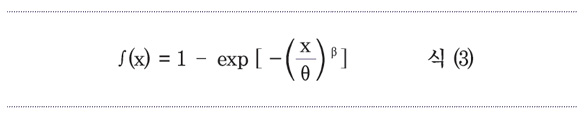
그림 20은 쇼트 유무에 따른 패드의 솔더 부피(mm3) 증착 분포를 보여준다. 솔더 증착량은 정규 분포를 따랐으며, 과도한 솔더 체적을 지닌 샘플의 발생 빈도는 낮았다. 샘플은 솔더 체적 증착을 기준으로 분류되었다(식 (2)). 이는 솔더 체적과 솔더 쇼트 발생 확률 간의 상관관계를 보여주는 데 도움이 되었다. 표 8은 각 클래스의 설정 경계, 쇼트 유무에 따른 샘플 수, 그리고 백만분의 일 불량품(DPPM) 발생 확률을 보여준다. 처음 세 클래스의 데이터는 쇼트가 발생하지 않았으므로 추가 계산에서 제외했다. 나머지 데이터는 와이블(Weibull) 분포(식 (3))를 따른다고 가정했다. 각 클래스의 누적 확률 함수를 계산하여 와이블 분포의 매개변수인 형상 매개변수 β와 스케일 매개변수 θ를 결정하는 데 사용했다.
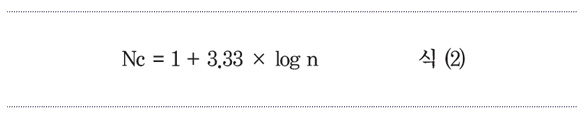
쇼트가 있는 데이터의 경우, β와 θ는 각각 8.197과 0.05451이었다. 쇼트가 없는 데이터의 경우, β와 θ는 각각 7.370과 0.04856이었다. 데이터가 와이블 분포를 따른다는 가정은 신뢰 수준 0.05에서 K-S 가설 검정(K-S hypothesis test)을 통해 검증되었다. 0.035~0.060mm3 범위의 솔더 증착에 대한 유출 및 오경보 확률은 미리 결정된 와이블 분포(표 9)를 기반으로 계산되었다. 따라서 총 CoPQ는 식 (4)를 사용하여 결정할 수 있었다.
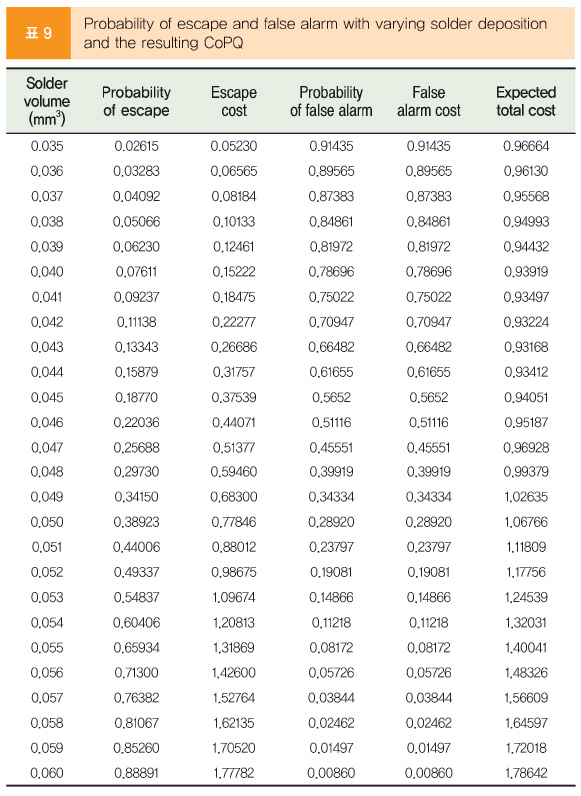
SPI 단계에서 유출 비용, 오경보 비용 및 그에 따른 CoPQ는 USL의 함수이지만, 총 CoPQ를 최소화함으로써 원하는 사양을 설정할 수 있다. 결과적으로 0.4mm 피치 TSOP의 USL은 0.043mm³로 제안되며, 이는 최소 총비용 $0.9317에 해당한다(표 8).
여기서 Nc는 클래스 수이고 n은 총 솔더 조인트 수이다:
여기서 ∫(x)는 Weibull 분포의 함수이고, x는 솔더 증착량을 나타내며, θ는 스케일 매개변수이고 β는 형상 매개변수이다.

여기서 CoPQ는 총 CoPQ이고, Pe와 Pf는 각각 유출 확률과 오경보 확률입니다. Ce와 Cf는 각각 유출 비용과 오경보 비용이다.
첫째, 본 연구는 솔더 페이스트 인쇄 공정의 주요 매개변수에 대한 포괄적인 검토 사항을 제공한다. 주요 결과는 다음과 같다.
- 인쇄 압력이 높을수록 솔더 페이스트가 더 많이 스쿠핑되어 솔더 증착량이 감소한다.
- 픽스쳐 구성으로 인해 전면 스퀴지와 후면 스퀴지 사이의 솔더 증착량에 상당한 차이가 있다.
- 스텐실 개구부와 초기 인쇄 위치 사이의 거리가 충분하지 않으면 솔더 페이스트가 불규칙하고 솔더 증착량이 변동한다.
- 면적비가 높은 스텐실은 솔더 증착량이 더 많고 증착량이 적다.
- 인쇄 방향과 평행한 스텐실 개구부가 45° 벡터 인쇄보다 우수하다.
둘째, SPI 분석 결과와 리플로우 후 불량 시나리오 간의 상관관계를 분석했다. 본 사례 연구에서 관찰된 튬스톤과 오픈의 대부분은 부적절한 솔더 양 때문이 아니었다. 쇼트는 실제로 과도한 솔더 증착과 관련이 있는 것으로 나타났다. 본 연구에서 쇼트는 전체 결함의 70%를 차지했다. 이러한 관찰 결과는 솔더링 결함의 약 60~70%가 솔더 페이스트 인쇄 공정에 기인한다는 기존 문헌과 일치한다.
마지막으로, SPI 사양을 제시한다. 솔더 마스크와 잉크의 두께를 고려할 때, 공칭 솔더 두께는 ‘스텐실 두께 + 0.038mm’가 되어야 한다.
또한, SMD 패드와 NSMD 패드 간에 SPI 측정 결과에 오프셋이 존재한다. SPI 사양의 공칭 솔더 두께는 이러한 오프셋을 고려해야 한다. 또한, SPI 장비에 사용되는 템플릿 프레임의 한계로 인해, 불규칙한 스텐실 개구부를 가진 솔더 증착에 대한 사양을 조정해야 한다.
마지막으로, 샘플 유출 비용, 오경보 비용 및 해당 발생 확률을 고려하여 총 비용을 최소화하는 USL이 설정되었다.
▶ References
1. An, B. and Wu, Y.P. (2010), “Evaluating the printability of solder paste from paste roll characteristics”, Eleventh International Conference on Electronic Packaging Technology and High Density Packaging, Shanghai, pp. 1186-9.
2. Arra, M., Geiger, D., Shangguan, D. and Sjoberg, J. (2004), “A study of SMT assembly processes for fine pitch CSP packages”, Soldering & Surface Mount Technology, Vol. 16 No. 3, pp. 16-21.
3. Barajas, L., Egerstedt, M., Kamen, E. and Goldstein, A. (2008), “Stencil printing process modeling and control using statistical neural networks”, IEEE Transaction on Electronics Packaging Manufacturing, Vol. 31 No. 1, pp. 9-18.
4. Durairaj, R., Mallik, S. and Ekere, N.N. (2008), “Solder paste characterisation: towards the development of quality control (QC) tool”, Soldering & Surface Mount Technology, Vol. 20 No. 3, pp. 34-40.
5. Durairaj, R., Nguty, T.A. and Ekere, N.N. (2001), “Critical factors affecting paste flow during the stencil printing of solder paste”, Soldering & Surface Mount Technology, Vol. 13 No. 2, pp. 30-4.
6. Greene, C.M. and Srihari, K. (2008), “A procedure for determining the high-speed stencil printing performance of Volume 23 · Number 4 · 2011 · 211–223
solder pastes in an electronic service provider’s environment”, Soldering & Surface Mount Technology, Vol.20 No.3, pp.26-33.
7. Huang, C.Y. (2004), “The reliability assessment of flip chip component”, Microelectronics International, Vol. 21 No. 2, pp. 10-15.
8. Huang, C.Y. (2010), “Reducing solder paste inspection in surface mount assembly through Mahalanobis-Taguchi analysis”, IEEE Transactions on Electronics Packaging Manufacturing, Vol. 33 No. 4, pp. 265-74.
9. Huang, C.Y., Li, M.S., Ku, J.L. and Hsieh, H.C. (2009), “Chemical characterization of failures and process materials for microelectronics assembly”, Microelectronics International, Vol. 26 No. 3, pp. 41-8.
10. Ladani, L., Dasgupta, A., Cardoso, I. and Monlevade, E. (2008), “Effect of selected process parameters on durability and defects in surface-mount assemblies for portable electronics”, IEEE Transaction on Electronics Packaging Manufacturing, Vol. 31 No. 1, pp. 51-60.
11. Mannan, S., Ekere, N., Ismail, I. and Lo, E. (1994), “Squeegee deformation study in the stencil printing of solder pastes”, IEEE Transactions on Component, Hybrids, and Manufacturing Technology, Vol. 17 No. 3, pp. 470-5.
12. Pan, J. (2000), “Modeling and process optimization of solder paste stencil printing for fine pitch surface mount assembly”, PhD dissertation, Lehigh University, Bethlehem, PA.
13. Pan, J., Tonkay, G.L., Storer, R.H., Sallade, R.M. and Leandri, D.J. (2004), “Critical variables of solder paste stencil printing for micro BGA and fine-pitch QFP”, IEEE Transactions on Electronics Packaging Manufacturing, Vol. 27 No. 2, pp. 125-32.
14. Tsai, T.N. (2008), “Modeling and optimization of stencil printing operations: a comparison study”, Computers & Industrial Engineering, Vol. 54, pp. 374-89.
15. Wang, Y., Olorunyomi, M., Dahlberg, M. and Djurovic, M. (2007), “Process and pad design optimization for 01005 passive component surface mount assembly”, Soldering & Surface Mount Technology, Vol. 19 No. 1, pp. 34-44.
|
| [저작권자(c)SG미디어. 무단전재-재배포금지] |
|
|
|
|






